Défauts de moulage au sable : causes et prévention dans les fonderies métalliques
Quels défauts de moulage au sable sont importants lors de l'examen des RFQ?
Le moulage au sable peut affecter les pièces métalliques personnalisées telles que les boîtiers, les bases, les cadres, les supports, les corps de pompe, les couvercles et les composants de machines. L'examen des défauts de moulage au sable doit relier la porosité gazeuse, le retrait, les inclusions, les soudures froides, les criques à chaud, le déplacement du noyau, la surépaisseur d'usinage et les preuves d'inspection aux exigences du dessin. Le problème pratique des RFQ est de décider quels défauts affectent la fonction, lesquels affectent l'apparence et lesquels nécessitent une inspection ou des modifications de processus avant la production.
Le risque de défaut dépend de la qualité du moule, des propriétés du sable, de la conception du noyau, de l'éventage, de la température de coulée, du système de coulée, de la conception des masselottes, du comportement de l'alliage, de la vitesse de refroidissement et de l'usinage après coulée. Les acheteurs doivent marquer les zones de pression, les faces d'étanchéité, les chemins de charge, les surfaces esthétiques, les références d'usinage et les passages internes afin que la fonderie puisse faire correspondre les contrôles de défauts à la fonction de la pièce.
Quelles sont les causes de la porosité gazeuse dans les moulages au sable?
La porosité gazeuse se présente sous forme de vides, de piqûres ou de cavités plus grandes liées au gaz dans un moulage au sable. Le défaut peut provenir d'un mauvais éventage du moule, d'une humidité excessive, de gaz provenant des liants du noyau, d'un écoulement turbulent du métal, d'air emprisonné ou d'une absorption de gaz liée à l'alliage.
La porosité gazeuse est importante lorsque le moulage nécessite une étanchéité à la pression, une résistance aux fuites, des faces d'étanchéité usinées ou des sections porteuses. Les RFQ doivent identifier les tests d'étanchéité, les tests de pression, le sectionnement, l'inspection aux rayons X, l'inspection CT ou les critères d'acceptation visuelle lorsque la porosité affecte la fonction de la pièce.

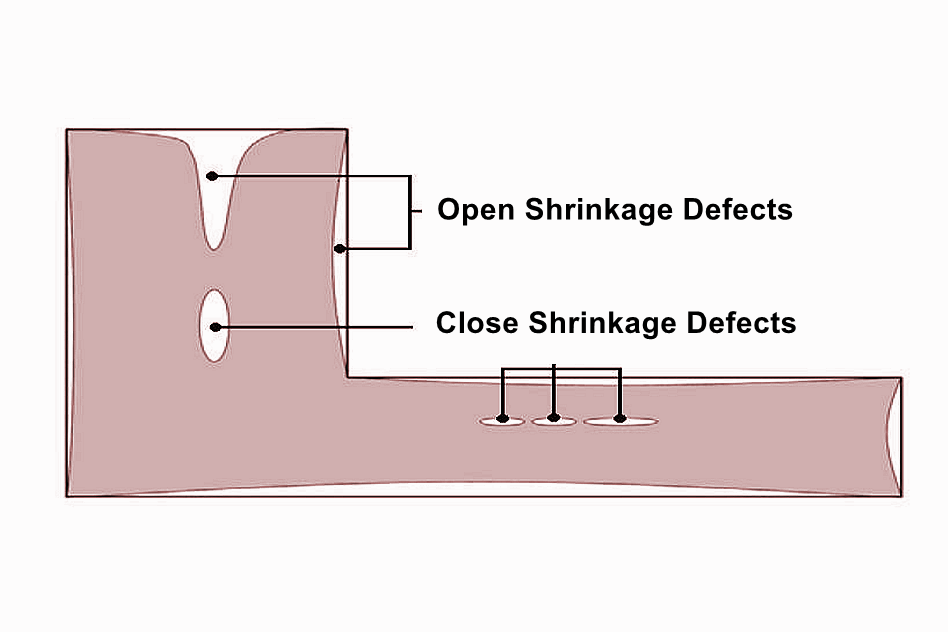
Quelles sont les causes des défauts de retrait dans les pièces moulées au sable?
