Quels matériaux sont utilisés dans le moulage par injection céramique ?
Quels matériaux sont utilisés dans le moulage par injection céramique ?
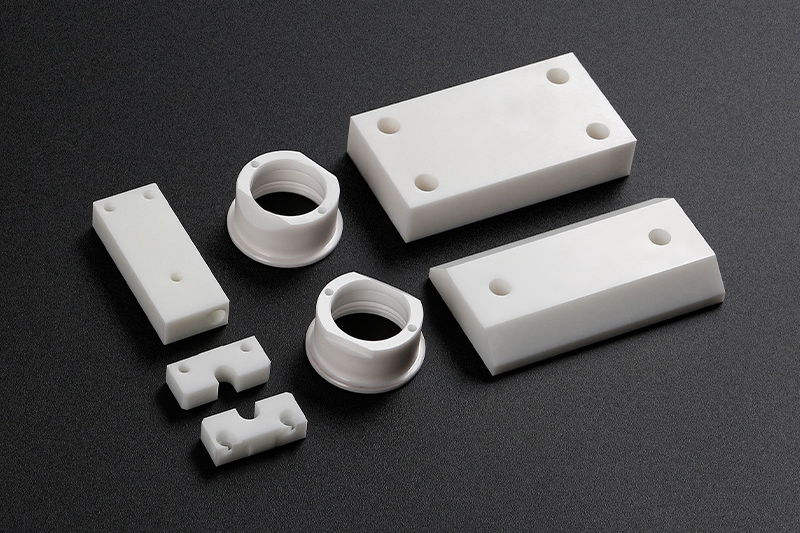
Le moulage par injection céramique peut utiliser des poudres céramiques telles que l'alumine, la zircone, les composites alumine-zircone, le carbure de silicium, le nitrure de silicium et d'autres matériaux céramiques avancés lorsque la poudre, le liant, la moulabilité, la voie de déliantage, le comportement au frittage et la géométrie de la pièce sont appropriés. Le problème pratique des RFQ consiste à faire correspondre le matériau céramique à la fonction de la pièce moulée, au comportement de retrait, à la marge d'usinage, à la méthode d'inspection et à l'étape de production.
La sélection des matériaux CIM doit partir des exigences d'application, et non d'une simple liste de matériaux. Un isolant céramique, une pièce de vanne de pompe, un composant optique, un guide d'usure, une pièce de capteur ou un composant de gestion thermique peuvent nécessiter une dureté, une ténacité, une isolation électrique, un comportement thermique, un état de surface, une planéité ou une résistance chimique différents. Les acheteurs doivent définir l'environnement d'utilisation et les critères d'acceptation avant l'examen de l'outillage et du frittage.
Quand l'alumine est-elle utilisée dans les pièces CIM ?
Le moulage par injection céramique d'alumine est souvent examiné pour l'isolation électrique, la résistance à l'usure, la résistance chimique, l'exposition à la température et les surfaces céramiques stables. L'alumine peut être envisagée pour les isolateurs, les manchons, les composants de pompe ou de vanne, les pièces liées aux capteurs, les composants liés à l'éclairage et les petites pièces céramiques structurelles où le dessin correspond à la voie CIM.
Le choix du matériau alumine doit être examiné conjointement avec la pureté, la taille des particules de poudre, le retrait au frittage, la rugosité de surface, la planéité et les besoins de rectification après frittage. Si la pièce présente des surfaces polies, des faces d'étanchéité, de petits trous, des arêtes vives ou des sections minces, le RFQ doit définir clairement ces caractéristiques afin que le plan d'outillage et de frittage puisse tenir compte de la fragilité de la céramique et de la marge d'usinage.
Quand la zircone est-elle utilisée dans les pièces CIM ?
Le moulage par injection céramique de zircone peut être examiné lorsque la pièce nécessite une ténacité supérieure à celle de nombreuses autres céramiques, un état de surface fin, un comportement à l'usure, un aspect esthétique céramique ou une géométrie moulée précise. La zircone est souvent envisagée pour les petites pièces d'usure, les composants céramiques esthétiques, les guides de précision, les composants de dispositifs médicaux soumis à validation par l'acheteur et les composants nécessitant une surface céramique dense et lisse.
La zircone nécessite encore un examen attentif du retrait, de la stabilité de phase, de l'état des arêtes, de la marge de rectification et de l'inspection finale. L'acheteur doit définir si la surface est esthétique, glissante, d'étanchéité, optique ou liée à l'assemblage. Une surface esthétique en zircone et une surface fonctionnelle d'étanchéité en zircone peuvent nécessiter des méthodes de finition et d'inspection différentes.
Quand le carbure de silicium et le nitrure de silicium sont-ils examinés ?
