Qu'est-ce que le noyau de sable dans le moulage au sable
Qu'est-ce qu'un noyau de sable dans le moulage au sable ?
Un noyau de sable est un corps en sable aggloméré placé dans une cavité de moule pour former des trous internes, des sections creuses, des passages, des contre-dépouilles ou des caractéristiques en retrait dans le moulage au sable. La conception du noyau de sable doit prendre en compte la géométrie des passages internes, le support d'empreinte, la résistance du noyau, la perméabilité, l'effondrement, l'évacuation des gaz, la surépaisseur d'usinage et la preuve d'inspection. Le problème pratique de la demande de devis (RFQ) est de décider si la caractéristique interne requise peut être coulée avec un noyau stable et amovible ou si elle doit être redessinée, usinée ou réalisée par un autre procédé.
Lorsque le métal en fusion remplit le moule, le noyau de sable occupe l'espace qui doit rester creux. Après solidification, le noyau est retiré par décochage, nettoyage mécanique, retrait assisté par eau ou d'autres méthodes de nettoyage approuvées selon le liant et la géométrie de la pièce coulée.

Comment les noyaux de sable créent-ils des passages internes ?
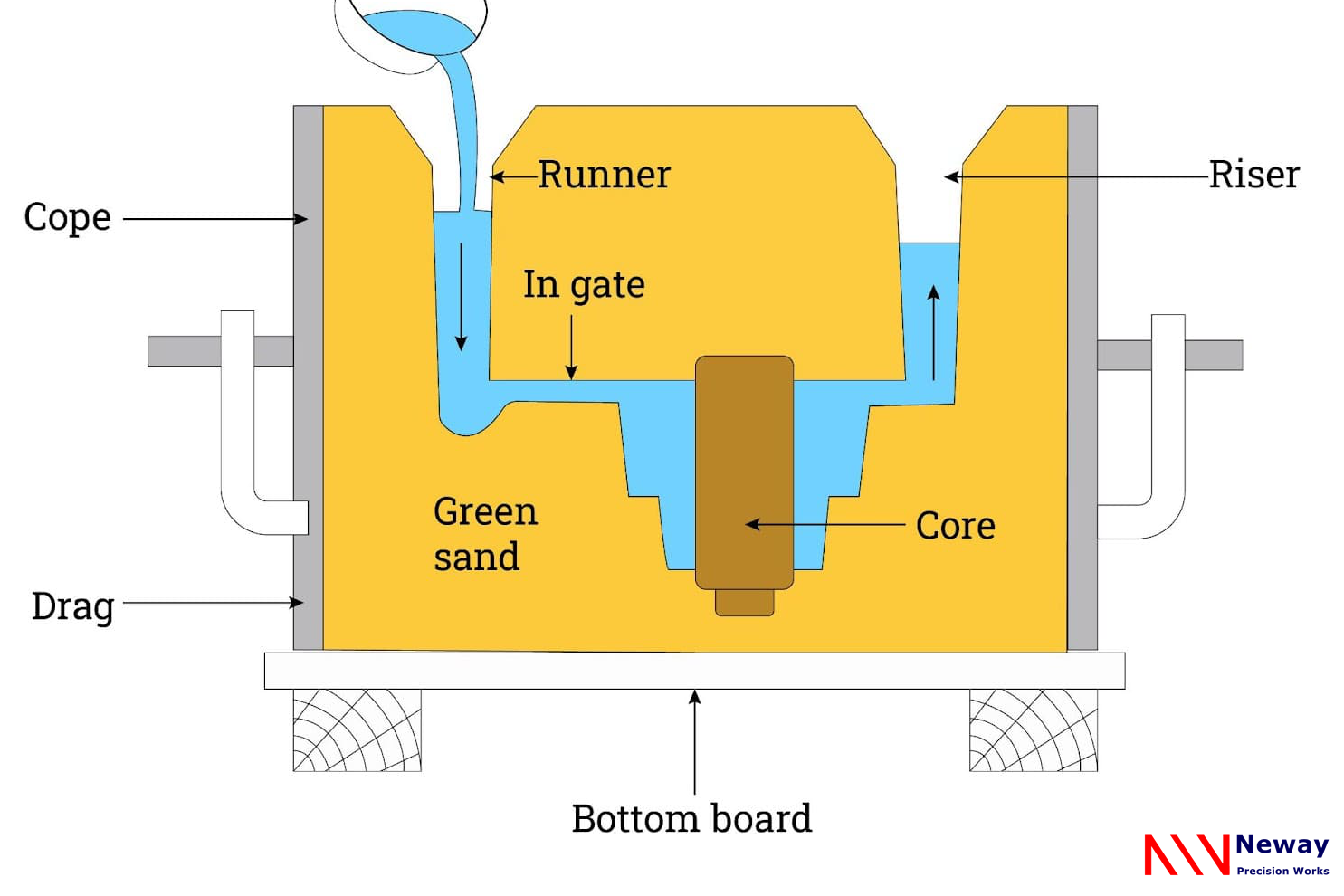
La cavité du moule définit la forme extérieure de la pièce coulée, tandis que le noyau de sable définit l'espace négatif interne. Les empreintes de noyau, les chaplets si nécessaire, et les caractéristiques du moule maintiennent le noyau en position lors de l'assemblage du moule et de la coulée du métal.
Le positionnement du noyau est critique. Si un noyau se déplace, flotte, se brise ou ventile mal, la pièce coulée peut présenter des variations d'épaisseur de paroi, des passages obstrués, des défauts de gaz, des inclusions ou des problèmes de surépaisseur d'usinage. Les dessins doivent montrer les caractéristiques liées au noyau, les ouvertures de nettoyage et l'accès pour inspection dans la mesure du possible.
Quelles propriétés du noyau sont importantes pour les pièces moulées en métal ?
