Herstellung von Mini-Gehäusen für Gegensprechanlagen aus der Aluminiumlegierung 383 mittels Druckgus...
In der schnelllebigen Telekommunikationsbranche sind langlebige und präzise gefertigte Komponenten von größter Bedeutung. Eine kritische Komponente ist das Mini-Gehäuse für Gegensprechanlagen, das Stärke, Präzision und eine hochwertige Oberflächenveredelung erfordert. Dieser Blogbeitrag beleuchtet den Herstellungsprozess von Mini-Gehäusen für Gegensprechanlagen aus der Aluminiumlegierung 383 und stellt die Technologien und Techniken vor, die eingesetzt werden, um diese Anforderungen zu erfüllen.
Die Aluminiumlegierung 383 zeichnet sich durch ihre hervorragende Korrosionsbeständigkeit, gute mechanische Eigenschaften und Eignung für den Dünnwandguss aus, was sie zu einem idealen Material für Gehäuse von Gegensprechanlagen macht. Dieser Blogbeitrag wird den umfassenden Herstellungsprozess untersuchen, einschließlich Aluminium-Druckguss, CNC-Bearbeitung, Gewindefertigung, Polieren und Physical Vapor Deposition (PVD)-Beschichtung.
Durch diese detaillierte Betrachtung möchten wir Einblicke in die Herausforderungen und Lösungen bei der Herstellung hochwertiger Mini-Gehäuse für Gegensprechanlagen geben und sicherstellen, dass sie den strengen Standards der Telekommunikationsbranche entsprechen.

Verständnis der Aluminiumlegierung 383
Eigenschaften der Aluminiumlegierung 383
Die Aluminiumlegierung 383 ist ein weit verbreitetes Material in der Druckgussindustrie, bekannt für ihre hervorragende Balance an Eigenschaften. Hier sind einige Schlüsselmerkmale, die sie für Mini-Gehäuse von Gegensprechanlagen geeignet machen:
Hohe Korrosionsbeständigkeit: Die Aluminiumlegierung 383 zeigt eine starke Beständigkeit gegen Korrosion, was sie ideal für Umgebungen macht, in denen das Gehäuse Feuchtigkeit oder anderen korrosiven Elementen ausgesetzt sein kann.
Gute mechanische Eigenschaften: Diese Legierung bietet Festigkeit und Flexibilität, die für die Aufrechterhaltung der strukturellen Integrität dünnwandiger Komponenten unerlässlich sind.
Ausgezeichnete Gießbarkeit: Die Fließfähigkeit und das geringe Schwindungsverhalten der Legierung machen sie besonders gut geeignet für Druckgussverfahren, wodurch die Herstellung komplexer Formen und feiner Details ermöglicht wird.
Eignung für den Dünnwandguss: Eines der herausragenden Merkmale der Aluminiumlegierung 383 ist ihre Fähigkeit, in dünnwandige Abschnitte gegossen zu werden, ohne dabei an Festigkeit oder Haltbarkeit einzubüßen, was für Mini-Gehäuse von Gegensprechanlagen entscheidend ist.
Vergleich mit anderen Aluminiumlegierungen
Bei der Auswahl eines Materials für den Druckguss von Mini-Gehäusen für Gegensprechanlagen ist es wichtig zu berücksichtigen, wie sich die Aluminiumlegierung 383 gegenüber anderen häufig verwendeten Aluminiumlegierungen verhält:
Im Vergleich zur Aluminiumlegierung 380: Obwohl 380 in vielerlei Hinsicht ähnlich ist, bietet die Aluminiumlegierung 383 eine etwas bessere Korrosionsbeständigkeit und verbesserte Formfüllungseigenschaften, was sie für dünnwandige und komplexe Designs vorziehenswert macht.
Im Vergleich zur Aluminiumlegierung 360: 360 bietet eine hervorragende Druckdichtheit und wird für hochfeste Komponenten verwendet. Allerdings wird 383 oft aufgrund ihrer überlegenen Gießeigenschaften und der einfachen Verarbeitung bei der Herstellung komplexer Formen bevorzugt.
Anwendung im Mini-Gehäuse für Gegensprechanlagen
Der Einsatz der Aluminiumlegierung 383 in Mini-Gehäusen für Gegensprechanlagen nutzt diese Eigenschaften, um ein leichtes und robustes Produkt zu liefern. Die hohe Korrosionsbeständigkeit der Legierung gewährleistet langfristige Haltbarkeit. Gleichzeitig ermöglicht ihre ausgezeichnete Gießbarkeit die Herstellung von Gehäusen mit präzisen Abmessungen und komplexen Designs.
In der Telekommunikation, wo von Komponenten erwartet wird, dass sie unter verschiedenen Umweltbedingungen zuverlässig funktionieren, bietet die Aluminiumlegierung 383 eine zuverlässige Lösung. Ihre Eignung für den Dünnwandguss macht sie besonders vorteilhaft für Mini-Gehäuse von Gegensprechanlagen, bei denen Kompaktheit und Effizienz entscheidend sind.
