Создание идеальной задней крышки автомобильного дисплея: Сложности тонкостенного алюминиевого литья...
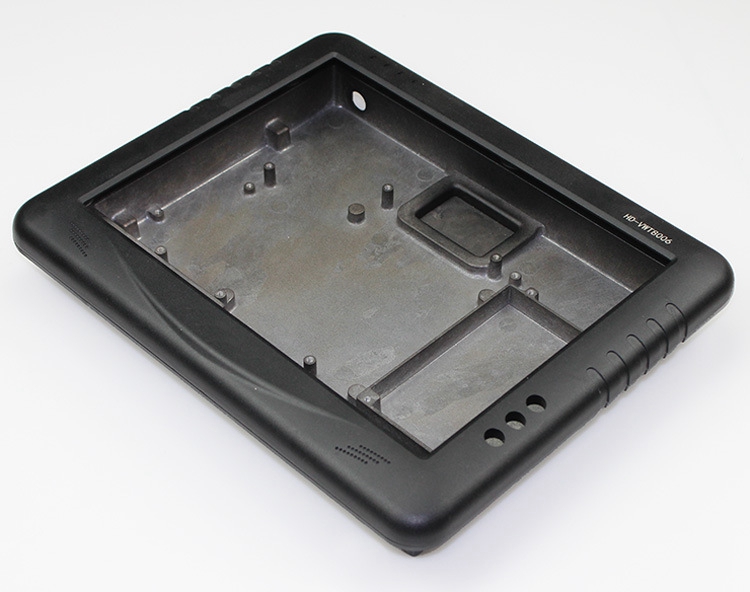
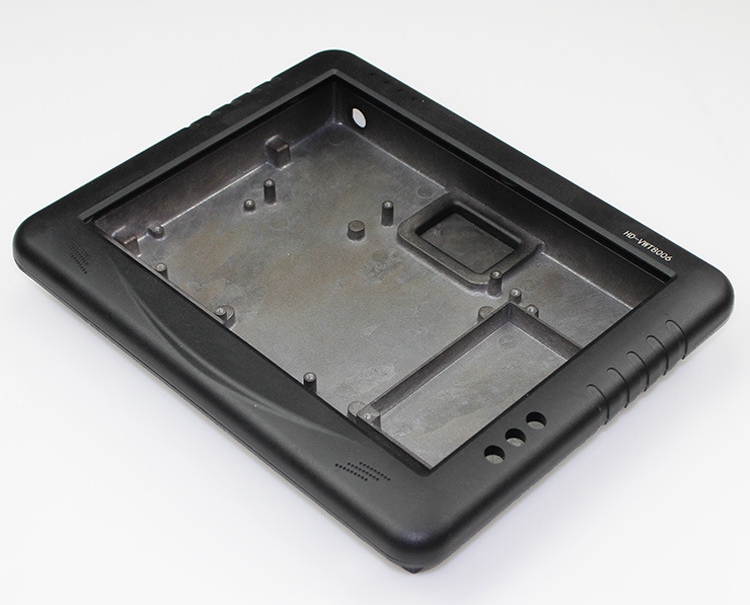
Автомобильная промышленность постоянно ищет инновационные решения для повышения производительности и эстетики транспортных средств. Одним из важнейших компонентов, который часто остается незамеченным, является задняя крышка автомобильного дисплея. Эти крышки защищают чувствительную электронику и способствуют общему внешнему виду и ощущениям от салона автомобиля.
В этой статье блога мы рассмотрим сложный производственный процесс тонкостенного алюминиевого литья под давлением для задних крышек автомобильных дисплеев. Мы изучим передовые технологии, такие как алюминиевое литье под давлением, ЧПУ-обработка, нарезание резьбы, полировка и покраска. Кроме того, мы обсудим выбор алюминиевого сплава ADC 12, важность отделки поверхности и проблемы, возникающие в процессе производства. К концу этой статьи вы глубже оцените инженерное мастерство, стоящее за этими важными автомобильными компонентами.

Обзор производственных технологий
Алюминиевое литье под давлением
Алюминиевое литье под давлением — это производственный процесс, при котором расплавленный алюминий впрыскивается в стальную форму под высоким давлением. Этот высокоэффективный метод позволяет производить детали с отличной точностью размеров и гладкой отделкой поверхности. Алюминий, особенно ADC 12, предпочтителен в автомобильных приложениях благодаря своим легким свойствам, высокой коррозионной стойкости и превосходной механической прочности. Сплав ADC 12 известен своей отличной литейной способностью. Он идеально подходит для создания сложных тонкостенных компонентов, таких как задние крышки автомобильных дисплеев.
