Использование технологии литья под давлением для производства мини-корпусов интеркома из алюминиевог...
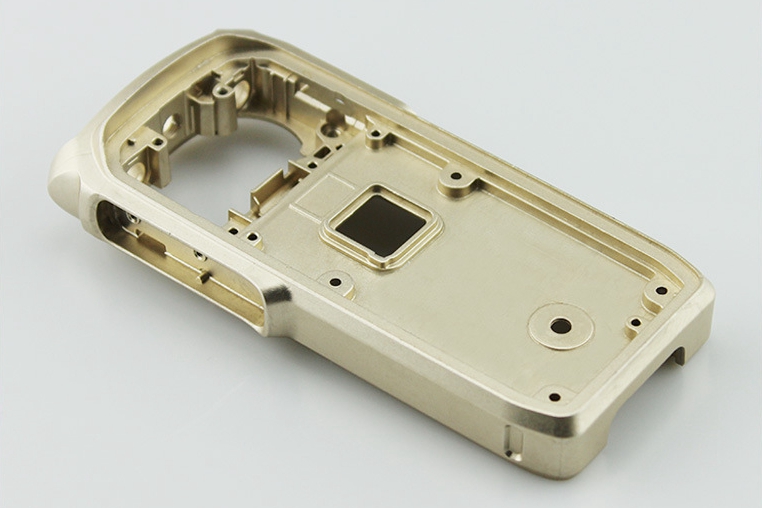
В быстро развивающейся телекоммуникационной отрасли долговечные и точно сконструированные компоненты имеют первостепенное значение. Одним из критически важных компонентов является мини-корпус интеркома, который требует прочности, точности и высококачественной отделки. В этом блоге рассматривается процесс производства мини-корпусов интеркома из алюминиевых сплавов 383, демонстрируются технологии и методы, используемые для удовлетворения этих требований.
Алюминиевый сплав 383 выделяется благодаря отличной коррозионной стойкости, хорошим механическим свойствам и пригодности для литья тонкостенных деталей, что делает его идеальным материалом для корпусов интеркомов. В этом блоге будет рассмотрен комплексный производственный процесс, включая литье алюминия под давлением, обработку на станках с ЧПУ, нарезание резьбы, полировку и финишную обработку методом физического осаждения из паровой фазы (PVD).
Благодаря этому подробному обзору мы стремимся предоставить информацию о проблемах и решениях, связанных с производством высококачественных мини-корпусов интеркомов, обеспечивая их соответствие строгим стандартам телекоммуникационной отрасли.

Понимание алюминиевого сплава 383
Свойства алюминиевого сплава 383
Алюминиевый сплав 383 является широко используемым материалом в индустрии литья под давлением, известным своим отличным балансом свойств. Вот некоторые ключевые характеристики, которые делают его подходящим для мини-корпусов интеркомов:
Высокая коррозионная стойкость: Алюминиевый сплав 383 обладает высокой устойчивостью к коррозии, что делает его идеальным для использования в средах, где корпус интеркома может подвергаться воздействию влаги или других агрессивных элементов.
Хорошие механические свойства: Этот сплав обеспечивает прочность и гибкость, необходимые для сохранения структурной целостности тонкостенных компонентов.
Отличная литейность: Текучесть сплава и низкая усадка делают его особенно подходящим для процессов литья под давлением, позволяя производить сложные формы и мелкие детали.
Пригодность для литья тонких стенок: Одной из выдающихся особенностей алюминиевого сплава 383 является его способность отливаться в тонкостенные секции без ущерба для прочности или долговечности, что имеет решающее значение для мини-корпусов интеркомов.
Сравнение с другими алюминиевыми сплавами
При выборе материала для литья под давлением мини-корпусов интеркомов важно учитывать, как алюминиевый сплав 383 соотносится с другими широко используемыми алюминиевыми сплавами:
По сравнению с алюминиевым сплавом 380: Хотя 380 во многих отношениях похож, алюминиевый сплав 383 предлагает немного лучшую коррозионную стойкость и улучшенные характеристики заполнения формы, что делает его предпочтительным для тонкостенных и сложных конструкций.