Zusammenfassend kombiniert die Aluminiumlegierung 383 Korrosionsbeständigkeit, mechanische Festigkeit und Gießbarkeit und ist daher gut geeignet für die anspruchsvollen Anforderungen der Telekommunikationsbranche an Mini-Gehäuse für Gegensprechanlagen.
Überblick über den Herstellungsprozess
Beschreibung des gesamten Herstellungsprozesses
Die Herstellung von Mini-Gehäusen für Gegensprechanlagen aus der Aluminiumlegierung 383 umfasst komplizierte Schritte, die jeweils entscheidend dafür sind, dass das Endprodukt den höchsten Qualitäts- und Leistungsstandards entspricht. Der Prozess integriert mehrere fortschrittliche Fertigungstechnologien: Aluminium-Druckguss, CNC-Bearbeitung, Gewindefertigung, Polieren und Physical Vapor Deposition (PVD)-Beschichtung.
Aluminium-Druckguss: Dieser Prozess beginnt mit der Erstellung präziser Formen für das Gehäuse der Gegensprechanlage. Geschmolzene Aluminiumlegierung 383 wird unter hohem Druck in diese Formen eingespritzt, wodurch die Grundform des Gehäuses mit dünnen Wänden und komplexen Details entsteht.
CNC-Bearbeitung: Die CNC-Bearbeitung erzielt nach dem Guss hochpräzise Montageflächen und exakte Abmessungen. Dieser Schritt stellt sicher, dass alle Gehäusekomponenten nahtlos zusammenpassen und korrekt funktionieren.
Gewindefertigung: Anschließend werden die Gehäuse mit Gewinden versehen, um die notwendigen Merkmale für die Montage bereitzustellen. Eine genaue Gewindefertigung ist entscheidend, um die Haltbarkeit und Funktionalität des Endprodukts zu gewährleisten.
Polieren: Zur Vorbereitung der Oberfläche für die Veredelung werden die Gehäuse poliert. Dieser Schritt glättet die Oberflächen und entfernt etwaige Unvollkommenheiten, die die Qualität der PVD-Beschichtung beeinträchtigen könnten.
PVD-Beschichtung: Abschließend wird eine PVD-Beschichtung (Physical Vapor Deposition) aufgetragen. Dieser fortschrittliche Veredelungsprozess verbessert die Haltbarkeit, das Erscheinungsbild und die Verschleiß- und Korrosionsbeständigkeit des Gehäuses.
Bedeutung jedes Schritts für die Erreichung der finalen Produktqualität
Jede Phase im Herstellungsprozess spielt eine wichtige Rolle bei der Erreichung der gewünschten Qualität und Leistung des Mini-Gehäuses für Gegensprechanlagen.
Druckguss: Gewährleistet die strukturelle Integrität und Maßgenauigkeit des Gehäuses. Ein angemessenes Formdesign und geeignete Gusstechniken sind unerlässlich, um dünnwandige Komponenten ohne Defekte herzustellen.
CNC-Bearbeitung: Bietet die hohe Präzision, die für kritische Montageflächen erforderlich ist. Eine genaue Bearbeitung stellt sicher, dass alle Teile perfekt passen und die Funktionalität und Zuverlässigkeit der Gegensprechanlage erhalten bleiben.
Gewindefertigung: Fügt mit hoher Präzision notwendige Montagemerkmale hinzu und gewährleistet robuste und sichere Verbindungen. Schlechte Gewinde können zu Montageproblemen und Funktionsausfällen führen.
Polieren: Bereitet die Oberfläche für die PVD-Beschichtung vor, indem Unvollkommenheiten beseitigt werden, die die Haftung und das Aussehen der Beschichtung beeinträchtigen könnten. Eine glatte Oberfläche ist entscheidend für eine hochwertige Veredelung.
PVD-Beschichtung: Verbessert die Oberflächeneigenschaften des Gehäuses und bietet hervorragende Verschleißfestigkeit, Härte und ästhetische Attraktivität. Dieser letzte Schritt stellt sicher, dass das Gehäuse gut funktioniert und professionell sowie langlebig aussieht.
Integrierter Ansatz für optimale Ergebnisse
Die Integration dieser Technologien in einen nahtlosen Fertigungsworkflow ist entscheidend für die Herstellung hochwertiger Mini-Gehäuse für Gegensprechanlagen. Jeder Prozessschritt ergänzt die anderen und führt zu einem Endprodukt, das den strengen Anforderungen der Telekommunikationsbranche gerecht wird.
Synergie der Prozesse: Die Kombination aus Druckguss, CNC-Bearbeitung, Gewindefertigung, Polieren und PVD-Beschichtung stellt sicher, dass jedes Gehäuse sowohl funktional robust als auch ästhetisch ansprechend ist.