ЧПУ-обработка
После завершения процесса алюминиевого литья под давлением детали часто требуют дальнейшей доработки для соответствия точным спецификациям. Именно здесь в игру вступает ЧПУ-обработка (числовое программное управление). ЧПУ-обработка обеспечивает высокую точность при резке, сверлении и формовке литых деталей. Это гарантирует, что задние крышки автомобильных дисплеев соответствуют точным допускам, что крайне важно для идеальной подгонки компонентов в приборной панели автомобиля. Точность ЧПУ-обработки помогает достичь стабильного качества и надежности конечного продукта.
Нарезание резьбы, полировка и покраска
Для улучшения функциональности и эстетики задней крышки автомобильного дисплея применяются дополнительные отделочные процессы:
Нарезание резьбы: Этот процесс включает создание винтовой резьбы на литых деталях. Нарезание резьбы необходимо для сборки, позволяя надежно прикрепить заднюю крышку к другим компонентам.
Полировка: Полировка — это критически важный этап для достижения гладкой, отражающей поверхности на алюминиевых деталях. Она включает механическую полировку поверхности для удаления любых дефектов, что приводит к глянцевому покрытию, улучшающему внешний вид задней крышки автомобильного дисплея.
Покраска: Покраска не только улучшает визуальную привлекательность задней крышки, но и обеспечивает защитный слой от коррозии и износа. Процесс покраски обычно включает нанесение грунтовки, базового слоя и прозрачного лака для обеспечения долговечности и высококачественной отделки.
Выбор материала для литья под давлением
Сплав ADC 12
ADC 12 — это алюминиевый сплав, широко используемый в литейной промышленности, особенно в автомобильных приложениях. В этом разделе мы рассмотрим ключевые свойства ADC 12 и почему он является предпочтительным выбором для производства задних крышек автомобильных дисплеев.
Свойства ADC 12:
Отличная литейная способность: ADC 12 имеет низкую температуру плавления и текучесть, что облегчает литье в сложные формы и тонкостенные конструкции. Это крайне важно для производства детализированных, легких компонентов, таких как задние крышки автомобильных дисплеев.
Высокое отношение прочности к весу: Одним из выдающихся свойств ADC 12 является его высокая прочность относительно веса. Это делает его идеальным для автомобильных приложений, где снижение веса без ущерба для прочности имеет важное значение.
Хорошая коррозионная стойкость: ADC 12 демонстрирует отличную устойчивость к коррозии, что жизненно важно для автомобильных компонентов, подвергающихся воздействию различных условий окружающей среды. Это обеспечивает долговечность и надежность конечного продукта.
Теплопроводность: Алюминиевые сплавы, включая ADC 12, обладают хорошей теплопроводностью, что помогает рассеивать тепло, выделяемое электронными компонентами, размещенными внутри задней крышки дисплея.
Размерная стабильность: ADC 12 обеспечивает хорошую размерную стабильность, то есть сохраняет свою форму и размеры в различных условиях, что критически важно для деталей, которые должны точно вписываться в сборку.
Почему ADC 12 выбран для задних крышек автомобильных дисплеев: Автомобильная промышленность требует материалов, соответствующих строгим стандартам производительности и безопасности. Литейная способность, прочность, коррозионная стойкость и теплопроводность ADC 12 делают его идеальным для задних крышек автомобильных дисплеев. Эти крышки должны быть легкими для повышения общей эффективности автомобиля, обеспечивая при этом надежную защиту для чувствительных электронных дисплеев.
Преимущества производительности в автомобильной среде:
Снижение веса: Использование ADC 12 помогает снизить общий вес автомобиля, способствуя лучшей топливной эффективности и снижению выбросов.
Долговечность: Присущая ADC 12 прочность и коррозионная стойкость гарантируют, что задние крышки дисплеев могут выдерживать суровые условия ежедневного использования и жесткие условия окружающей среды.
Управление теплом: Хорошая теплопроводность ADC 12 помогает управлять теплом, выделяемым электроникой дисплея, предотвращая перегрев и продлевая срок службы компонентов.
Отделка поверхности алюминиевых отливок под давлением
Полировка
Полировка является критически важным этапом в производстве задних крышек автомобильных дисплеев, особенно при работе с тонкостенными алюминиевыми отливками под давлением. Цель полировки — создать гладкую, отражающую поверхность, которая улучшает внешний вид и функциональность детали. Давайте подробнее рассмотрим используемые техники и их важность:
Техники, используемые при полировке тонкостенных отливок под давлением:
Механическая полировка: Это включает использование абразивных материалов для полировки поверхности алюминиевой детали. Механическая полировка сглаживает любые шероховатости или дефекты, которые могли возникнуть в процессе литья под давлением.
Электролитическая полировка: Электрополировка использует электролитическую ванну для удаления тонкого слоя металла, дополнительно сглаживая поверхность и улучшая ее отражающие свойства. Этот метод особенно полезен для достижения глянцевого покрытия на сложных геометриях.