Un noyau de sable utile doit avoir une résistance suffisante pour résister à la manipulation, à l'assemblage du moule et à la coulée du métal. Un noyau de sable doit également avoir une perméabilité pour que les gaz puissent s'échapper, une stabilité dimensionnelle pour que les caractéristiques internes restent en position, et une effondrabilité pour que le noyau puisse être retiré après la solidification de la pièce.
D'autres propriétés peuvent être importantes selon l'alliage et la pièce. Le type de liant, la taille des grains de sable, le revêtement, la méthode d'évacuation, le contrôle de l'humidité, les conditions de stockage et le comportement thermique peuvent affecter les défauts de gaz, l'état de surface, l'érosion du noyau et la difficulté de nettoyage.
Comment les noyaux de sable sont-ils fabriqués ?
Les noyaux de sable peuvent être produits par des procédés de boîte froide, boîte chaude, noyau coquille, auto-durcissant ou autres, selon la taille de la pièce, la quantité de production, la résistance du noyau, le contrôle dimensionnel et les exigences de liant. Le procédé de fabrication du noyau doit correspondre à l'alliage de coulée, à la géométrie du noyau, aux besoins d'évacuation et à la méthode de retrait.
Les boîtes à noyau définissent la forme du noyau. Après formage et durcissement, le noyau peut être revêtu, séché, inspecté et stocké avant l'assemblage du moule. Pour les pièces coulées complexes, plusieurs noyaux peuvent être assemblés en un ensemble de noyaux pour former la géométrie interne.
Quels risques de conception provoquent des défauts de coulée liés au noyau ?
Les défauts liés au noyau peuvent inclure le déplacement du noyau, sa rupture, la porosité gazeuse, le veinage, la pénétration métallique, l'inclusion de sable, l'obstruction des passages internes, les surfaces internes rugueuses et un mauvais contrôle de l'épaisseur de paroi. Ces problèmes proviennent souvent d'un support insuffisant du noyau, d'une mauvaise évacuation, d'une pression métallique excessive, d'une résistance insuffisante du noyau, d'un accès de nettoyage difficile ou d'exigences de dessin peu claires.