Les défauts de retrait se forment lorsque le métal en fusion se contracte pendant la solidification et que le moulage ne reçoit pas assez de métal d'alimentation des masselottes ou des chemins d'alimentation locaux. Les sections épaisses, les changements brusques d'épaisseur, les bossages isolés, un mauvais placement des masselottes et un refroidissement inégal peuvent augmenter le risque de retrait.
Le contrôle du retrait nécessite généralement une revue de conception et de processus. Le moulage peut nécessiter un meilleur équilibre des parois, des modifications des masselottes, des refroidisseurs, des modifications du système de coulée, un ajustement de la surépaisseur d'usinage ou un plan de solidification révisé. Les acheteurs doivent identifier les sections critiques et les zones usinées où le retrait ne peut être accepté.
Pourquoi les inclusions de sable et les défauts de moule se produisent-ils?
Les inclusions de sable se produisent lorsque du sable meuble, des matériaux de moule cassés, des fragments de noyau, du laitier, des films d'oxyde ou des matériaux étrangers sont piégés dans le moulage. L'érosion du moule, les noyaux faibles, un mauvais revêtement, une coulée turbulente, des surfaces de moule endommagées et un nettoyage insuffisant peuvent contribuer aux défauts d'inclusion.
Les inclusions peuvent affecter les surfaces usinées, les faces d'étanchéité, l'apparence et la résistance. Si le moulage a des passages internes, l'acheteur doit définir l'accès pour le nettoyage et les exigences d'inspection. Une caractéristique de noyau en sable peut nécessiter une attention particulière à la résistance du noyau, à l'éventage et à l'effondrabilité.

Quelles sont les causes des soudures froides et des défauts de remplissage dans le moulage au sable?
Les soudures froides et les défauts de remplissage se produisent lorsque le métal en fusion ne remplit pas complètement le moule ou que deux fronts de métal se rencontrent sans fusionner complètement. Ces défauts peuvent apparaître près des parois minces, des longs chemins d'écoulement, des sections froides, des zones mal ventilées ou des géométries complexes.
Les contrôles possibles incluent la révision de la température de coulée, du système de coulée, de la taille des canaux, de l'éventage, de l'épaisseur de paroi, de la température du moule et du comportement d'écoulement de l'alliage. Les acheteurs doivent identifier les sections minces, les transitions brusques, les longues nervures et les limites esthétiques des lignes d'écoulement avant la soumission.
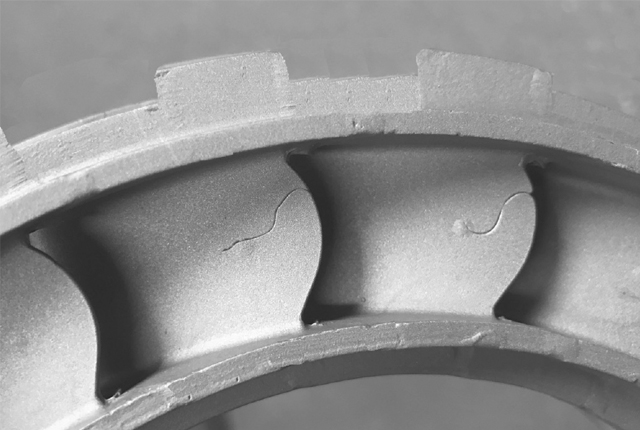
Quelles sont les causes des criques à chaud dans les moulages au sable?
La crique à chaud se produit lorsqu'un moulage se fissure pendant la solidification car le retrait est entravé par la géométrie du moule, l'emplacement du noyau, les transitions de paroi ou un refroidissement inégal. Le défaut est important lorsque la fissure intersecte un chemin de charge, une limite de pression, une surface usinée ou une caractéristique de montage.
Le risque de crique à chaud peut être réduit en révisant le rayon de raccordement, la transition de paroi, le comportement de l'alliage, la conception des masselottes, la contrainte du moule, l'équilibre de refroidissement et la conception du noyau. L'inspection peut inclure une inspection visuelle, un contrôle par ressuage, un sectionnement, une inspection aux rayons X ou une inspection CT lorsque le risque de fissure affecte les critères d'acceptation.