Вибрационная полировка: Этот метод предполагает помещение деталей в вибрационную машину, заполненную абразивной средой. Вибрация заставляет среду мягко полировать поверхность, что особенно эффективно для деталей со сложными формами или труднодоступными участками.
Достижение гладкой и отражающей поверхности: Полировка не только улучшает визуальную привлекательность задней крышки автомобильного дисплея, но и повышает ее функциональность. Гладкая поверхность снижает трение и износ, продлевая срок службы детали. Более того, отражающая поверхность может улучшить общую эстетику салона автомобиля, обеспечивая премиальный внешний вид и ощущения.
Покраска
Покраска является завершающим этапом отделочного процесса. Она играет решающую роль в защите и украшении задней крышки автомобильного дисплея. Вот подробный обзор процесса покраски и его значимости:
Типы используемых красок и покрытий:
Грунтовка: Слой грунтовки служит основой для покраски. Он улучшает адгезию, заполняет мелкие дефекты и обеспечивает равномерную поверхность для последующих слоев.
Базовый слой: Это основной цветной слой. Для базового слоя используются автомобильные краски, чтобы обеспечить долговечность и привлекательную отделку. Выбор цвета и типа краски может варьироваться в зависимости от желаемой эстетики и требований к производительности.
Прозрачный лак: Финальный слой — это прозрачный лак, который защищает от таких факторов окружающей среды, как УФ-лучи, влага и химические вещества. Он также придает детали глянцевый вид, улучшая ее внешний вид.
Процесс покраски и его важность:
Подготовка поверхности: Перед покраской поверхность алюминиевой детали тщательно очищается и подготавливается для обеспечения оптимальной адгезии краски. Это может включать обезжиривание, шлифовку и нанесение грунтовки.
Нанесение: Краска обычно наносится с использованием распылительных техник для обеспечения равномерного и последовательного покрытия. Каждый слой (грунтовка, базовый слой и прозрачный лак) наносится и отверждается перед нанесением следующего слоя.
Отверждение: После нанесения краски деталь проходит процесс отверждения, нагреваясь до определенной температуры для затвердевания краски. Этот шаг имеет решающее значение для достижения прочной и устойчивой отделки.
Защитные и эстетические преимущества: Покраска не только улучшает визуальную привлекательность задней крышки автомобильного дисплея, но и обеспечивает необходимую защиту. Слои краски защищают алюминий от коррозии, царапин и других повреждений окружающей среды. Кроме того, высококачественная покраска может значительно повысить воспринимаемую ценность автомобиля, способствуя лучшему общему впечатлению клиента.
Проблемы в алюминиевом литье под давлением
Тонкостенное литье под давлением
Тонкостенное литье под давлением представляет уникальные проблемы из-за необходимости сохранения структурной целостности при производстве легких компонентов. Вот некоторые из основных трудностей и их решения:
Технические трудности:
Поддержание равномерной толщины стенки: Достижение постоянной толщины стенки в тонкостенных отливках критически важно для предотвращения слабых мест и обеспечения структурной целостности. Вариации могут привести к дефектам, таким как коробление или растрескивание.
Заполнение формы: Обеспечение полного и равномерного заполнения формы расплавленным алюминием является более сложной задачей при тонких стенках. Неполное заполнение может привести к дефектам и слабым местам в конечном продукте.
Решения:
Высокоточные формы: Высокоточные формы с жесткими допусками помогают достичь равномерной толщины стенки и стабильного качества.
Оптимизированные параметры литья: Настройка параметров литья, таких как скорость впрыска и давление, для обеспечения полного и равномерного заполнения формы. Использование программного обеспечения для моделирования для оптимизации этих параметров также может быть полезным.
Выбор сплава: Выбор подходящего алюминиевого сплава, такого как ADC 12, который обладает отличной текучестью, помогает достичь лучшего заполнения формы и тонкостенных структур.
Холодная усадка и деформация при литье под давлением
Холодная усадка и деформация являются распространенными проблемами при литье под давлением, особенно для тонкостенных деталей. Эти дефекты могут поставить под угрозу функциональность и внешний вид конечного продукта.
Причины:
Быстрое охлаждение: Тонкостенные участки охлаждаются быстрее, чем более толстые, что приводит к разным скоростям охлаждения и потенциальной усадке.
Остаточные напряжения: Напряжения, возникающие во время литья, могут вызывать деформацию по мере охлаждения и затвердевания детали.
Методы смягчения этих проблем:
Контролируемое охлаждение: Внедрение контролируемых процессов охлаждения обеспечивает равномерные скорости охлаждения по всей детали. Это может включать использование охлаждающих каналов внутри формы для регулирования температуры.
Термическая обработка: Применение процессов термической обработки после литья, таких как отжиг, для снятия остаточных напряжений и стабилизации размеров детали.