По сравнению с алюминиевым сплавом 360: 360 обеспечивает отличную герметичность под давлением и используется для высокопрочных компонентов. Однако сплав 383 часто предпочтительнее благодаря своим превосходным литейным характеристикам и простоте использования при производстве сложных форм.
Применение в мини-корпусе интеркома
Использование алюминиевого сплава 383 в мини-корпусах интеркомов позволяет использовать эти свойства для создания легкого и прочного продукта. Высокая коррозионная стойкость сплава обеспечивает долгосрочную долговечность. В то же время его отличная литейность позволяет создавать корпуса с точными размерами и сложным дизайном.
В телекоммуникациях, где от компонентов ожидается надежная работа в различных условиях окружающей среды, алюминиевый сплав 383 предлагает надежное решение. Его пригодность для литья тонких стенок делает его особенно выгодным для мини-корпусов интеркомов, где компактность и эффективность имеют важное значение.
Подводя итог, можно сказать, что алюминиевый сплав 383 сочетает в себе коррозионную стойкость, механическую прочность и литейность и хорошо подходит для требовательных нужд телекоммуникационной отрасли в отношении мини-корпусов интеркомов.
Обзор производственного процесса
Описание общего производственного процесса
Производство мини-корпусов интеркомов из алюминиевого сплава 383 включает в себя сложные этапы, каждый из которых критически важен для обеспечения соответствия конечного продукта самым высоким стандартам качества и производительности. Процесс интегрирует несколько передовых производственных технологий: литье алюминия под давлением, обработку на станках с ЧПУ, нарезание резьбы, полировку и финишную обработку методом физического осаждения из паровой фазы (PVD).
Литье алюминия под давлением: Этот процесс начинается с создания точных пресс-форм для корпуса интеркома. Расплавленный алюминиевый сплав 383 впрыскивается в эти формы под высоким давлением, формируя основную форму корпуса с тонкими стенками и сложными деталями.
Обработка на станках с ЧПУ: Обработка на станках с ЧПУ обеспечивает высокоточные поверхности сборки и точные размеры после литья. Этот этап гарантирует, что все компоненты корпуса будут идеально подходить друг к другу и функционировать правильно.
Нарезание резьбы: Затем на корпусах нарезается резьба, обеспечивая необходимые элементы для сборки. Точное нарезание резьбы имеет решающее значение для обеспечения долговечности и функциональности конечного продукта.
Полировка: Для подготовки поверхности к отделке корпуса подвергаются полировке. Этот этап сглаживает поверхности, удаляя любые дефекты, которые могут повлиять на качество покрытия PVD.
Финишная обработка PVD: Наконец, наносится покрытие PVD (физическое осаждение из паровой фазы). Этот передовой процесс отделки повышает долговечность, внешний вид и устойчивость корпуса к износу и коррозии.
Важность каждого этапа для достижения качества конечного продукта
Каждый этап производственного процесса играет жизненно важную роль в достижении желаемого качества и производительности мини-корпуса интеркома.
Литье под давлением: Обеспечивает структурную целостность и точность размеров корпуса. Правильный дизайн пресс-формы и технологии литья необходимы для производства тонкостенных компонентов без дефектов.
Обработка на станках с ЧПУ: Обеспечивает высокую точность, необходимую для критических поверхностей сборки. Точная обработка гарантирует, что все детали идеально подходят друг к другу, сохраняя функциональность и надежность интеркома.
Нарезание резьбы: Добавляет необходимые элементы сборки с высокой точностью, обеспечивая надежные и secure соединения. Плохое нарезание резьбы может привести к проблемам со сборкой и функциональным сбоям.
Полировка: Подготавливает поверхность для финишной обработки PVD, устраняя дефекты, которые могут ухудшить адгезию и внешний вид покрытия. Гладкая поверхность имеет решающее значение для достижения высококачественной отделки.
Финишная обработка PVD: Улучшает поверхностные свойства корпуса, обеспечивая отличную износостойкость, твердость и эстетическую привлекательность. Этот заключительный этап гарантирует, что корпус будет хорошо работать и выглядеть профессионально и долговечно.