Quelles preuves d'inspection soutiennent le contrôle des défauts de moulage au sable?
Les preuves d'inspection doivent correspondre à la fonction du moulage. Un couvercle décoratif peut nécessiter une inspection visuelle et des contrôles dimensionnels. Un boîtier sous pression peut nécessiter un test d'étanchéité ou de pression. Un support structurel peut nécessiter un certificat de matériau, un essai de dureté, un rapport dimensionnel et une inspection des fissures selon les exigences de l'acheteur.
Les preuves courantes comprennent l'inspection de première pièce, le rapport dimensionnel, l'inspection CMM, le certificat de matériau, l'essai de dureté, l'enregistrement du traitement thermique, la norme d'inspection visuelle, le rapport de rugosité de surface, le test d'étanchéité, le test de pression, le contrôle par ressuage, l'inspection aux rayons X, l'inspection CT ou le sectionnement. L'acheteur doit définir les critères d'acceptation avant la production.
Défaut de moulage au sable | Cause probable | Risque pour la pièce à examiner | RFQ ou preuves d'inspection |
Porosité gazeuse | Mauvais éventage, humidité, gaz du noyau, remplissage turbulent ou absorption de gaz par l'alliage | Fuites, défaillance sous pression, vides sur les surfaces usinées et réduction de résistance | Test d'étanchéité, test de pression, rayons X, CT, sectionnement et critères d'acceptation de porosité |
Retrait | Alimentation insuffisante, mauvaise conception des masselottes, sections épaisses et refroidissement inégal | Sections faibles, cavités sur surfaces usinées et défauts dans les zones de pression | Examen de solidification, plan des masselottes, surépaisseur d'usinage, sectionnement, rayons X ou CT |
Inclusions de sable | Érosion du moule, rupture du noyau, sable meuble, laitier, film d'oxyde ou mauvais nettoyage | Défauts de surface, passages obstrués, problèmes d'étanchéité et rebuts d'usinage | Norme visuelle, accès pour nettoyage, endoscope, sectionnement et examen du matériau |
Soudure froide ou défaut de remplissage | Remplissage incomplet, mauvais écoulement, température effective basse, sections minces ou mauvais éventage | Joints faibles, géométrie incomplète, défauts esthétiques et interférence lors de l'assemblage | Examen des parois, examen du système de coulée, approbation d'échantillon, contrôle dimensionnel et norme visuelle |
Crique à chaud | Retrait entravé, transitions brusques, mauvais congés, comportement de l'alliage ou déséquilibre de refroidissement | Propagation de fissure, défaillance du chemin de charge, fuite sous pression et risque de rebut après usinage | Ressuage, inspection visuelle, sectionnement, rayons X, CT et critères d'acceptation des fissures |
Que doivent fournir les acheteurs pour réduire le risque de défauts de moulage au sable?
Un RFQ utile doit inclure le dessin 2D, le modèle 3D, le grade d'alliage, la quantité prévue, la taille du moulage, l'épaisseur de paroi, les noyaux internes, les dimensions critiques, la surépaisseur d'usinage, l'état de surface, le traitement thermique, les exigences d'étanchéité ou de pression, les zones esthétiques et la méthode d'inspection.
Le contrôle des défauts commence avant que le premier moule ne soit coulé. Des dessins clairs aident la fonderie à examiner la conception du moule, la conception du noyau, le système de coulée, les masselottes, l'éventage, l'usinage, la finition et les preuves d'inspection par rapport à l'utilisation réelle du moulage.
FAQ connexes
Le service de moulage au sable personnalisé est-il rentable?
Moulage par gravité vs moulage au sable : comparaison de deux procédés de coulée métallique
Quelle est la différence entre le moulage au sable et le moulage à la cire perdue?
Quelles sont les normes de tolérance du moulage de précision?
Existe-t-il des limitations ou des défis spécifiques associés au moulage à la cire perdue?
