Gussfehler im Sandguss: Ursachen und Vermeidung in Metallgießereien
Welche Sandgussfehler sind bei der RFQ-Prüfung relevant?
Sandguss Fehler können kundenspezifische Metallteile wie Gehäuse, Basen, Rahmen, Halterungen, Pumpenkörper, Abdeckungen und Maschinenkomponenten beeinträchtigen. Die Überprüfung von Sandgussfehlern sollte Gasporosität, Lunker, Einschlüsse, Kaltläufer, Heißrisse, Kernversatz, Bearbeitungszugabe und Prüfnachweise mit den Zeichnungsanforderungen verbinden. Das praktische RFQ-Problem besteht darin zu entscheiden, welche Fehler die Funktion beeinträchtigen, welche das Aussehen betreffen und welche vor der Produktion eine Inspektion oder Prozessänderungen erfordern.
Das Fehlerrisiko hängt von der Formqualität, den Sandeigenschaften, dem Kerndesign, der Entlüftung, der Gießtemperatur, dem Anschnittsystem, dem Speiserdesign, dem Legierungsverhalten, der Abkühlrate und der Nachbearbeitung ab. Käufer sollten Druckzonen, Dichtflächen, Lastpfade, Sichtflächen, bearbeitete Bezugspunkte und innere Kanäle kennzeichnen, damit die Gießerei die Fehlerkontrolle an die Funktion des Teils anpassen kann.
Was verursacht Gasporosität in Sandgussteilen?
Gasporosität tritt als Hohlräume, Nadellöcher oder größere gasbedingte Kavitäten in einem Sandguss auf. Der Fehler kann durch schlechte Formentlüftung, übermäßige Feuchtigkeit, Gas aus Kernbindemitteln, turbulente Metallströmung, eingeschlossene Luft oder legierungsbedingte Gasaufnahme verursacht werden.
Gasporosität ist wichtig, wenn das Gussteil Druckdichtheit, Leckagebeständigkeit, bearbeitete Dichtflächen oder lasttragende Abschnitte benötigt. RFQs sollten Dichtheitsprüfungen, Druckprüfungen, Sektionierungen, Röntgenprüfungen, CT-Prüfungen oder visuelle Akzeptanzkriterien festlegen, wenn Porosität die Funktion des Teils beeinträchtigt.

Was verursacht Lunker in Sandgussteilen?
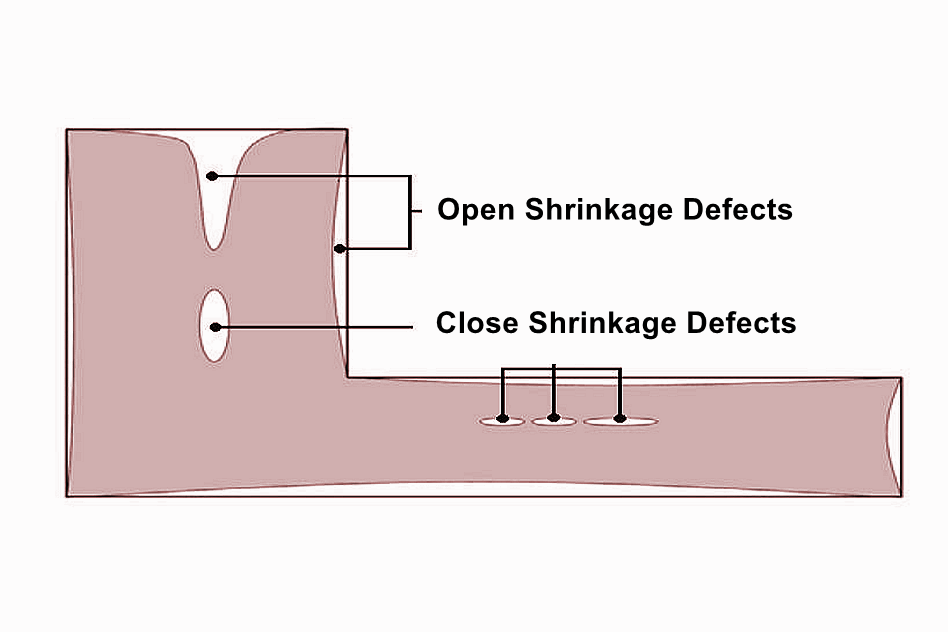
Lunker entstehen, wenn das flüssige Metall während der Erstarrung schrumpft und das Gussteil nicht genügend Nachspeisung von Speisern oder lokalen Nachspeisungswegen erhält. Dicke Wandungen, abrupte Wanddickenübergänge, isolierte Ansätze, schlechte Speiserplatzierung und ungleichmäßige Kühlung können das Lunkerrisiko erhöhen.