Qualitätskontrolle: Während der Fertigung werden strenge Qualitätskontrollmaßnahmen implementiert, um Abweichungen zu erkennen und zu korrigieren, wodurch eine konsistente Produktqualität und -leistung sichergestellt wird.
Druckgussprozess
Detaillierte Erklärung des Druckgussprozesses für die Aluminiumlegierung 383
Druckguss ist ein Fertigungsverfahren, bei dem geschmolzenes Metall unter hohem Druck in einen Formhohlraum gepresst wird. Für die Aluminiumlegierung 383 ist dieser Prozess besonders vorteilhaft aufgrund ihrer hervorragenden Gießbarkeit und der Fähigkeit, komplexe und dünnwandige Komponenten herzustellen.
Überlegungen zum Formdesign für dünne Wände: Das Formdesign ist entscheidend, wenn es um dünnwandige Komponenten geht. Um Schwachstellen zu vermeiden und eine gleichmäßige Kühlung sicherzustellen, muss die Form für Mini-Gehäuse von Gegensprechanlagen eine einheitliche Wandstärke berücksichtigen. Oft wird fortschrittliche Simulationssoftware verwendet, um das Formdesign zu optimieren und potenzielle Probleme vor Produktionsbeginn vorherzusagen.
Einspritzprozess: Geschmolzene Aluminiumlegierung 383 wird unter hohem Druck in die Form eingespritzt, was hilft, die komplexen Details und dünnen Abschnitte des Gehäuses zu füllen. Die Aufrechterhaltung einer konstanten Temperatur und eines konstanten Drucks ist unerlässlich, um Defekte wie Porosität oder unvollständige Füllung zu vermeiden.
Kühlung und Erstarrung: Sobald die geschmolzene Legierung die Form gefüllt hat, muss sie abkühlen und erstarren. Die Abkühlrate muss kontrolliert werden, um innere Spannungen zu vermeiden und die strukturelle Integrität des Gehäuses zu gewährleisten. Geeignete Kühlkanäle innerhalb der Form helfen, eine gleichmäßige Erstarrung zu erreichen.
Herausforderungen beim Dünnwand-Druckguss
Die Herstellung dünnwandiger Druckgusskomponenten stellt mehrere Herausforderungen dar, die angegangen werden müssen, um hochwertige Ergebnisse zu erzielen.
Steuerung von Fluss- und Abkühlraten: Dünne Wände können zu schnell abkühlen, was zu unvollständiger Füllung oder Defekten führt. Um dies zu bewältigen, ist eine präzise Kontrolle über die Flussrate des geschmolzenen Metalls und die Abkühlrate erforderlich. Fortgeschrittene Druckgussmaschinen, die mit Echtzeit-Überwachungs- und Steuerungssystemen ausgestattet sind, werden verwendet, um optimale Bedingungen aufrechtzuerhalten.
Gewährleistung der strukturellen Integrität und Vermeidung von Defekten: Dünne Wände sind anfälliger für Defekte wie Porosität, Verzug und Rissbildung. Der Legierungszusammensetzung, dem Formdesign und den Gussparametern wird sorgfältige Aufmerksamkeit geschenkt, um diesen Problemen entgegenzuwirken. Vakuumdruckguss kann ebenfalls eingesetzt werden, um Lufteinschlüsse und Porosität zu minimieren.
Maßnahmen zur Qualitätskontrolle
Die Aufrechterhaltung hoher Qualität beim Druckguss erfordert rigorose Inspektionen und Tests in verschiedenen Produktionsphasen.
Röntgenprüfung: Diese zerstörungsfreie Prüfmethode erkennt interne Defekte wie Porosität oder Risse innerhalb der dünnwandigen Abschnitte des Gehäuses.
Maßprüfungen: Präzisionsmesswerkzeuge wie Koordinatenmessgeräte (KMG) stellen sicher, dass die Gussteile den spezifizierten Abmessungen und Toleranzen entsprechen.
Mechanische Prüfung: Proben aus der Gusscharge werden mechanischen Tests unterzogen, um ihre Festigkeit, Härte und andere relevante Eigenschaften zu verifizieren.