Интегрированный подход для оптимальных результатов
Интеграция этих технологий в бесперебойный производственный поток имеет решающее значение для производства высококачественных мини-корпусов интеркомов. Каждый этап процесса дополняет другие, resulting в конечном продукте, который отвечает строгим требованиям телекоммуникационной отрасли.
Синергия процессов: Сочетание литья под давлением, обработки на станках с ЧПУ, нарезания резьбы, полировки и финишной обработки PVD гарантирует, что каждый корпус будет функционально надежным и эстетически привлекательным.
Контроль качества: Во время производства внедряются строгие меры контроля качества для выявления и исправления отклонений, обеспечивая постоянное качество и производительность продукта.
Процесс литья под давлением
Подробное объяснение процесса литья под давлением для алюминиевого сплава 383
Литье под давлением — это производственный процесс, включающий вдавливание расплавленного металла под высоким давлением в полость формы. Для алюминиевого сплава 383 этот процесс особенно выгоден благодаря его отличной литейности и способности производить сложные и тонкостенные компоненты.
Соображения по дизайну пресс-формы для тонких стенок: Дизайн пресс-формы имеет решающее значение при работе с тонкостенными компонентами. Чтобы предотвратить слабые места и обеспечить равномерное охлаждение, пресс-форма должна учитывать равномерную толщину стенок для мини-корпусов интеркомов. Продвинутое программное обеспечение для моделирования часто используется для оптимизации дизайна пресс-формы и прогнозирования потенциальных проблем перед началом производства.
Процесс впрыска: Расплавленный алюминиевый сплав 383 впрыскивается в форму под высоким давлением, что помогает заполнить сложные детали и тонкие секции корпуса. Поддержание постоянной температуры и давления необходимо для избежания дефектов, таких как пористость или неполное заполнение.
Охлаждение и затвердевание: Как только расплавленный сплав заполняет форму, он должен остыть и затвердеть. Скорость охлаждения должна контролироваться, чтобы избежать внутренних напряжений и обеспечить структурную целостность корпуса. Правильные каналы охлаждения внутри формы помогают достичь равномерного затвердевания.
Проблемы литья тонких стенок под давлением
Производство тонкостенных компонентов, отлитых под давлением, представляет собой несколько проблем, которые необходимо решить для обеспечения высококачественных результатов.
Управление скоростью потока и охлаждения: Тонкие стенки могут охлаждаться слишком быстро, что приводит к неполному заполнению или дефектам. Чтобы управлять этим, необходим точный контроль над скоростью потока расплавленного металла и скоростью охлаждения. Для поддержания оптимальных условий используются современные машины для литья под давлением, оснащенные системами мониторинга и управления в реальном времени.
Обеспечение структурной целостности и избежание дефектов: Тонкие стенки более подвержены дефектам, таким как пористость, коробление и растрескивание. Для противодействия этим проблемам уделяется пристальное внимание составу сплава, дизайну пресс-формы и параметрам литья. Вакуумное литье под давлением также может использоваться для минимизации захвата воздуха и пористости.
Меры контроля качества
Поддержание высокого качества при литье под давлением требует тщательного осмотра и тестирования на различных этапах производства.
Рентгеновский контроль: Этот метод неразрушающего контроля обнаруживает внутренние дефекты, такие как пористость или трещины, в тонкостенных секциях корпуса.
Размерный контроль: Инструменты прецизионных измерений, такие как координатно-измерительные машины (CMM), гарантируют, что отлитые детали соответствуют указанным размерам и допускам.
Механические испытания: Образцы из партии отливок подвергаются механическим испытаниям для проверки их прочности, твердости и других соответствующих свойств.
Пример успешного литья тонких стенок под давлением
Реальный пример демонстрирует успех литья тонких стенок под давлением с использованием алюминиевого сплава 383 для мини-корпусов интеркомов. В недавнем проекте дизайн корпуса требовал стенок толщиной всего 1,5 мм при сохранении структурной целостности и точности.
Оптимизированный дизайн пресс-формы: Дизайн пресс-формы был оптимизирован с использованием продвинутого программного обеспечения для моделирования, чтобы обеспечить равномерный поток и охлаждение, снижая вероятность дефектов.