Die Lunkerkontrolle erfordert in der Regel eine Überprüfung von Design und Prozess. Das Gussteil benötigt möglicherweise eine bessere Wanddickenbalance, Speiseränderungen, Kühlmarken, Änderungen am Anschnittsystem, eine Anpassung der Bearbeitungszugabe oder einen überarbeiteten Erstarrungsplan. Käufer sollten kritische Querschnitte und bearbeitete Bereiche identifizieren, in denen Lunker nicht akzeptiert werden können.
Warum treten Sandeinschlüsse und Formfehler auf?
Sandeinschlüsse treten auf, wenn loser Sand, gebrochenes Formmaterial, Kernfragmente, Schlacke, Oxidhaut oder Fremdmaterial im Gussteil eingeschlossen werden. Formerosion, schwache Kerne, schlechte Beschichtung, turbulentes Gießen, beschädigte Formoberflächen und unzureichende Reinigung können zu Einschlussfehlern beitragen.
Einschlüsse können bearbeitete Oberflächen, Dichtflächen, das Aussehen und die Festigkeit beeinträchtigen. Wenn das Gussteil innere Kanäle hat, sollte der Käufer Reinigungszugang und Prüfanforderungen festlegen. Ein Sandkern kann besondere Aufmerksamkeit hinsichtlich Kernfestigkeit, Entlüftung und Zusammenfallbarkeit erfordern.

Was verursacht Kaltläufer und Lauffehler im Sandguss?
Kaltläufer und Lauffehler treten auf, wenn das flüssige Metall die Form nicht vollständig ausfüllt oder zwei Metallfronten ohne vollständige Verschmelzung aufeinandertreffen. Diese Fehler können in der Nähe von dünnen Wänden, langen Fließwegen, kalten Abschnitten, schlecht entlüfteten Bereichen oder komplexen Geometrien auftreten.
Mögliche Kontrollen umfassen die Überprüfung von Gießtemperatur, Anschnittsystem, Laufergröße, Entlüftung, Wanddicke, Formtemperatur und Legierungsfließverhalten. Käufer sollten dünne Abschnitte, scharfe Übergänge, lange Rippen und kosmetische Fließlinien-Grenzwerte vor der Angebotserstellung identifizieren.
Was verursacht Heißrisse in Sandgussteilen?
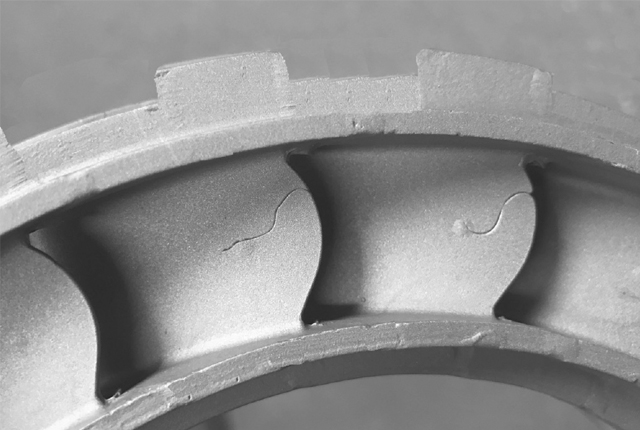
Heißrisse entstehen, wenn ein Gussteil während der Erstarrung reißt, weil die Schrumpfung durch Formgeometrie, Kernposition, Wandübergänge oder ungleichmäßige Kühlung behindert wird. Der Fehler ist wichtig, wenn der Riss einen Lastpfad, eine Druckgrenze, eine bearbeitete Oberfläche oder ein Befestigungsmerkmal kreuzt.
