Qu'est-ce que le service de pliage de tôle ?
Le service de pliage de tôle forme des ébauches de tôle découpées en pièces angulaires ou courbes par déformation contrôlée, généralement à l'aide d'une presse plieuse. Le processus est utilisé après la découpe laser, la découpe plasma, le poinçonnage ou le cisaillement pour fabriquer des supports, panneaux, boîtiers, couvercles, conduits, protecteurs, montures et composants en tôle formée. Le problème pratique de la demande de devis (RFQ) est de définir le grade du matériau, l'épaisseur de la tôle, le rayon de courbure, l'angle de pliage, la direction du pli, la tolérance, la distance trou-pli et les opérations en aval avant le devis.
Que fait le service de pliage de tôle ?
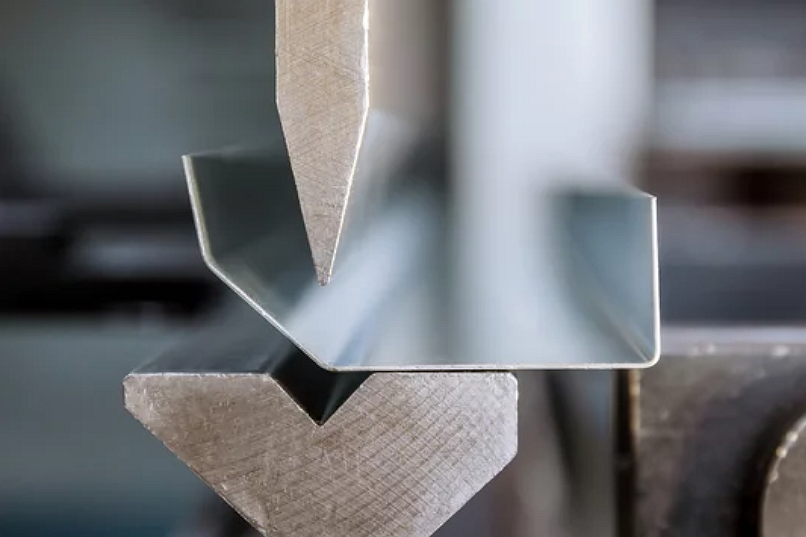
Le pliage de tôle transforme une ébauche métallique plate en une forme 3D contrôlée sans enlever de matière de la ligne de pliage. Un poinçon et une matrice, un outil de pliage, une cintreuse à rouleaux ou un gabarit de formage applique une force pour que le métal cède et conserve l'angle ou le rayon requis.
La valeur pour l'acheteur est qu'une seule ébauche plate peut devenir un support fonctionnel, une paroi de boîtier, un châssis, une section de conduit, un couvercle, un support ou une plaque de montage. Le pliage peut réduire les joints soudés et les pièces assemblées, mais la précision finale dépend du comportement du matériau, du choix de l'outillage, du réglage de la machine et de la méthode d'inspection.
Quelles sont les méthodes courantes de pliage de tôle ?
Le pliage sur presse plieuse est la méthode la plus courante pour les pièces en tôle sur mesure car elle prend en charge de nombreux angles, brides, languettes et formes de type boîtier. Le pliage par plieuse est souvent envisagé pour les panneaux, couvercles et longues brides où le marquage de surface et la manipulation des pièces sont importants. Le cintrage par rouleaux est utilisé pour les courbes de grand rayon, les cylindres et les panneaux courbes.
Méthode de pliage | Meilleure adaptation | Détails à définir dans la RFQ |
|---|---|---|
Pliage sur presse plieuse | Supports, brides, boîtiers, panneaux et pièces en tôle formée. | Angle de pliage, rayon intérieur, épaisseur du matériau, accès à l'outillage et tolérance. |
Pliage par plieuse | Longs panneaux, couvercles, boîtes et surfaces de tôle visibles. | Longueur de la bride, côté esthétique, condition du bord et séquence de pliage. |
Cintrage par rouleaux | Courbes de grand rayon, sections cylindriques, protecteurs et panneaux architecturaux. | Rayon, longueur d'arc, retour élastique du matériau et exigence de finition de surface. |
Formage secondaire | Bossages, décalages, persiennes, nervures et caractéristiques locales. | Emplacement de la caractéristique, faisabilité de l'outillage et risque de déformation de la pièce. |
Quels matériaux sont couramment utilisés pour le pliage de tôle ?
L'acier au carbone, l'acier inoxydable, l'aluminium, l'acier galvanisé, le cuivre et le laiton sont des matériaux courants pour le pliage de tôle. Chaque matériau a une ductilité, un retour élastique, un risque de fissuration, un risque de marquage de surface et une exigence de corrosion ou de finition différents.
L'acier inoxydable nécessite souvent une attention particulière au retour élastique et à la protection de surface. L'aluminium peut être léger et formable, mais l'alliage et la trempe affectent le risque de fissuration. L'acier au carbone est largement utilisé pour les supports, les boîtiers et les panneaux structurels. L'acier galvanisé nécessite un examen des dommages au revêtement le long du pli. Le cuivre et le laiton peuvent être choisis pour la conductivité ou l'apparence décorative, mais doivent être examinés pour la finition de surface et les marques de pliage.
