Entendendo o Sinterização Seletiva a Laser (SLS): Guia completo
No dinâmico e em constante evolução mundo da manufatura e do design, as tecnologias de impressão 3D tornaram-se um farol de inovação, remodelando a forma como os produtos são conceptualizados, concebidos e materializados. Entre as inúmeras técnicas de manufatura aditiva, a Sinterização Seletiva a Laser (SLS) destaca-se pela versatilidade, pela capacidade de produzir geometrias complexas e pela durabilidade das peças fabricadas. Desenvolvida em meados da década de 1980, a SLS evoluiu de um processo de produção inovador para uma tecnologia basilar na prototipagem rápida e na manufatura digital direta.

A Sinterização Seletiva a Laser (SLS) utiliza um laser de alta potência para fundir pequenas partículas de pó polimérico, metálico ou de outros materiais, formando um objeto tridimensional sólido. O processo distingue-se pela capacidade única de criar peças robustas, complexas e prontas para uso funcional sem necessidade de estruturas de suporte adicionais. Esta característica simplifica a produção e abre novas vias para a inovação em design, anteriormente limitada pelas restrições dos métodos de manufatura tradicionais.
Os Fundamentos da Sinterização Seletiva a Laser (SLS)
A Sinterização Seletiva a Laser (SLS) é uma poderosa técnica de impressão 3D que conquistou um nicho no universo da manufatura aditiva, oferecendo flexibilidade ímpar em design e produção. Ao explorarmos os fundamentos da SLS, é essencial compreender o que diferencia esta tecnologia e como evoluiu para se tornar uma ferramenta vital em vários setores.
Definição e Evolução
A SLS é um processo de manufatura aditiva que utiliza um laser para sinterizar material em pó — tipicamente plástico, metal, cerâmica ou vidro — ligando as partículas para criar uma estrutura sólida. Ao contrário de outras técnicas de impressão 3D que exigem suportes, a SLS constrói as peças fundindo o material camada a camada, de baixo para cima, permitindo geometrias complexas com grande liberdade de design.
O conceito de SLS foi desenvolvido em meados dos anos 1980 pelos Drs. Carl Deckard e Joe Beaman, na Universidade do Texas em Austin. Comercializada no final dessa década, a tecnologia passou por avanços significativos, ampliando o leque de materiais e encontrando novas aplicações numa vasta gama de indústrias.
O Processo SLS Explicado
O processo SLS envolve alguns componentes-chave: um laser de alta potência, uma cama de pó e uma plataforma de construção. Eis uma visão simplificada do funcionamento:
Preparação da Câmara de Construção: A câmara é pré-aquecida até uma temperatura ligeiramente abaixo do ponto de fusão do material em pó. Este pré-aquecimento permite ao laser sinterizar o pó de forma mais eficiente.
Deposição do Pó: Uma camada fina de pó é espalhada sobre a plataforma. A espessura desta camada varia tipicamente entre 0,1 e 0,15 mm.
Sinterização a Laser: O laser seleciona e sinteriza o pó conforme a secção transversal do modelo 3D, ligando as partículas para formar uma camada sólida.
Descida da Plataforma: Após sinterizar uma camada, a plataforma desce e uma nova camada de pó é aplicada por cima. O processo repete-se até a peça ficar totalmente construída.
Arrefecimento e Limpeza: A câmara arrefece antes da remoção das peças. O pó excedente é limpo e muitas vezes reciclado para futuras utilizações.
Componentes Críticos de uma Impressora SLS
Laser: Controlado e focado com precisão para sinterizar o material. A intensidade e a velocidade influenciam diretamente a qualidade final.
Cama de Pó: Superfície onde o pó é depositado e sinterizado camada a camada. O pó não sinterizado também sustenta a peça durante a impressão, dispensando suportes.
Plataforma de Construção: Plataforma dentro da câmara onde a peça é impressa. Desce incrementalmente após cada camada para permitir a adição de novo pó.