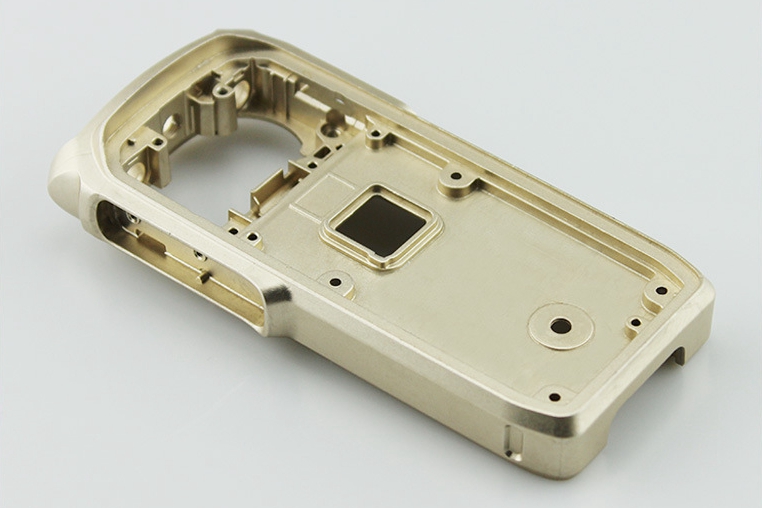
Beispiel für erfolgreichen Dünnwand-Druckguss
Ein reales Beispiel demonstriert den Erfolg des Dünnwand-Druckgusses unter Verwendung der Aluminiumlegierung 383 für Mini-Gehäuse von Gegensprechanlagen. In einem kürzlich abgeschlossenen Projekt erforderte das Gehäusedesign Wände mit einer Dicke von nur 1,5 mm, wobei gleichzeitig die strukturelle Integrität und Präzision gewahrt bleiben mussten.
Optimiertes Formdesign: Das Formdesign wurde mithilfe fortschrittlicher Simulationssoftware optimiert, um einen gleichmäßigen Fluss und eine gleichmäßige Kühlung zu gewährleisten und so die Wahrscheinlichkeit von Defekten zu verringern.
Kontrollierte Gussparameter: Die Druckgussmaschine wurde mit präzisen Parametern für Temperatur, Druck und Abkühlrate programmiert. Dies stellte sicher, dass jedes Gehäuse gemäß den erforderlichen Spezifikationen hergestellt wurde.
Inspektion nach dem Guss: Rigorose Qualitätskontrollmaßnahmen, einschließlich Röntgenprüfung und Maßprüfungen, bestätigten, dass die Gehäuse die hohen Standards für Telekommunikationsanwendungen erfüllten.
Gewindefertigung und Montagevorbereitung
Techniken zur Gewindefertigung von aluminiumdruckgegossenen Teilen
Die Gewindefertigung ist ein entscheidender Schritt bei der Vorbereitung von Mini-Gehäusen für Gegensprechanlagen für die Montage. Sie beinhaltet das Erstellen von Innen- oder Außengewinden auf den druckgegossenen Aluminiumteilen, um sichere Verbindungen mit anderen Komponenten zu ermöglichen. Angesichts der mechanischen Eigenschaften der Aluminiumlegierung 383 müssen spezifische Techniken angewendet werden, um hochwertige Gewinde zu gewährleisten.
Gewindebohren: Gewindebohren wird häufig für Innengewinde verwendet. Schnellarbeitsstahl (HSS) oder Hartmetall-Gewindebohrer werden aufgrund ihrer Haltbarkeit und ihrer Fähigkeit, scharfe Schneidkanten beizubehalten, ausgewählt. Der Prozess wird sorgfältig gesteuert, um Probleme wie Gewindefressen oder Einreißen zu vermeiden, die die Integrität der Gewinde beeinträchtigen könnten.
Gewindefräsen: Als Alternative zum Gewindebohren bietet das Gewindefräsen eine größere Kontrolle und Flexibilität. Unter Verwendung von CNC-Maschinen erstellen Gewindefräswerkzeuge Gewinde durch helikale Interpolation und produzieren präzise und konsistente Gewinde mit einem geringeren Risiko von Spanansammlungen.
Gewinderollen: Für bestimmte Anwendungen kann das Gewinderollen (oder Rollformen) verwendet werden, um Gewinde ohne spanabhebendes Verfahren zu erzeugen. Diese Methode verdrängt Material, um die Gewinde zu formen, und erzeugt robustere, verschleißfestere Gewinde. Es erfordert jedoch, dass das Material über ausreichende Flexibilität verfügt.
Gewährleistung der Gewindeintegrität und -haltbarkeit
Gewindeintegrität und -haltbarkeit sind für die zuverlässige Montage und langfristige Leistung von Mini-Gehäusen für Gegensprechanlagen unerlässlich. Es werden mehrere Praktiken implementiert, um hochwertige Gewinde zu gewährleisten.
Schmierung: Geeignete Schmiermittel reduzieren Reibung und Hitze während der Gewindefertigung, verhindern Werkzeugverschleiß und Materialschäden. Dies hilft, glattere und sauberere Gewinde zu erzielen.
Qualitätskontrolle: Gewindelehren und optische Inspektionssysteme werden verwendet, um die Genauigkeit und Konsistenz der Gewinde zu überprüfen. Jede Abweichung von den spezifizierten Abmessungen wird sofort behoben, um die Qualität aufrechtzuerhalten.
Wärmebehandlung: In einigen Fällen kann nach der Gewindefertigung eine Wärmebehandlung angewendet werden, um die mechanischen Eigenschaften der Gewinde zu verbessern und sie widerstandsfähiger gegen Verschleiß und Verformung zu machen.