Контролируемые параметры литья: Машина для литья под давлением была запрограммирована с точными параметрами температуры, давления и скорости охлаждения. Это гарантировало, что каждый корпус был произведен в соответствии с требуемыми спецификациями.
Контроль после литья: Строгие меры контроля качества, включая рентгеновский контроль и размерные проверки, подтвердили, что корпуса соответствуют высоким стандартам, требуемым для телекоммуникационных приложений.
Нарезание резьбы и подготовка к сборке
Техники нарезания резьбы на деталях, отлитых из алюминия под давлением
Нарезание резьбы является важным этапом подготовки мини-корпусов интеркомов к сборке. Оно включает создание внутренней или внешней резьбы на деталях из алюминия, отлитых под давлением, для облегчения надежных соединений с другими компонентами. Учитывая механические свойства алюминиевого сплава 383, необходимо применять специальные техники для обеспечения высококачественной резьбы.
Нарезание метчиком: Нарезание метчиком обычно используется для внутренней резьбы. Метчики из быстрорежущей стали (HSS) или карбида выбираются за их долговечность и способность сохранять острые режущие кромки. Процесс тщательно контролируется для предотвращения таких проблем, как задиры или разрывы резьбы, которые могут нарушить целостность резьбы.
Фрезерование резьбы: В качестве альтернативы нарезанию метчиком, фрезерование резьбы предлагает больший контроль и гибкость. Используя станки с ЧПУ, инструменты для фрезерования резьбы создают резьбу путем спиральной интерполяции, производя точную и согласованную резьбу с меньшим риском накопления стружки.
Накатка резьбы: Для конкретных применений накатка резьбы (или формование резьбы) может создавать резьбу без резания. Этот метод вытесняет материал для формирования резьбы, создавая более прочную и износостойкую резьбу. Однако это требует, чтобы материал обладал достаточной гибкостью.
Обеспечение целостности и долговечности резьбы
Целостность и долговечность резьбы необходимы для надежной сборки и долгосрочной производительности мини-корпусов интеркомов. Для обеспечения высококачественной резьбы внедряются несколько практик.
Смазка: Надлежащие смазочные материалы уменьшают трение и нагрев во время нарезания резьбы, предотвращая износ инструмента и повреждение материала. Это помогает получить более гладкую и чистую резьбу.
Контроль качества: Резьбовые калибры и системы оптического контроля используются для проверки точности и согласованности резьбы. Любые отклонения от указанных размеров немедленно устраняются для поддержания качества.
Термическая обработка: В некоторых случаях после нарезания резьбы может применяться термическая обработка для улучшения механических свойств резьбы, делая их более устойчивыми к износу и деформации.
Важность точности в резьбовых компонентах для сборки и функциональности
Прецизионное нарезание резьбы гарантирует, что собранный корпус интеркома работает надежно и соответствует стандартам производительности. Следующие аспекты подчеркивают ее важность:
Надежные соединения: Точная резьба обеспечивает плотные соединения между компонентами, предотвращая ослабление или смещение во время работы.
Легкость сборки: Хорошо сформированная резьба облегчает более плавную сборку, снижая риск перекоса резьбы и делая процесс более эффективным.
Производительность и надежность: Прецизионная резьба способствует общей структурной целостности корпуса, гарантируя, что он может выдерживать механические напряжения и условия окружающей среды, с которыми он столкнется в процессе эксплуатации.
Реальный пример точности нарезания резьбы
В недавней производственной партии мини-корпусов интеркомов процесс нарезания резьбы требовал достижения допуска шага резьбы ±0,005 мм. Вот как была достигнута эта точность:
Продвинутые станки с ЧПУ: Станки с ЧПУ, оснащенные возможностями фрезерования резьбы, создавали резьбу. Эти машины обеспечивали необходимую точность и контроль для поддержания жестких допусков.
Выбор и обслуживание инструмента: Были выбраны высококачественные карбидные фрезы для резьбы за их остроту и долговечность. Регулярное обслуживание и осмотр инструментов обеспечивали постоянную производительность в течение всего производственного цикла.
Мониторинг в реальном времени: Системы мониторинга в процессе отслеживали операцию нарезания резьбы, предоставляя обратную связь в реальном времени об износе инструмента и качестве резьбы. При необходимости вносились корректировки для поддержания требуемых допусков.