Como Funciona a SLS — O Processo Técnico
Aprofundando o funcionamento da Sinterização Seletiva a Laser (SLS), desvendamos o processo que transforma materiais em pó em peças sólidas e funcionais. Esta secção detalha, passo a passo, a interação sofisticada entre calor, material e precisão do laser que define esta técnica.

Explicação Passo a Passo do Processo SLS
Preparação e Modelação Digital
Antes de imprimir, cria-se um modelo 3D em software CAD. O modelo é convertido para .STL (ou formato similar) e fatiado em camadas horizontais finas para construção sequencial.
Dispersão do Pó
A máquina é pré-aquecida abaixo do ponto de fusão do pó. Uma lâmina ou rolo espalha uma camada uniforme sobre a plataforma. A consistência da espessura é crucial para detalhe e resistência.
Sinterização a Laser
Um laser de alta potência varre a primeira camada, sinterizando seletivamente o pó segundo o fatiamento do modelo CAD. O laser aquece o pó ligeiramente acima do ponto de fusão, promovendo a ligação das partículas sem fusão total.
Construção do Objeto
Após a primeira camada, a plataforma desce a espessura de uma camada. Uma nova camada de pó é espalhada e o laser repete o processo, unindo a nova camada à anterior, até completar a peça.
Arrefecimento e Pós-Processamento
Concluída a impressão, a câmara arrefece (o que pode levar horas, consoante dimensão e complexidade). As peças são então extraídas do leito de pó. O excesso de pó é removido por escovagem ou ar comprimido e pode ser reutilizado. Podem aplicar-se etapas adicionais — jato de areia, coloração ou infiltração — para acabamento e propriedades mecânicas desejadas.
Papel do Controlo de Temperatura e da Atmosfera Inerte
Controlo de Temperatura: Manter a temperatura correta na câmara é crítico. A cama pré-aquecida minimiza gradientes térmicos e assegura sinterização uniforme, essencial para propriedades mecânicas e precisão dimensional.
Atmosfera Inerte: Muitas máquinas SLS operam com nitrogénio ou árgon para evitar oxidação do pó durante a sinterização. Em SLS metálico, isto é vital para pureza e integridade das peças.
Materiais Utilizados na Impressão SLS
A SLS destaca-se pela ampla compatibilidade de materiais, permitindo criar peças que respondem a requisitos funcionais e estéticos variados. Esta versatilidade torna-a escolha preferencial do setor aeroespacial à moda. Eis os materiais mais comuns, as suas vantagens e a comparação com outras tecnologias.
Panorâmica dos Materiais SLS
Polímeros: Nylon 11 e Nylon 12 são os mais usados, pelo equilíbrio entre resistência, flexibilidade e durabilidade. Adequados a protótipos funcionais, peças finais e conjuntos complexos.
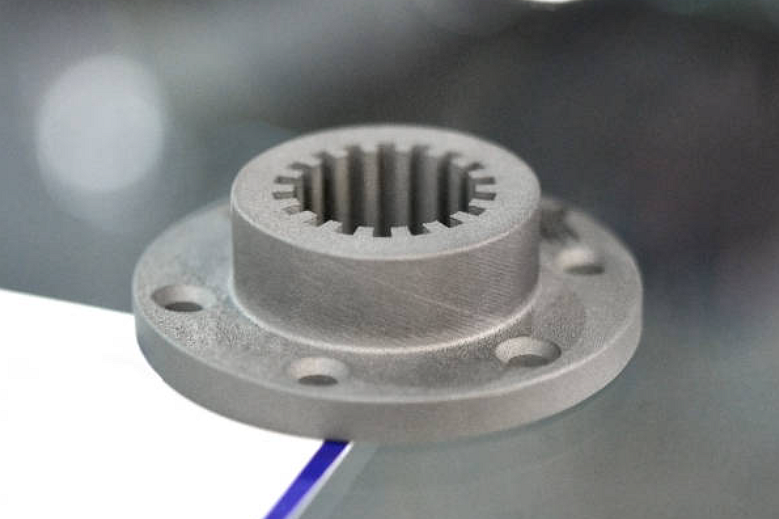
Metais: Alumínio, aço, titânio, entre outros. A SLS metálica (muitas vezes chamada DMLS) produz peças duráveis e resistentes ao calor para aeroespacial, automóvel e medical.