Bedeutung der Präzision bei gewindeten Komponenten für Montage und Funktionalität
Präzisionsgewinde stellen sicher, dass das montierte Gehäuse der Gegensprechanlage zuverlässig funktioniert und die Leistungsstandards erfüllt. Die folgenden Aspekte unterstreichen ihre Bedeutung:
Sichere Verbindungen: Genaue Gewinde gewährleisten feste Verbindungen zwischen den Komponenten und verhindern ein Lockern oder eine Fehlausrichtung während des Betriebs.
Einfache Montage: Gut geformte Gewinde erleichtern eine reibungslosere Montage, verringern das Risiko von Kreuzgewinden und machen den Prozess effizienter.
Leistung und Zuverlässigkeit: Präzisionsgewinde tragen zur gesamten strukturellen Integrität des Gehäuses bei und stellen sicher, dass es den mechanischen Belastungen und Umweltbedingungen standhalten kann, denen es im Einsatz ausgesetzt sein wird.
Reales Beispiel für Gewindepräzision
In einer kürzlichen Produktionsreihe von Mini-Gehäusen für Gegensprechanlagen erforderte der Gewindefertigungsprozess die Einhaltung einer Gewindesteigungstoleranz von ±0,005 mm. So wurde diese Präzision erreicht:
Fortschrittliche CNC-Maschinen: CNC-Maschinen, die mit Gewindefräs capabilities ausgestattet waren, erstellten die Gewinde. Diese Maschinen boten die notwendige Präzision und Kontrolle, um enge Toleranzen einzuhalten.
Werkzeugauswahl und -wartung: Hochwertige Hartmetall-Gewindefräser wurden aufgrund ihrer Schärfe und Haltbarkeit ausgewählt. Regelmäßige Wartung und Inspektion der Werkzeuge stellten eine konsistente Leistung während der gesamten Produktionsreihe sicher.
Echtzeit-Überwachung: Prozessbegleitende Überwachungssysteme verfolgten den Gewindevorgang und lieferten Echtzeit-Feedback zum Werkzeugverschleiß und zur Gewindequalität. Bei Bedarf wurden Anpassungen vorgenommen, um die erforderlichen Toleranzen einzuhalten.
Inspektion nach der Gewindefertigung: Jedes gewindete Teil wurde einer rigorosen Inspektion unter Verwendung von Gewindelehren und optischen Systemen unterzogen, um die Abmessungen und die Qualität der Gewinde zu verifizieren. Alle Teile, die die Standards nicht erfüllten, wurden nachbearbeitet oder aussortiert.
Polieren und Oberflächenvorbereitung
Poliertechniken für Aluminium
Das Polieren ist ein kritischer Schritt im Herstellungsprozess von Mini-Gehäusen für Gegensprechanlagen, insbesondere bei der Vorbereitung auf Oberflächenveredelungstechniken wie PVD (Physical Vapor Deposition). Das Polieren von Aluminium umfasst mehrere Techniken, um eine glatte, fehlerfreie Oberfläche zu erzielen.
Mechanisches Polieren: Diese Methode verwendet abrasive Materialien, um Unvollkommenheiten physisch von der Oberfläche zu entfernen. Standardwerkzeuge umfassen Rotationspolierer, Schleifscheiben und Schleifbänder. Mechanisches Polieren ist effektiv für das initiale Grobpolieren und das Entfernen größerer Oberflächendefekte.
Chemisches Polieren: Beinhaltet die Verwendung chemischer Lösungen, um die Oberfläche zu glätten, indem Hochpunkte auf der Aluminiumoberfläche selektiv aufgelöst werden. Diese Methode wird oft nach dem mechanischen Polieren angewendet, um ein gleichmäßigeres Finish zu erzielen.
Elektropolieren: Ein elektrochemischer Prozess, der die Aluminiumoberfläche glättet und aufhellt, indem eine dünne Materialschicht entfernt wird. Diese Technik ist vorteilhaft, um ein hochglänzendes Finish zu erzielen und mikroskopische Oberflächenunregelmäßigkeiten zu entfernen.
Bedeutung der Oberflächenglätte für die PVD-Beschichtung
Eine glatte, fehlerfreie Oberfläche ist für den Erfolg des PVD-Beschichtungsprozesses unerlässlich. Die Qualität des PVD-Finishes hängt direkt vom Zustand des Substrats ab. Hier ist der Grund, warum Oberflächenglätte entscheidend ist:
Haftung: Eine glatte Oberfläche bietet eine bessere Haftung für die PVD-Beschichtung und stellt sicher, dass sie gut mit dem Aluminiumsubstrat verbunden ist. Eine schlechte Haftung kann zu Ablösen oder Abblättern der Beschichtung führen.