Контроль после нарезания резьбы: Каждая резьбовая деталь проходила тщательный осмотр с использованием резьбовых калибров и оптических систем для проверки размеров и качества резьбы. Любые детали, не соответствующие стандартам, подвергались доработке или браковались.
Полировка и подготовка поверхности
Техники полировки алюминия
Полировка является критическим этапом в производственном процессе мини-корпусов интеркомов, особенно при подготовке к таким техникам поверхностной отделки, как PVD (физическое осаждение из паровой фазы). Полировка алюминия включает несколько техник для достижения гладкой, свободной от дефектов поверхности.
Механическая полировка: Этот метод использует абразивные материалы для физического удаления дефектов с поверхности. Стандартные инструменты включают роторные buffers, шлифовальные круги и абразивные ленты. Механическая полировка эффективна для первоначальной грубой полировки и удаления более значительных поверхностных дефектов.
Химическая полировка: Включает использование химических растворов для сглаживания поверхности путем избирательного растворения высоких точек на поверхности алюминия. Этот метод часто используется после механической полировки для достижения более равномерной отделки.
Электрополировка: Электрохимический процесс, который сглаживает и осветляет поверхность алюминия путем удаления тонкого слоя материала. Эта техника полезна для достижения высокоглянцевого покрытия и удаления микроскопических поверхностных неровностей.
Важность гладкости поверхности для покрытия PVD
Гладкая, свободная от дефектов поверхность необходима для успеха процесса покрытия PVD. Качество отделки PVD напрямую зависит от состояния подложки. Вот почему гладкость поверхности имеет решающее значение:
Адгезия: Гладкая поверхность обеспечивает лучшую адгезию для покрытия PVD, гарантируя, что оно хорошо сцепляется с алюминиевой подложкой. Плохая адгезия может привести к отслаиванию или шелушению покрытия.
Равномерность: Поверхностные неровности могут вызвать неравномерное осаждение покрытия PVD, resulting в непостоянной толщине и потенциальных слабых местах. Отполированная поверхность помогает достичь равномерного слоя покрытия.
Эстетическое качество: Внешний вид таких компонентов, как мини-корпуса интеркомов, имеет важное значение. Гладкая поверхность улучшает визуальную привлекательность покрытия PVD, обеспечивая элегантную и профессиональную отделку.
Проверки качества для обеспечения готовности поверхности
Перед нанесением покрытия PVD проводится несколько проверок качества, чтобы убедиться, что поверхность adequately подготовлена.
Визуальный осмотр: Проводится тщательный визуальный осмотр для выявления любых видимых дефектов, таких как царапины, вмятины или шероховатые участки. Любые дефекты устраняются посредством дополнительной полировки.
Измерение шероховатости поверхности: Инструменты, такие как профилометры, измеряют шероховатость поверхности, чтобы убедиться, что она соответствует требуемым спецификациям. Для покрытий PVD обычно желательна шероховатость поверхности (Ra) менее 0,2 микрометра.
Очистка: Отполированные алюминиевые детали тщательно очищаются для удаления загрязнений, таких как масла, пыль или остатки полировки. Для достижения безупречной поверхности часто используются ультразвуковые и химические методы очистки.
Пример достижения высококачественной подготовки поверхности
В недавнем проекте,涉及 мини-корпусов интеркомов, достижение высококачественной отделки поверхности было критическим для успеха покрытия PVD. Вот как это было достигнуто:
Последовательная полировка: Корпуса подвергались последовательному процессу полировки, начиная с coarse абразивных лент и постепенно переходя к более мелким зернам. Этот пошаговый подход ensured удаление всех поверхностных дефектов.
Электрополировка для финальной отделки: После механической полировки детали подвергались электрополировке для достижения зеркального покрытия. Этот процесс улучшил гладкость поверхности и подготовил ее для оптимальной адгезии покрытия PVD.
Строгие проверки качества: Каждый корпус проверялся на шероховатость поверхности и чистоту. Любые детали, не соответствующие строгим критериям, повторно полировались и очищались до тех пор, пока не проходили проверку.