Das Heißrissrisiko kann durch Überprüfung des Ausrundungsradius, der Wandübergänge, des Legierungsverhaltens, des Speiserdesigns, der Formbehinderung, des Kühlgleichgewichts und des Kerndesigns verringert werden. Die Prüfung kann visuelle Inspektion, Eindringprüfung, Sektionierung, Röntgenprüfung oder CT-Prüfung umfassen, wenn das Rissrisiko die Akzeptanzkriterien beeinflusst.

Welche Prüfnachweise unterstützen die Kontrolle von Sandgussfehlern?
Prüfnachweise sollten der Funktion des Gussteils entsprechen. Eine dekorative Abdeckung benötigt möglicherweise visuelle Inspektion und Maßprüfung. Ein Druckgehäuse kann eine Dichtigkeits- oder Druckprüfung erfordern. Eine strukturelle Halterung kann je nach Käuferanforderung ein Materialzertifikat, Härteprüfung, Maßbericht und Rissprüfung benötigen.
Häufige Nachweise umfassen Erstmusterprüfung, Maßbericht, KMG-Prüfung, Materialzertifikat, Härteprüfung, Wärmebehandlungsnachweis, Sichtprüfstandard, Oberflächenrauheitsbericht, Dichtheitsprüfung, Druckprüfung, Eindringprüfung, Röntgenprüfung, CT-Prüfung oder Sektionierung. Der Käufer sollte die Akzeptanzkriterien vor der Produktion festlegen.
Sandgussfehler | Wahrscheinliche Ursache | Zu prüfendes Teilrisiko | RFQ- oder Prüfnachweis |
Gasporosität | Schlechte Entlüftung, Feuchtigkeit, Kerngas, turbulentes Füllen oder Gasaufnahme aus der Legierung | Leckage, Druckversagen, Hohlräume auf bearbeiteten Oberflächen und Festigkeitsminderung | Dichtheitsprüfung, Druckprüfung, Röntgen, CT, Sektionierung und Porositätsakzeptanzkriterien |
Lunker | Unzureichende Speisung, schlechtes Speiserdesign, dicke Wandungen und ungleichmäßige Kühlung | Schwache Abschnitte, Kavitäten auf bearbeiteten Oberflächen und Fehler in Druckzonen | Erstarrungsüberprüfung, Speiserplan, Bearbeitungszugabe, Sektionierung, Röntgen oder CT |
Sandeinschlüsse | Formerosion, Kernbruch, loser Sand, Schlacke, Oxidhaut oder schlechte Reinigung | Oberflächenfehler, blockierte Kanäle, Dichtungsprobleme und Bearbeitungsausschuss | Visueller Standard, Reinigungszugang, Endoskop, Sektionierung und Materialprüfung |
Kaltläufer oder Lauffehler | Unvollständige Formfüllung, schlechter Fluss, niedrige effektive Temperatur, dünne Wandungen oder schlechte Entlüftung | Schwache Nähte, unvollständige Geometrie, kosmetische Fehler und Montagebehinderung | Wanddickenprüfung, Anschnittprüfung, Musterfreigabe, Maßkontrolle und visueller Standard |
Heißrisse | Behinderte Schrumpfung, scharfe Übergänge, schlechte Ausrundungen, Legierungsverhalten oder Kühlungsungleichgewicht | Risswachstum, Lastpfadversagen, Druckleckage und Ausschuss nach Bearbeitung | Eindringprüfung, Sichtprüfung, Sektionierung, Röntgen, CT und Rissakzeptanzkriterien |
Was sollten Käufer bereitstellen, um das Sandgussfehlerrisiko zu verringern?
Ein nützliches RFQ sollte die 2D-Zeichnung, das 3D-Modell, die Legierungsgüte, die erwartete Stückzahl, die Gussabmessungen, die Wanddicke, innere Kerne, kritische Maße, die Bearbeitungszugabe, die Oberflächengüte, die Wärmebehandlung, Dichtigkeits- oder Druckanforderungen, kosmetische Zonen und die Prüfmethode enthalten.
Die Fehlerkontrolle beginnt, bevor die erste Form gegossen wird. Klare Zeichnungen helfen der Gießerei, Formdesign, Kerndesign, Anschnittsystem, Speiser, Entlüftung, Bearbeitung, Endbearbeitung und Prüfnachweise mit der tatsächlichen Verwendung des Gussteils abzugleichen.
Verwandte FAQs