Gleichmäßigkeit: Oberflächenunregelmäßigkeiten können zu einer ungleichmäßigen Abscheidung der PVD-Beschichtung führen, was zu inkonsistenter Dicke und potenziellen Schwachstellen resultiert. Eine polierte Oberfläche hilft, eine gleichmäßige Beschichtungsschicht zu erzielen.
Ästhetische Qualität: Das Erscheinungsbild von Komponenten wie Mini-Gehäusen für Gegensprechanlagen ist wichtig. Eine glatte Oberfläche verbessert die visuelle Attraktivität der PVD-Beschichtung und sorgt für ein elegantes und professionelles Finish.
Qualitätsprüfungen zur Sicherstellung der Oberflächenbereitschaft
Bevor mit der PVD-Beschichtung fortgefahren wird, werden mehrere Qualitätsprüfungen durchgeführt, um sicherzustellen, dass die Oberfläche ausreichend vorbereitet ist.
Sichtprüfung: Eine gründliche Sichtprüfung wird durchgeführt, um sichtbare Defekte wie Kratzer, Dellen oder raue Stellen zu identifizieren. Etwaige Unvollkommenheiten werden durch zusätzliches Polieren behoben.
Messung der Oberflächenrauheit: Werkzeuge wie Profilometer messen die Oberflächenrauheit, um sicherzustellen, dass sie den erforderlichen Spezifikationen entspricht. Für PVD-Beschichtungen wird typischerweise eine Oberflächenrauheit (Ra) von weniger als 0,2 Mikrometern angestrebt.
Reinigung: Die polierten Aluminiumteile werden sorgfältig gereinigt, um Kontaminanten wie Öle, Staub oder Polierreste zu entfernen. Ultraschall- und chemische Reinigungsmethoden werden oft verwendet, um eine makellose Oberfläche zu erzielen.
Beispiel für das Erreichen einer hochwertigen Oberflächenvorbereitung
In einem kürzlichen Projekt involving Mini-Gehäuse für Gegensprechanlagen war das Erreichen eines hochwertigen Oberflächenfinishs entscheidend für den Erfolg der PVD-Beschichtung. So wurde dies erreicht:
Sequentielles Polieren: Die Gehäuse durchliefen einen sequentiellen Polierprozess, beginnend mit groben Schleifbändern und schrittweise hin zu feineren Körnungen. Dieser schrittweise Ansatz stellte die Entfernung aller Oberflächenunvollkommenheiten sicher.
Elektropolieren für das Finalfinish: Nach dem mechanischen Polieren wurden die Teile einem Elektropolieren unterzogen, um ein spiegelartiges Finish zu erzielen. Dieser Prozess verbesserte die Oberflächenglätte und bereitete sie für eine optimale Haftung der PVD-Beschichtung vor.
Strenge Qualitätsprüfungen: Jedes Gehäuse wurde auf Oberflächenrauheit und Sauberkeit inspiziert. Alle Teile, die die strengen Kriterien nicht erfüllten, wurden erneut poliert und gereinigt, bis sie die Inspektion bestanden.
PVD (Physical Vapor Deposition) Beschichtung
Erklärung des PVD-Prozesses
Physical Vapor Deposition (PVD) ist eine fortschrittliche Oberflächenveredelungstechnik zum Auftragen dünner, hochleistungsfähiger Beschichtungen auf verschiedene Substrate. Der PVD-Prozess beinhaltet das Verdampfen eines festen Materials im Vakuum und dessen anschließende Abscheidung auf dem Substrat, wodurch ein dünner Film entsteht.
Verdampfung: Das Beschichtungsmaterial, oft ein Metall wie Titan, Chrom oder Aluminium, wird mittels thermischer Verdampfung, Sputtern oder Lichtbogenverdampfung verdampft.
Transport: Das verdampfte Material wandert durch eine Vakuumkammer, was minimale Kontamination und eine saubere Abscheidungsumgebung gewährleistet.
Abscheidung: Der Dampf kondensiert auf dem Substrat (in diesem Fall dem Aluminiumgehäuse der Gegensprechanlage) und bildet eine dünne, gleichmäßige Beschichtung, die die Oberflächeneigenschaften des darunterliegenden Materials verbessert.
Vorteile von PVD für Aluminium
PVD bietet mehrere Vorteile, wenn es auf Aluminiumkomponenten wie Mini-Gehäuse für Gegensprechanlagen angewendet wird:
Verbesserte Haltbarkeit: PVD-Beschichtungen verbessern die Verschleißfestigkeit und Härte von Aluminium erheblich und verlängern so die Lebensdauer der Komponente.
Korrosionsbeständigkeit: Die Beschichtung bietet eine Schutzbarriere, die die natürliche Korrosionsbeständigkeit des Aluminiums verbessert und es für raue Umgebungen geeignet macht.