L'acheteur doit identifier les passages internes, les zones de pression, les caractéristiques d'étanchéité, les canaux de refroidissement, les passages d'huile, les bossages de boulons et les références d'usinage. Si la géométrie interne doit être vérifiée, la demande de devis doit préciser si un sectionnement, un contrôle endoscopique, un test de pression, un test d'étanchéité, une radiographie, un examen par tomodensitométrie (CT) ou une autre preuve est requis.
Comment les noyaux de sable sont-ils retirés et inspectés ?
Le retrait du noyau doit être planifié avant la coulée. Une pièce coulée creuse a besoin d'ouvertures ou de chemins d'accès permettant de retirer le sable du noyau sans endommager la pièce. Les cavités borgnes profondes, les canaux étroits et les poches piégées peuvent rendre le nettoyage difficile.
L'inspection après le retrait du noyau peut inclure un contrôle visuel, des vérifications dimensionnelles, un contrôle par MMT (machine à mesurer tridimensionnelle), un contrôle endoscopique, des tests de pression, des tests d'étanchéité, un sectionnement, une radiographie ou un examen par CT. La preuve requise dépend si la caractéristique avec noyau est esthétique, fonctionnelle, sous pression ou liée à la sécurité.
Facteur de conception du noyau | Pourquoi c'est important | Risque de coulée à vérifier | Informations nécessaires dans la RFQ |
Support d'empreinte du noyau | Maintient le noyau en position lors de l'assemblage du moule et de la coulée | Déplacement du noyau, variation d'épaisseur de paroi, passages obstrués et erreur de surépaisseur d'usinage | Emplacements d'empreinte, schéma de référence, dessin de cavité interne et surépaisseur d'usinage |
Résistance du noyau | Permet au noyau de résister à la manipulation, à l'assemblage et à la pression du métal en fusion | Rupture du noyau, inclusions de sable, surfaces internes rugueuses et rebuts | Géométrie du noyau, alliage, température de coulée, sections de paroi et limites de manipulation |
Perméabilité et évacuation | Permet aux gaz du noyau et du moule de s'échapper lors de la coulée | Porosité gazeuse, soufflures, défauts de surface et défauts internes | Chemin d'évacuation, type de liant, revêtement du noyau, exigence de pression et méthode d'inspection |
Effondrabilité et retrait | Permet de retirer le sable du noyau après solidification | Sable piégé, canaux obstrués, dommages de nettoyage et défaillance fonctionnelle | Ouvertures de nettoyage, taille du passage intérieur, méthode de retrait et critères d'acceptation |
Accès pour inspection | Confirme que les caractéristiques internes répondent aux exigences fonctionnelles | Obstruction non détectée, fuite, erreur dimensionnelle et défauts cachés | Endoscopie, test d'étanchéité, test de pression, radiographie, CT, sectionnement ou exigences de rapport |
Que doivent fournir les acheteurs pour une demande de devis de moulage au sable avec noyau ?
Une demande de devis utile doit inclure le dessin 2D, le modèle 3D, la nuance d'alliage, la quantité, la géométrie des passages internes, les détails d'empreinte si disponibles, les exigences d'épaisseur de paroi, la surépaisseur d'usinage, les ouvertures de nettoyage, les exigences de pression ou d'étanchéité, l'état de surface, le traitement thermique et la méthode d'inspection.
Si une caractéristique avec noyau est critique, l'acheteur doit marquer la caractéristique interne comme fonctionnelle sur le dessin. Cela aide la fonderie à examiner la conception du noyau, l'assemblage du moule, l'accès pour le nettoyage, le plan d'usinage et la preuve d'inspection avant le devis.
FAQ connexes
Le service de moulage au sable personnalisé est-il rentable ?
Défauts dans les pièces moulées au sable : causes et prévention dans les fonderies métalliques
Moulage par gravité vs moulage au sable : comparaison de deux procédés de coulée de métal
Quelle est la différence entre le moulage au sable et le moulage à cire perdue ?
Quelles sont les normes de tolérance du moulage de précision ?
Existe-t-il des limitations ou des défis spécifiques associés au moulage à cire perdue ?