Compósitos e Cargas: Pós base misturados com fibra de vidro, carbono ou outros aditivos para aumentar rigidez, resistência térmica ou condutividade elétrica.
Cerâmicas: Menos comuns, mas úteis quando se requer alta resistência térmica, biocompatibilidade ou propriedades elétricas específicas.
Vantagens do Uso de Materiais em Pó
Reciclabilidade: Elevada taxa de reaproveitamento do pó não sinterizado, reduzindo desperdício e custo.
Estruturas sem Suportes: O próprio pó sustenta a peça durante a impressão, permitindo geometrias complexas e cavidades internas sem remoção de suportes.
Eficiência de Material: Sinteriza-se apenas o necessário em cada camada, o que é crucial com metais e compósitos dispendiosos.
Comparação com Outras Tecnologias
Diversidade de Materiais: Face a FDM e SLA, a SLS oferece gama mais ampla, sobretudo em polímeros de alto desempenho e metais.
Peças Funcionais: Embora FDM e SLA sejam excelentes para protótipos e modelos estéticos, a SLS tende a fornecer melhores propriedades mecânicas para peças funcionais e de uso final.
Acabamento e Detalhe: A SLA alcança detalhes mais finos e superfícies mais lisas; porém, as peças SLS são mais robustas quando a função prevalece sobre a forma.
Vantagens da SLS face a Outras Técnicas Aditivas
A SLS consolidou-se como tecnologia pivotal, oferecendo benefícios únicos. A capacidade de produzir peças resistentes, complexas e sem suportes torna-a transformadora para muitas indústrias.

Versatilidade de Materiais
A compatibilidade com polímeros de alto desempenho, metais e compósitos permite selecionar o material ideal para cada aplicação, cobrindo desde protótipos funcionais a peças finais.
Geometrias Complexas e Detalhe
Um dos destaques da SLS é fabricar peças com detalhes intrincados e geometrias internas complexas — frequentemente limitadas ou impossíveis em FDM ou SLA. O leito de pó suporta as zonas sinterizadas, viabilizando saliências, reentrâncias e canais internos sem suportes.
Elevada Resistência e Durabilidade
Peças SLS são reconhecidas pela resistência e durabilidade, adequadas a ensaios funcionais e uso final. O processo gera peças quase isotrópicas, com propriedades consistentes em todas as direções.
Eficiência em Produção por Lotes
É possível aninhar peças no volume de construção, otimizando espaço e material. Isto reduz tempo e custo, tornando a SLS excelente para séries pequenas a médias — com possibilidade de operações prolongadas sem supervisão.
Menos Resíduos e Reciclabilidade
O reaproveitamento do pó não utilizado reduz drasticamente o desperdício e o custo, reforçando a sustentabilidade do processo.
Comparação Resumida
A SLA oferece melhor acabamento e microdetalhe; a SLS vence em propriedades mecânicas e complexidade sem suportes. Face ao FDM, a SLS traz mais opções de materiais e geometrias mais intrincadas; porém, o FDM pode ser mais acessível para entradas de gama.
Aplicações Práticas da Tecnologia SLS
A SLS transformou diversos setores ao oferecer um método flexível, eficiente e robusto de produzir peças. A criação de geometrias complexas sem suportes e o leque de materiais abriram novas possibilidades de design e manufatura.
Aeroespacial e Automóvel
Produção de componentes leves e duráveis que suportam ambientes exigentes, desde condutas e componentes de sistemas de combustível a ferramentas e gabaritos para linhas de montagem. Peças leves melhoram eficiência e desempenho.
