机加工表面处理要点
机加工表面处理的关键作用
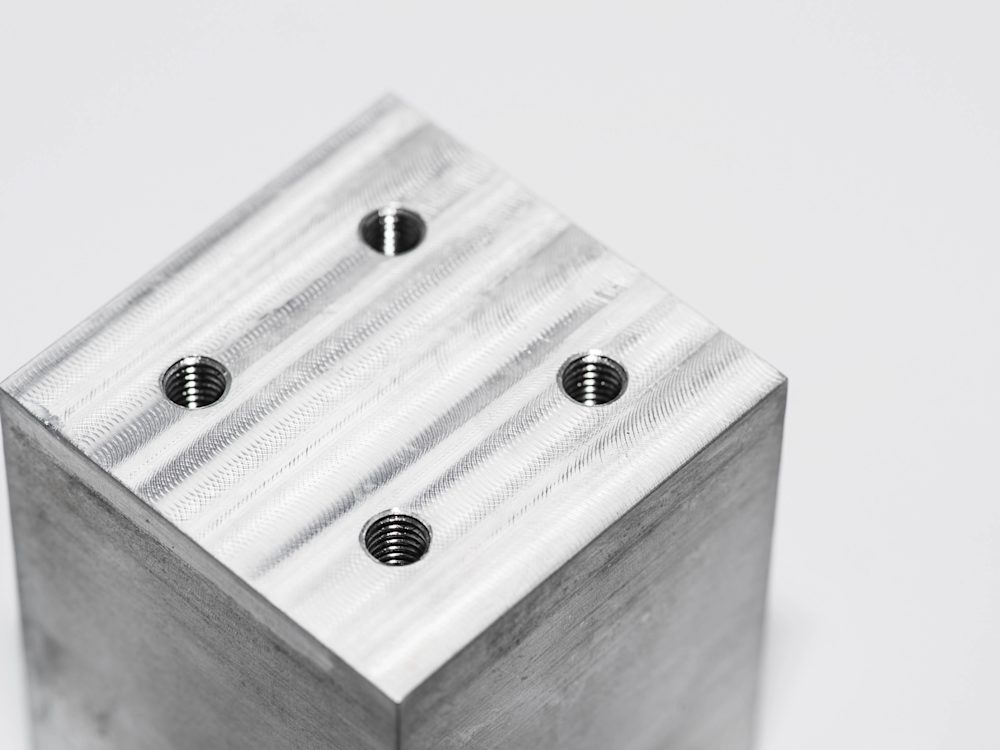
机加工表面是零件经过CNC加工、3D打印或精密铸造等制造工艺后留下的原始表面。这些未经抛光的表面保留了刀具痕迹,对于航空航天和医疗器械等行业至关重要,这些行业对快速原型制作和功能测试要求具有成本效益、高公差的组件。
机加工表面处理在全球市场价值超过120亿美元,它消除了后处理成本,同时为钛合金和不锈钢等材料提供精度。它们为汽车、电子和工业设备中的结构件实现了快速周转,在效率和性能之间取得平衡。
机加工过程:逐步分解
预处理要点
核心技术对比
机加工工艺 | 表面粗糙度 (Ra) | 关键材料 | 应用范围 | 优势 |
|---|---|---|---|---|
CNC铣削 | 0.8–3.2 µm | 不锈钢、钛 | 高精度航空航天零件 | 复杂几何形状,严格公差 (±0.01 mm) |
车削 | 1.6–6.3 µm | 铝、黄铜 | 轴、衬套 | 大批量生产,圆柱对称性 |
磨削 | 0.4–1.6 µm | 工具钢、陶瓷 | 医疗植入物 | 超光滑表面,最小的亚表面损伤 |
电火花加工 | 3.2–12.5 µm | 钨、高温合金 | 复杂几何形状 | 无刀具接触,可处理硬化材料 |
后处理与优化
去毛刺:喷砂去除锋利边缘,确保安全性和功能性。
质量控制:使用ISO 1302标准测量表面粗糙度。
性能优势与局限性
机加工表面处理提供了即时的功能性表面,但与后处理替代方案相比,在环境耐受性方面需要权衡。以下是关键性能的详细对比:
性能 | 机加工表面 | 后处理表面 (例如:阳极氧化、电镀) |
|---|---|---|
机械强度 | 保持基材的拉伸/屈服强度 | 可能因涂层附着力或热效应而改变 |
硬度 | 与基材匹配 (例如:工具钢HRC 50–60) | 通过涂层增强 (例如:PVD涂层HV 800–1200) |
化学稳定性 | 易受氧化和酸碱暴露影响 | 抗性提高 (例如:阳极氧化铝可耐受pH 4–9) |
盐雾耐受性 | 24–48 小时 (ASTM B117) | 500+ 小时 (例如:锌镍电镀) |
抗氧化性 | ≤300°C (取决于基材) | ≤1200°C (使用热障涂层) |
抗刮擦性 | 低 (刀具痕迹易产生可见磨损) | 高 (例如:陶瓷涂层达到9H铅笔硬度) |
工业应用:机加工表面的优势领域
机加工表面选择指南
材料兼容性矩阵