Финишная обработка PVD (физическое осаждение из паровой фазы)
Объяснение процесса PVD
Физическое осаждение из паровой фазы (PVD) — это передовая техника поверхностной отделки для нанесения тонких, высокопроизводительных покрытий на различные подложки. Процесс PVD включает испарение твердого материала в вакууме и последующее его осаждение на подложку, образуя тонкую пленку.
Испарение: Материал покрытия, часто металл, такой как титан, хром или алюминий, испаряется с использованием методов термического испарения, распыления или дугового испарения.
Транспортировка: Испаренный материал проходит через вакуумную камеру, обеспечивая минимальное загрязнение и чистую среду осаждения.
Осаждение: Пар конденсируется на подложке (в данном случае на алюминиевом корпусе интеркома), образуя тонкое, равномерное покрытие, которое улучшает поверхностные свойства основного материала.
Преимущества PVD для алюминия
PVD предлагает несколько преимуществ при нанесении на алюминиевые компоненты, такие как мини-корпуса интеркомов:
Повышенная долговечность: Покрытия PVD значительно улучшают износостойкость и твердость алюминия, продлевая срок службы компонента.
Коррозионная стойкость: Покрытие обеспечивает защитный барьер, который усиливает естественную коррозионную стойкость алюминия, делая его пригодным для harsh сред.
Эстетическая привлекательность: Покрытия PVD могут достигать различных видов отделки, включая металлические, матовые и цветные外观, enhancing визуальную привлекательность корпуса.
Экологичный процесс: PVD — это чистый, экологически безопасный процесс, который produces минимальные отходы по сравнению с традиционными методами покрытия, такими как гальваника.
Проблемы обработки PVD литого алюминия
Нанесение покрытий PVD на литой алюминий представляет уникальные проблемы из-за свойств материала и процесса литья:
Подготовка поверхности: Как обсуждалось в разделе 6, достижение идеально гладкой и чистой поверхности необходимо для адгезии PVD. Любые поверхностные дефекты или загрязнители могут привести к отказам покрытия.
Проблемы с адгезией: Пористая природа литого алюминия может создавать проблемы с адгезией. Правильная обработка поверхности и использование слоев, promoting адгезию, имеют решающее значение.
Равномерная толщина покрытия: Обеспечение равномерной толщины покрытия, особенно на сложных геометриях, требует точного контроля над параметрами процесса PVD.

Достижение высококачественной, долговечной отделки поверхности
Чтобы преодолеть эти проблемы и добиться высококачественной отделки PVD на корпусах интеркомов из литого алюминия, применяются несколько этапов и техник:
Подготовка поверхности: Как highlighted в разделе 6, тщательная полировка и очистка обеспечивают гладкую, свободную от загрязнений поверхность. Этот этап критически важен для успешного покрытия PVD.
Слои адгезии: Перед нанесением финального покрытия PVD может быть осажден промежуточный слой, такой как титан или хром, для улучшения адгезии. Этот слой действует как связующее вещество между алюминиевой подложкой и покрытием PVD.
Оптимизированные параметры PVD: Параметры процесса PVD, включая температуру, давление и скорость осаждения, тщательно контролируются для достижения равномерной толщины покрытия и оптических свойств. Продвинутые системы PVD с возможностями мониторинга в реальном времени обеспечивают consistent результаты.
Обеспечение качества: После покрытия корпуса проходят rigorous проверки качества для verification толщины покрытия, адгезии и отделки поверхности. Такие техники, как рентгенофлуоресцентный анализ (XRF) и тесты на царапины, оценивают целостность и производительность покрытия.
Пример успешного применения покрытия PVD
В недавнем проекте мини-корпуса интеркомов требовали долговечной, эстетически приятной отделки, которая могла бы выдержать harsh условия окружающей среды. Вот как процесс покрытия PVD был успешно применен:
Подготовка: Алюминиевые корпуса были отполированы до зеркального блеска и тщательно очищены для удаления всех загрязнений.
Промежуточный слой: Был осажден тонкий слой титана для promotion адгезии между алюминием и финальным покрытием PVD.