Ästhetische Attraktivität: PVD-Beschichtungen können verschiedene Finishes erzielen, einschließlich metallischer, matter und farbiger Erscheinungsbilder, was die visuelle Attraktivität des Gehäuses verbessert.
Umweltfreundlicher Prozess: PVD ist ein sauberer, umweltfreundlicher Prozess, der im Vergleich zu traditionellen Beschichtungsmethoden wie der Galvanik minimalen Abfall produziert.
Herausforderungen bei der PVD-Verarbeitung von gegossenem Aluminium
Das Auftragen von PVD-Beschichtungen auf gegossenes Aluminium stellt aufgrund der Materialeigenschaften und des Gussprozesses einzigartige Herausforderungen dar:
Oberflächenvorbereitung: Wie in Abschnitt 6 diskutiert, ist das Erreichen einer perfekt glatten und sauberen Oberfläche für die PVD-Haftung unerlässlich. Jegliche Oberflächendefekte oder Kontaminanten können zu Beschichtungsfehlern führen.
Haftungsprobleme: Die poröse Natur von gegossenem Aluminium kann Haftungsherausforderungen darstellen. Eine angemessene Oberflächenbehandlung und die Verwendung haftungsfördernder Schichten sind entscheidend.
Gleichmäßige Beschichtungsdicke: Die Sicherstellung einer gleichmäßigen Beschichtungsdicke, insbesondere bei komplexen Geometrien, erfordert eine präzise Kontrolle der PVD-Prozessparameter.

Erreichen eines hochwertigen, langlebigen Oberflächenfinishs
Um diese Herausforderungen zu überwinden und ein hochwertiges PVD-Finish auf gegossenen Aluminiumgehäusen für Gegensprechanlagen zu erzielen, werden mehrere Schritte und Techniken eingesetzt:
Oberflächenvorbereitung: Wie in Abschnitt 6 hervorgehoben, gewährleisten sorgfältiges Polieren und Reinigen eine glatte, kontaminantenfreie Oberfläche. Dieser Schritt ist entscheidend für eine erfolgreiche PVD-Beschichtung.
Haftungsschichten: Vor dem Auftragen der endgültigen PVD-Beschichtung kann eine Zwischenschicht, wie z.B. Titan oder Chrom, abgeschieden werden, um die Haftung zu verbessern. Diese Schicht wirkt als Bindemittel zwischen dem Aluminiumsubstrat und der PVD-Beschichtung.
Optimierte PVD-Parameter: Die PVD-Prozessparameter, einschließlich Temperatur, Druck und Abscheidungsrate, werden sorgfältig kontrolliert, um eine gleichmäßige Beschichtungsdicke und optische Eigenschaften zu erzielen. Fortgeschrittene PVD-Systeme mit Echtzeit-Überwachungsfunktionen确保 konsistente Ergebnisse.
Qualitätssicherung: Nach der Beschichtung werden die Gehäuse rigorosen Qualitätsprüfungen unterzogen, um die Beschichtungsdicke, Haftung und das Oberflächenfinish zu verifizieren. Techniken wie Röntgenfluoreszenzanalyse (RFA) und Kratztests bewerten die Integrität und Leistung der Beschichtung.
Beispiel für eine erfolgreiche PVD-Beschichtungsanwendung
In einem kürzlichen Projekt benötigten Mini-Gehäuse für Gegensprechanlagen ein langlebiges, ästhetisch ansprechendes Finish, das rauen Umweltbedingungen standhalten konnte. So wurde der PVD-Beschichtungsprozess erfolgreich angewendet:
Vorbereitung: Die Aluminiumgehäuse wurden auf ein spiegelartiges Finish poliert und sorgfältig gereinigt, um alle Kontaminanten zu entfernen.
Zwischenschicht: Eine dünne Titanschicht wurde abgeschieden, um die Haftung zwischen dem Aluminium und der endgültigen PVD-Beschichtung zu fördern.
PVD-Beschichtung: Die Gehäuse wurden mit einer Titannitrid (TiN)-Schicht beschichtet, die für ihre Härte und ihr goldähnliches Aussehen bekannt ist. Die Prozessparameter wurden optimiert, um eine gleichmäßige Beschichtungsdicke von 2 Mikrometern zu gewährleisten.
Qualitätskontrolle: Die beschichteten Gehäuse wurden auf Beschichtungsdicke und Haftung inspectiert. Kratztests bestätigten die Haltbarkeit der Beschichtung, und Sichtprüfungen stellten ein makelloses Oberflächenfinish sicher.
Überwindung von Fertigungsherausforderungen
Zusammenfassung der Hauptherausforderungen
Die Herstellung hochwertiger Mini-Gehäuse für Gegensprechanlagen aus der Aluminiumlegierung 383 beinhaltet die Bewältigung mehrerer kritischer Herausforderungen während des gesamten Fertigungsprozesses. Diese Herausforderungen umfassen:
Dünnwand-Druckguss: Sicherstellung der strukturellen Integrität dünnwandiger Abschnitte bei gleichzeitiger Aufrechterhaltung der Maßgenauigkeit und Vermeidung von Defekten wie Porosität und Verzug.