Оптимизация конструкции: Оптимизация конструкции детали для минимизации областей, склонных к усадке и деформации. Это может включать использование ребер жесткости или подкосов для усиления тонкостенных участков.
Пример из практики: Реальный пример
Давайте рассмотрим реальный пример, чтобы проиллюстрировать эти проблемы и решения.
Сценарий: Крупному автопроизводителю потребовалась тонкостенная алюминиевая литая задняя крышка для их нового блока автомобильного дисплея. Требования включали
поддержание равномерной толщины стенки 1,5 мм,
достижение глянцевого покрытия и
обеспечение способности детали выдерживать нагрузки окружающей среды.
Возникшие проблемы:
Неравномерная толщина стенки: Первоначальные прототипы демонстрировали вариации в толщине стенки, что приводило к структурным слабостям.
Холодная усадка: Быстрое охлаждение привело к дефектам усадки, вызывая неточности размеров.
Деформация: Остаточные напряжения привели к деформации во время процесса охлаждения, влияя на подгонку и отделку детали.
Реализованные решения:
Прецизионное формование: Производитель использовал высокоточные формы с оптимизированными литниковыми системами для обеспечения равномерной толщины стенки.
Оптимизированное охлаждение: Было внедрено контролируемое охлаждение с использованием передовых охлаждающих каналов внутри формы, обеспечивая равномерные скорости охлаждения и минимизируя усадку.
Термическая обработка после литья: Были применены процессы отжига для снятия остаточных напряжений, уменьшения деформации и стабилизации размеров.
Результат: Конечный продукт соответствовал всем спецификациям, с равномерной толщиной стенки, отсутствием дефектов усадки и отличной размерной стабильностью. Глянцевое покрытие было достигнуто благодаря тщательной полировке и покраске, что привело к визуально привлекательной и долговечной задней крышке автомобильного дисплея.
Что мы можем сделать в литье под давлением?
Производство высококачественных задних крышек автомобильных дисплеев включает сложное взаимодействие передовых производственных технологий, выбора материалов и тщательных отделочных процессов. Производители могут достичь функциональных и эстетически приятных компонентов, используя преимущества алюминиевого литья под давлением, ЧПУ-обработки, нарезания резьбы, полировки и покраски.
Ключевые выводы:
Интеграция передовых технологий:
Сочетание алюминиевого литья под давлением и ЧПУ-обработки обеспечивает точность и стабильность в производстве тонкостенных компонентов.
Нарезание резьбы, полировка и покраска являются важными отделочными этапами, которые улучшают функциональность и внешний вид конечного продукта.
Преимущества материалов:
Алюминиевый сплав ADC 12 является материалом выбора благодаря своей отличной литейной способности, высокому отношению прочности к весу, коррозионной стойкости и теплопроводности.
Эти свойства делают ADC 12 идеальным для автомобильных приложений, где производительность и долговечность имеют критическое значение.
Преодоление производственных проблем:
Тонкостенное литье под давлением представляет уникальные проблемы, которые можно решить с помощью высокоточных форм, оптимизированных параметров литья и контролируемых техник охлаждения.
Смягчение таких проблем, как холодная усадка и деформация при литье под давлением, требует сочетания оптимизации конструкции и обработки после литья.
Важность отделки поверхности:
Процессы полировки и покраски имеют решающее значение для достижения гладкой, отражающей поверхности и обеспечения защитных слоев от факторов окружающей среды.
Высококачественная отделка поверхности улучшает визуальную привлекательность и долговечность задней крышки автомобильного дисплея.
Практическое применение:
Пример из практики подчеркивает практическое применение этих технологий и процессов, демонстрируя, как можно преодолеть проблемы для производства превосходных автомобильных компонентов.
Успешное производство задних крышек автомобильных дисплеев демонстрирует важность точности, инноваций и контроля качества в производстве.
Будущие тенденции в тонкостенном литье под давлением для автомобильной промышленности
Автомобильная промышленность готова к дальнейшим достижениям в области тонкостенного литья под давлением и связанных производственных процессов. Ожидается, что инновации, такие как улучшенное программное обеспечение для моделирования, усовершенствованные составы материалов и автоматизированные отделочные техники, будут способствовать еще более высоким стандартам качества и эффективности.
Потенциальные разработки:
Улучшенное моделирование и управление процессом: Продолжающиеся улучшения в инструментах моделирования позволят лучше прогнозировать и контролировать параметры литья, что приведет к снижению дефектов и повышению стабильности.
Новые инновации в материалах: Исследования новых алюминиевых сплавов и композитных материалов могут предложить лучшие характеристики производительности, такие как повышенная прочность и улучшенные тепловые свойства.
Автоматизация в отделочных процессах: Автоматизация и робототехника в процессах полировки, покраски и других отделочных процессах повысят точность, сократят ручной труд и увеличат скорость производства.