Покрытие PVD: Корпуса были покрыты слоем нитрида титана (TiN), известным своей твердостью и золотистым внешним видом. Параметры процесса были оптимизированы для обеспечения равномерной толщины покрытия в 2 микрометра.
Контроль качества: Покрытые корпуса были inspected на предмет толщины покрытия и адгезии. Тесты на царапины confirmed долговечность покрытия, а визуальные осмотры ensured безупречную отделку поверхности.
Преодоление производственных проблем
Резюме основных проблем
Производство высококачественных мини-корпусов интеркомов из алюминиевого сплава 383 involves addressing several critical challenges throughout manufacturing. Эти проблемы включают:
Литье тонких стенок под давлением: Обеспечение структурной целостности тонкостенных секций при сохранении точности размеров и предотвращении дефектов, таких как пористость и коробление.
Высокоточная обработка на станках с ЧПУ: Достижение точных допусков на критических поверхностях сборки для обеспечения бесшовной посадки и функциональности.
Обработка PVD литого алюминия: Подготовка поверхности литого алюминия для покрытия PVD для обеспечения адгезии, равномерности и долговечности.
Решения и стратегии, внедренные для преодоления этих проблем
Продвинутые техники дизайна пресс-форм
Программное обеспечение для моделирования: Использование продвинутого программного обеспечения для оптимизации дизайна пресс-формы для тонкостенных секций. Это помогает предсказать и address потенциальные проблемы, связанные со скоростью потока и охлаждения, обеспечивая равномерное затвердевание и снижая риск дефектов.
Прецизионное изготовление пресс-форм: Применение высокоточных техник обработки и изготовления для создания пресс-форм, которые produce consistent, высококачественные отливки.
Практики прецизионной обработки на станках с ЧПУ
Выбор и обслуживание инструмента: Выбор правильных режущих инструментов, таких как инструменты из быстрорежущей стали или карбида, и их регулярное обслуживание для обеспечения остроты и долговечности. Это помогает достичь необходимой точности и отделки поверхности.
Оптимизированные параметры обработки: Тщательный выбор и adjustment параметров обработки, таких как скорость резания, подача и глубина резания, для балансировки скоростей удаления материала и качества поверхности. Это обеспечивает высокую точность и минимизирует износ инструмента.
Мониторинг в процессе: Внедрение систем мониторинга в реальном времени для отслеживания износа инструмента и условий обработки. Это позволяет немедленно вносить корректировки для поддержания точности и качества.
Специализированные методы покрытия PVD для литого алюминия
Подготовка поверхности: Выполнение тщательной полировки и очистки для достижения гладкой, свободной от дефектов поверхности. Этот этап критически важен для обеспечения proper адгезии покрытия PVD и достижения желаемой отделки.
Слои, promoting адгезию: Нанесение промежуточных слоев, таких как титан или хром, для улучшения адгезии финального покрытия PVD. Это помогает преодолеть проблемы, posed пористой природой литого алюминия.
Контролируемые параметры процесса PVD: Тщательный контроль параметров процесса PVD, включая температуру, давление и скорость осаждения, для достижения равномерной толщины покрытия и оптических свойств. Продвинутые системы PVD с возможностями мониторинга в реальном времени обеспечивают consistent результаты.
Реальное применение решений
В недавнем проекте эти стратегии были успешно внедрены для производства высококачественных мини-корпусов интеркомов для телекоммуникационной отрасли. Проект включал:
Литье тонких стенок под давлением: Используя продвинутое программное обеспечение для моделирования и прецизионное изготовление пресс-форм, команда produced тонкостенные отливки с минимальными дефектами. Конечные детали demonstrated отличную точность размеров и структурную целостность.
Высокоточная обработка на станках с ЧПУ: Оптимизированные параметры обработки, высококачественные режущие инструменты и мониторинг в реальном времени ensured, что критические поверхности сборки met допускам ±0,01 мм. Эта прецизионная обработка enabled бесшовную сборку и надежную производительность.
Покрытие PVD: После thorough подготовки поверхности и нанесения слоя, promoting адгезию, корпуса были покрыты durable и эстетически приятным слоем нитрида титана (TiN). Контролируемый процесс PVD resulted в равномерной толщине покрытия и improved поверхностных свойствах.