Le carbure de silicium peut être examiné pour les pièces céramiques nécessitant une résistance à l'usure, un comportement thermique, une résistance aux produits chimiques ou une voie céramique structurelle dure. Le nitrure de silicium peut être examiné pour des conditions mécaniques ou thermiques exigeantes lorsque la géométrie de la pièce, la poudre d'alimentation, le processus de frittage et les spécifications de l'acheteur correspondent au processus CIM.
Ces matériaux peuvent être plus exigeants à traiter et à finir que ne le suggèrent les noms de matériaux céramiques de base. Les acheteurs doivent confirmer la température de service, le milieu de contact, les conditions de charge, la rugosité de surface, la planéité et la méthode d'inspection. Pour les applications à haute température, à usure, de gestion thermique ou réglementées, la validation finale reste de la responsabilité de l'acheteur.
Comment les matériaux CIM affectent-ils le retrait et le contrôle dimensionnel ?
Les matériaux CIM affectent le retrait car chaque système poudre-liant répond différemment lors du moulage, du déliantage et du frittage. La morphologie de la poudre, la distribution granulométrique, l'élimination du liant, la densité crue, l'atmosphère de frittage, le profil thermique, l'épaisseur de paroi et la méthode de support peuvent tous affecter les dimensions finales. Un matériau avec de bonnes propriétés fonctionnelles peut encore être difficile si la géométrie crée des risques de déformation, d'écaillage ou de planéité.
Le RFQ doit identifier les dimensions critiques, les surfaces de référence, les trous, les rainures, les parois minces, les faces planes, les surfaces polies et tout état de bord nécessitant un contrôle spécial. Certaines dimensions peuvent être acceptables après frittage après examen du processus. D'autres faces peuvent nécessiter une rectification diamantée, un rodage, un polissage ou une inspection optique après frittage.
Comment l'état de surface et l'inspection affectent-ils le choix du matériau CIM ?
L'état de surface et l'inspection peuvent modifier le matériau CIM préféré et le processus. L'alumine, la zircone, le carbure de silicium et le nitrure de silicium ne réagissent pas exactement de la même manière à la rectification, au polissage, au glaçage ou au rodage. Une surface nécessitant une faible rugosité, une planéité serrée, une clarté optique, une performance d'étanchéité ou un contrôle de l'usure doit être définie avant la finalisation du devis.
L'inspection peut inclure un rapport dimensionnel, une inspection CMM, une mesure optique, un rapport de rugosité de surface, un rapport de planéité, une inspection visuelle, un examen de l'état des bords ou des tests spécifiques à l'application définis par l'acheteur. Si la pièce céramique est utilisée dans un assemblage médical, aérospatial, optique, énergétique ou autre assemblage réglementé ou critique pour la performance, l'acheteur doit fournir les critères d'acceptation et les exigences de validation avant l'approbation de la production.
Matériau CIM | Raison typique d'examen | Risque de fabrication à vérifier | Informations RFQ nécessaires |
Alumine | Isolation électrique, résistance à l'usure, exposition chimique et surfaces céramiques stables | Retrait au frittage, planéité, faces polies, état des bords et marge de rectification | Pureté, environnement d'utilisation, dimensions critiques, rugosité de surface et méthode d'inspection |
Zircone | Pièces céramiques plus résistantes, surfaces lisses, caractéristiques d'usure et composants céramiques esthétiques | Stabilité de phase, état de surface, écaillage des bords et contrôle dimensionnel après frittage | Nuance, exigence de couleur ou d'apparence, surfaces fonctionnelles et norme de finition |
Carbure de silicium | Usure, exposition chimique, comportement thermique et exigences structurelles céramiques dures | Transformabilité de la charge, difficulté de finition, fragilité et contrôle du frittage | Milieu de service, exposition à la température, rugosité, planéité et critères d'acceptation |
Nitrure de silicium | Demandes mécaniques ou thermiques où la géométrie et la voie poudre correspondent au CIM | Voie de frittage, marge de rectification, état des bords et répétabilité de l'inspection | Condition de charge, exposition thermique, faces critiques, méthode d'essai et plan de validation |
Que doivent fournir les acheteurs pour un RFQ de matériau CIM ?
Un RFQ de matériau CIM doit inclure le dessin 2D, le modèle 3D, le matériau céramique cible ou l'exigence de performance, la quantité prévue, le stade prototype ou production, la rugosité de surface, la planéité, l'épaisseur de paroi, les dimensions critiques, les exigences de bord, l'environnement de fonctionnement et le package d'inspection. Si le matériau n'est pas fixé, l'acheteur doit décrire le besoin fonctionnel tel que l'isolation, la résistance à l'usure, l'exposition à la température, le contact chimique, le comportement optique ou le support structurel.
Ces informations aident le fabricant à comparer l'alumine, la zircone, le carbure de silicium, le nitrure de silicium, les matériaux céramiques composites et les procédés alternatifs tels que l'usinage ou le moulage par compression. Cela aide également à séparer les caractéristiques moulées des surfaces rectifiées, polies ou inspectées avant le démarrage de l'outillage.
FAQ connexes