Comment le rayon de courbure et l'épaisseur de la tôle affectent-ils la demande de devis (RFQ) ?
Le rayon de courbure et l'épaisseur de la tôle affectent la fissuration, le retour élastique, le rayon intérieur, les dimensions extérieures et le choix de l'outillage. Un pli serré sur un matériau épais ou moins ductile peut créer des fissures ou un amincissement excessif. Un rayon intérieur plus grand peut être plus sûr pour le matériau mais peut modifier l'ajustement de la pièce et l'emplacement de la bride.
Les acheteurs ne doivent pas supposer qu'un seul rayon de courbure minimum s'applique à tous les matériaux. La RFQ doit indiquer le grade du matériau, l'épaisseur, la direction du grain si pertinent, le rayon de courbure intérieur, l'angle de pliage et si les dimensions sont mesurées à l'intérieur, à l'extérieur ou à la position neutre. Ces informations aident le fournisseur à examiner le patron plat et la taille de la pièce formée.
Quelles tolérances et détails d'inspection sont importants pour les pièces en tôle pliée ?
Les pièces en tôle pliée nécessitent un examen des tolérances pour l'angle de pliage, la longueur de la bride, la position des trous après pliage, la hauteur totale, la planéité et l'ajustement d'assemblage. Une ébauche plate découpée au laser peut respecter ses dimensions de profil, mais le pliage peut déplacer les emplacements des trous, modifier la position de la bride et introduire une variation angulaire.
Élément d'inspection | Pourquoi c'est important | Note pour la RFQ de l'acheteur |
|---|---|---|
Angle de pliage | Contrôle l'ajustement, la fermeture du boîtier et l'alignement du support. | Définir la tolérance d'angle et si des calibres fonctionnels sont nécessaires. |
Longueur de bride | Affecte le montage, le chevauchement et le dégagement du matériel. | Indiquer les dimensions critiques de la bride et les références de datum. |
Distance trou-pli | Les trous trop près des plis peuvent se déformer ou se déplacer après formage. | Marquer les trous fonctionnels et permettre une revue de conception pour la fabrication (DFM). |
Planéité | Les grands panneaux peuvent se déformer lors de la découpe, du pliage ou du soudage. | Définir la planéité uniquement là où elle affecte l'assemblage ou l'étanchéité. |
État de surface | Les marques d'outil ou les dommages au revêtement peuvent affecter les pièces visibles. | Identifier le côté esthétique et l'exigence de finition. |
Quelles opérations secondaires sont souvent combinées avec le pliage de métal ?
Le pliage de métal est couramment combiné avec la découpe laser, la découpe plasma, le poinçonnage, le taraudage, le fraisage, le soudage, le rivetage, le meulage, le brossage, le revêtement par poudre, l'anodisation, la galvanoplastie, la passivation et l'assemblage. Ces étapes doivent être examinées ensemble car un pli peut affecter l'accès aux trous, la séquence de soudage, la couverture du revêtement et l'inspection finale.
Si la pièce est un boîtier, la RFQ doit définir l'ajustement du couvercle, les emplacements des languettes, la méthode de fixation, les exigences de charnière ou d'insert, et le côté de finition. Si la pièce est un support structurel, la RFQ doit définir la direction de la charge, les trous critiques, le rayon de courbure et si des soudures ou des datums usinés sont nécessaires après pliage.
Quels risques de conception les acheteurs doivent-ils vérifier avant de commander des pièces pliées ?
Les principaux risques de conception sont le retour élastique, la fissuration, une longueur de bride insuffisante, des trous trop près des lignes de pliage, l'interférence entre les plis, les limites d'accès à l'outillage et les marques esthétiques. Ces risques peuvent être réduits lorsque le fournisseur examine le patron plat, la séquence de pliage, la direction du matériau et les dimensions critiques avant la production.
Les acheteurs doivent envoyer un DXF plat et un dessin de pièce formée dimensionné lorsque cela est possible. Un modèle 3D aide à communiquer la forme finale, mais le dessin 2D doit toujours définir les lignes de pliage, les angles, les rayons, le matériau, l'épaisseur et les exigences d'inspection.
Que doivent envoyer les acheteurs pour une demande de devis (RFQ) de pliage de tôle ?
Les acheteurs doivent envoyer le fichier CAO, le patron plat si disponible, le dessin de la pièce formée, le grade du matériau, l'épaisseur, le rayon de courbure, l'angle de pliage, la direction du grain si pertinent, le côté esthétique, la quantité, les notes de tolérance, les opérations en aval et l'exigence d'inspection. Pour une production répétée, les acheteurs doivent également identifier les dimensions critiques qui doivent rester cohérentes d'un lot à l'autre.
Une RFQ de pliage de tôle claire permet au fournisseur de choisir la méthode de pliage, l'outillage, la séquence de pliage et l'approche d'inspection appropriés. Cela réduit le risque d'essais et erreurs et aide à deviser l'itinéraire complet, de la découpe au formage, à la finition et à l'assemblage.
FAQ connexes
