Hochpräzise CNC-Drehbearbeitung und PVD-Beschichtung von Taschenspiegeln aus Edelstahl
Einführung des Spiegels
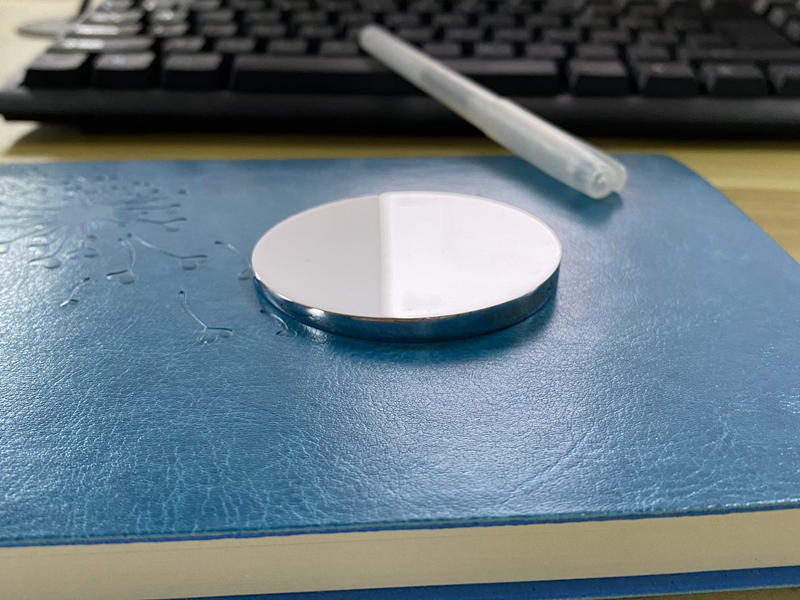
Der kreisförmige Durchmesser dieses Spiegels beträgt 60 mm, die dickste Kante ist 12 mm und die dünnste Kante ist 6 mm. Dies liegt daran, dass eine Seite eine Ebene ist und die andere Seite eine konkave sphärische Oberfläche. Das Material ist Edelstahl. Die Oberfläche ist rhodiniert.
Ich erkläre die Absicht, diesen Spiegel herzustellen, um das Verständnis für alle zu erleichtern.
Designerklärung
Materialauswahl
Wir wählen 316L-Edelstahlmaterial, um dem Spiegel eine besondere Textur zu verleihen und ihn rostunempfindlich zu machen. Wir sind offen für andere Materialien. Voraussetzung ist, dass Qualität und Funktion des Spiegels zufriedenstellend sind.
Ebene und konkave sphärische Oberflächen
Wie allgemein bekannt ist, hat die Spiegelebene eine 100% perfekte Abbildungsfunktion.

Die konkave sphärische Reflektionsfläche hat eine Vergrößerungsfunktion. Der entworfene Bogen kann die Details im durchschnittlichen Betrachtungsabstand um das Zehnfache näher bringen. Viele solcher Spiegel sind auf dem Markt, bestehen jedoch aus Glas. Nicht sturzfest.

Rhodinierung
Rhodiumlegierung ist ein ungiftiges, harmloses, steifes und stabiles Metall, das dem Spiegel eine hohe Kratzfestigkeit verleiht. Es entspricht auch der Positionierung des Spiegels als leichtes Luxusprodukt.
Mit Diamanten besetztes Design
Der Hauptgrund ist, dass der gesamte Spiegel keine Löcher hat und die Oberflächenanforderungen unglaublich hoch sind. PVD war nicht möglich, also bohrten wir ein 1-mm-Loch in der dicksten Kante für PVD. Dieses Loch wird dann mit einem Strassstein für den endgültigen Finish besetzt.
unsere Herstellungsmethode
Herstellung der Rohlinge
CNC-Drehen
Wir drehen derzeit die Rohlinge für die Spiegel auf der CNC-Drehmaschine. Wir schneiden zuerst den 316L-Stab mit einem Durchmesser von 62 mm auf eine Dicke von 15 mm und drehten ihn dann in die benötigte Ebene und den benötigten Radius.
Poliervorgang
Zuerst müssen wir die Kante des Spiegels polieren, um die CNC-Schnittmarken zu entfernen. Der Planspiegel wird dann mit einem Planschleifer spiegelpoliert. Schließlich polieren wir die konkave sphärische Oberfläche von Hand.
PVD-Beschichtung
Wir kaufen Rhodium-Targets für die PVD-Beschichtung des gesamten Spiegels. Wie oben erwähnt, haben wir ein 1-mm-Gewindeloch zum Aufhängen.
Diamantverarbeitung
Wir verwenden Swarovski-Strasssteine für die Fassung. Dieser Spiegel könnte zu einem Anhänger für einige Designer-Taschen werden. Beides ist schön und nutzbar. Es gehört zu den leichten Luxusgütern.
Probleme, auf die wir gestoßen sind
CNC-Drehquetschung
Beim CNC-Drehvorgang wird die Kante des Spiegels gequetscht, mit Spuren unterschiedlichen Grades, was unser anschließendes Polieren der Spiegelkante extrem schwierig macht und eine hohe Ausschussrate hat.
CNC-Spiegeldrehen
Wir verwendeten Diamantwerkzeuge für das CNC-Drehen, hatten aber immer noch feine CD-Linien. Wir verwenden Ultraschallpolieren, um das CD-Muster auf der konkaven sphärischen Oberfläche zu entfernen, und polieren es dann von Hand nach. Durch das Ultraschallpolieren entsteht an der Spiegelkante ein kleiner R-Winkel. Man kann auch von einem polierten Kollaps sprechen.
PVD-Defekte
Da es nur ein 1-mm-Loch gibt, haben wir das Loch auf 1 mm Gewinde geschnitten. Dann verwenden Sie einen dünnen Draht mit einem 1-mm-Gewinde zur Verbindung. Dann PVD aufhängen. Aufgrund der begrenzten Kontaktfläche und unzureichender Leitfähigkeit weisen einige Spiegel nach der PVD-Beschichtung Defekte auf – etwa 20 %.
Diamantverarbeitung
Wir verwenden thermisches Setzen, und ein Teil der Wärmeenergie entweicht um das Loch herum, was zu einer Schwärzung um das Loch herum führt. Ähnlich wie Brandflecken. Dies liegt an der Schwärzung des Edelstahls im Loch bei hohen Temperaturen. Die Ausschussrate liegt bei etwa 40 %.
Über die Serienfertigung
Wir haben derzeit 1000 Spiegel mit dieser Methode hergestellt. Aber die Kosten sind sehr hoch.
Wir sind offen für jeden Prozess und jedes Material. Aber unser ursprüngliches Design darf nicht geändert werden.
Nach Optimierung des Prozesses erwarten wir diesmal die Produktion von 8.000 Stück. Derzeit tendieren wir zum Metallspritzgussverfahren und zum Pulverpressverfahren. Wenn Sie gute Vorschläge haben, hinterlassen Sie mir bitte eine Nachricht.