Hochpräzise CNC-Bearbeitung: Erzielung präziser Toleranzen auf kritischen Montageflächen, um eine nahtlose Passform und Funktionalität zu gewährleisten.
PVD-Verarbeitung von gegossenem Aluminium: Vorbereitung der Oberfläche des gegossenen Aluminiums für die PVD-Beschichtung, um Haftung, Gleichmäßigkeit und Haltbarkeit zu gewährleisten.
Lösungen und Strategien zur Überwindung dieser Herausforderungen
Fortschrittliche Techniken zur Formgestaltung
Simulationssoftware: Einsatz fortschrittlicher Software zur Optimierung des Formdesigns für dünnwandige Abschnitte. Dies hilft, potenzielle Probleme im Zusammenhang mit Fluss- und Abkühlraten vorherzusagen und anzugehen, wodurch eine gleichmäßige Erstarrung sichergestellt und das Risiko von Defekten verringert wird.
Präzise Formherstellung: Einsatz hochpräziser Bearbeitungs- und Fertigungstechniken zur Erstellung von Formen, die konsistente, hochwertige Gussteile produzieren.
Praktiken der Präzisions-CNC-Bearbeitung
Werkzeugauswahl und -wartung: Auswahl der richtigen Schneidwerkzeuge, wie z.B. Schnellarbeitsstahl- oder Hartmetallwerkzeuge, und deren regelmäßige Wartung, um Schärfe und Haltbarkeit zu gewährleisten. Dies hilft, die notwendige Präzision und Oberflächenqualität zu erzielen.
Optimierte Bearbeitungsparameter: Sorgfältige Auswahl und Anpassung der Bearbeitungsparameter wie Schnittgeschwindigkeit, Vorschub und Schnitttiefe, um ein Gleichgewicht zwischen Materialabtragsraten und Oberflächenqualität herzustellen. Dies gewährleistet hohe Präzision und minimiert den Werkzeugverschleiß.
Prozessbegleitende Überwachung: Implementierung von Echtzeit-Überwachungssystemen zur Verfolgung des Werkzeugverschleißes und der Bearbeitungsbedingungen. Dies ermöglicht sofortige Anpassungen, um Genauigkeit und Qualität aufrechtzuerhalten.
Spezialisierte PVD-Beschichtungsmethoden für gegossenes Aluminium
Oberflächenvorbereitung: Durchführung sorgfältigen Polierens und Reinigens, um eine glatte, fehlerfreie Oberfläche zu erzielen. Dieser Schritt ist entscheidend, um sicherzustellen, dass die PVD-Beschichtung ordnungsgemäß haftet und das gewünschte Finish erzielt.
Haftungsfördernde Schichten: Auftragen von Zwischenschichten, wie z.B. Titan oder Chrom, um die Haftung der endgültigen PVD-Beschichtung zu verbessern. Dies hilft, die Herausforderungen zu überwinden, die durch die poröse Natur von gegossenem Aluminium entstehen.
Kontrollierte PVD-Prozessparameter: Sorgfältige Kontrolle der PVD-Prozessparameter, einschließlich Temperatur, Druck und Abscheidungsrate, um eine gleichmäßige Beschichtungsdicke und optische Eigenschaften zu erzielen. Fortgeschrittene PVD-Systeme mit Echtzeit-Überwachungsfunktionen确保 konsistente Ergebnisse.
Reale Anwendung der Lösungen
In einem kürzlichen Projekt wurden diese Strategien erfolgreich implementiert, um hochwertige Mini-Gehäuse für Gegensprechanlagen für die Telekommunikationsbranche herzustellen. Das Projekt umfasste:
Dünnwand-Druckguss: Durch den Einsatz fortschrittlicher Simulationssoftware und präziser Formherstellung produzierte das Team dünnwandige Gussteile mit minimalen Defekten. Die fertigen Teile zeigten eine hervorragende Maßgenauigkeit und strukturelle Integrität.
Hochpräzise CNC-Bearbeitung: Optimierte Bearbeitungsparameter, hochwertige Schneidwerkzeuge und Echtzeit-Überwachung stellten sicher, dass die kritischen Montageflächen die Toleranzen von ±0,01 mm einhielten. Diese Präzisionsbearbeitung ermöglichte eine nahtlose Montage und zuverlässige Leistung.
PVD-Beschichtung: Nach gründlicher Oberflächenvorbereitung und dem Auftragen einer haftungsfördernden Schicht wurden die Gehäuse mit einer langlebigen und ästhetisch ansprechenden Titannitrid (TiN)-Schicht beschichtet. Der kontrollierte PVD-Prozess führte zu einer gleichmäßigen Beschichtungsdicke und verbesserten Oberflächeneigenschaften.