Medicina e Dentária
Implantes, próteses e instrumentos cirúrgicos personalizados, graças a materiais biocompatíveis. Produção de modelos dentários e dispositivos ortodônticos, agilizando fluxos clínicos e laboratoriais.
Produtos de Consumo e Moda
Do wearables à joalharia e eyewear personalizados, aliando estética a conforto. Suporta prototipagem rápida e customização em eletrónica de consumo.
Industrial e Engenharia
Protótipos funcionais, peças finais e ferramentas complexas com propriedades mecânicas elevadas. Permite canais internos para estudos de escoamento, elementos de dissipação térmica e estruturas leves para robótica. Eficiência em séries pequenas a médias de componentes especializados.
Arte e Arquitetura
Esculturas, maquetas e peças funcionais com detalhes e texturas complexas, expandindo fronteiras do design e da construção.
Comparar SLS com Outras Tecnologias de Impressão 3D
Com o ecossistema de manufatura aditiva em evolução, compreender as nuances entre tecnologias é crucial para escolher o método mais adequado. A SLS é frequentemente comparada a FDM, SLA e DMLS.
SLS vs. FDM
Materiais: O FDM usa sobretudo filamentos termoplásticos; a SLS trabalha com pós — polímeros, metais e compósitos — com maior versatilidade funcional.
Acabamento e Detalhe: A SLS tende a apresentar acabamento mais uniforme e permite geometrias mais complexas sem suportes.
Adequação: FDM é acessível e económico para hobbies e protótipos preliminares; SLS é preferível para protótipos funcionais e peças finais que exigem maior resistência, precisão e complexidade.
SLS vs. SLA
Durabilidade: SLA oferece alta resolução e superfícies lisas; SLS, em geral, fornece maior durabilidade para peças funcionais.
Flexibilidade de Design: Ambas permitem geometrias complexas; a SLS tem vantagem em funcionalidades internas graças ao suporte do pó.
Pós-Processo: SLA requer lavagem e cura; SLS necessita sobretudo de despoeiramento, acelerando a entrega.
SLS vs. DMLS
Materiais: DMLS é metal dedicado, com ampla gama de ligas; SLS é reconhecida sobretudo em polímeros, embora exista em metais.
Complexidade/Aplicação: Ambas criam geometrias complexas; DMLS produz peças mais densas para aplicações de alto esforço.
Custo e Velocidade: Para polímeros, SLS é normalmente mais rápida e económica do que DMLS, que exige mais energia e pós-processamento.
Orientação para Escolher a Tecnologia Certa
A decisão depende de:
Requisitos de Material: Durabilidade e versatilidade da SLS vs. estética da SLA ou propriedades específicas de filamentos FDM.
Complexidade e Função: Para detalhes intrincados com funcionalidades internas e uso funcional, SLS é preferível.
Orçamento e Volume: Para protótipos simples e baixo volume, FDM pode ser mais económico; para séries médias de peças complexas, SLS tende a ser mais eficiente.
O que Podemos Fazer em Impressão 3D por SLS
Serviço de Selective Laser Melting (SLM): Prototipagem rápida e produção em superligas de níquel, cobalto e aços inoxidáveis.
Serviço de Fused Deposition Modeling (FDM): Protótipos e peças funcionais, gabaritos e dispositivos, modelos de baixo custo.
Serviço de Stereolithography (SLA): Modelos de alto detalhe, aplicações dentárias e médicas, joalharia e arte.
Serviço de Selective Laser Sintering (SLS): Geometrias complexas, peças de uso final, encaixes “snap-fit”.
Serviço de Multi Jet Fusion (MJF): Protótipos funcionais e peças finais, conjuntos complexos, produção em maior volume.
Serviço de Direct Metal Laser Sintering (DMLS): Componentes aeroespaciais e automóvel, implantes e instrumentos médicos, permutadores de calor e ferramentas personalizadas.