基材类型 | 制造工艺 | 推荐工艺 | 性能提升重点 |
|---|---|---|---|
CNC铣削 | 复杂几何形状,±0.01 mm公差 | ||
车削 | 大批量圆柱形零件 | ||
磨削 | 超光滑表面 (Ra 0.4–1.6 µm) | ||
电火花加工 | 硬化材料,复杂几何形状 |
供应商评估标准
设备:5轴CNC或高速加工能力。
认证:ISO 9001, AS9100 (用于航空航天合规)。
表面处理技术矩阵
技术 | 主要功能 | 关键特性 | 优势 |
|---|---|---|---|
来自CNC/3D打印/铸造的直接免后处理表面 | Ra 0.8–25 µm,保留刀具痕迹,成本效益高 | 快速周转,无额外成本,适合原型制作 | |
在铝上形成电化学氧化层 | Ra 0.4–1.6 µm,耐腐蚀性 (ASTM B117 >500 小时),介电性能 | 重量轻,美观颜色,增强耐磨性 | |
聚合物粉末的静电喷涂 | 50–120 µm厚度,抗紫外线/化学品,哑光/光泽表面 | 环保 (无VOCs),耐用,适合户外使用 (汽车、电动工具) | |
电化学去除表面微观不平整 | Ra <0.4 µm,去毛刺,钝化不锈钢 (ASTM A967) | 医疗级光滑度,卫生表面,减少摩擦 | |
通过真空溅射沉积薄膜 | 1–5 µm厚度,硬度 HV 800–3000,耐温性 ≤800°C | 装饰性表面 (金色、黑色),延长工具寿命,环保工艺 |
技术适用性:四维模型
尺寸精度 机加工表面可实现±0.01–0.05 mm的公差 (ISO 2768),粗糙度范围为Ra 0.8–25 µm,适用于功能性原型。研磨或电解抛光等后处理替代方案可将其精炼至±0.005 mm和Ra 0.1–0.4 µm。
成本效益 机加工零件由于处理最少,成本为每件5–50美元,而涂层 (例如:PVD、热障涂层) 则将成本增加到每件20–200美元。
环境耐受性。虽然机加工表面在盐雾测试 (ASTM B117) 中可耐受24–48小时,温度≤300°C,但阳极氧化或热障涂层等后处理表面可将耐受性延长至500–1000小时和≤1200°C。
交货时间 机加工组件在1–7天内交付,而涂层零件需要7–21天进行额外处理。
常见问题解答
机加工表面与阳极氧化在耐腐蚀性方面相比如何?
机加工表面能否满足ISO 13485医疗清洁标准?
哪些材料不适合机加工表面?
哪些技术可以减少机加工零件上可见的刀具痕迹?
在潮湿环境中,机加工组件是否必须进行后处理?
