アルミダイカスト製造におけるパーティングラインとは?
アルミダイカストのパーティングラインとは、2つの金型半体が合わさり、その後分離して鋳造アルミ部品を形成・排出する際の可視的な境界線です。実用的なRFQ(見積依頼書)の問題は、ハウジング、ブラケット、カバー、ヒートシンク、モーター部品、構造鋳物において、バリの制御、外観、加工代、抜き勾配、検査リスクを管理しながら金型が開くことができるように、パーティングラインをどこに配置するかを決定することです。
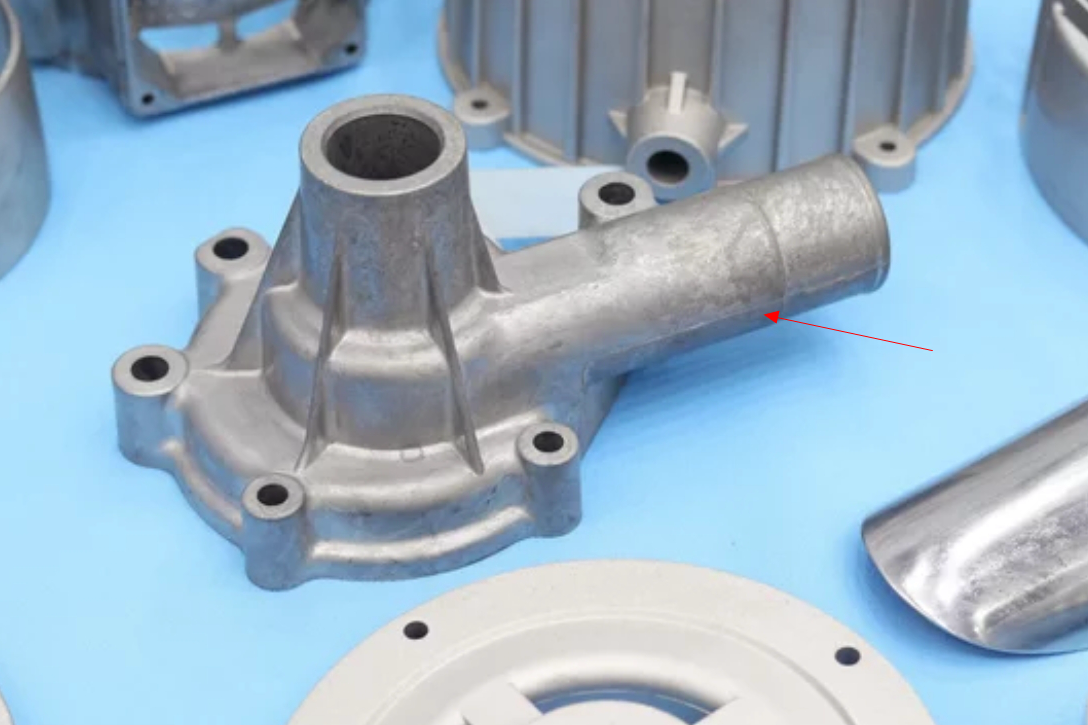
アルミダイカストにおけるパーティングラインとは?
パーティングラインは、固定側金型半体と可動側金型半体の境界です。高圧アルミダイカストでは、溶融アルミニウムが金型キャビティを満たします。凝固後、金型はパーティングラインに沿って開き、エジェクタピンや工具機構が鋳造品をリリースできるようにします。
パーティングラインは、金型設計、抜き勾配方向、スライドコアの必要性、バリ取り、外観、加工代、寸法検査、鋳造コストに影響を与えるため重要です。不適切に配置されたパーティングラインは、目に見える跡、追加の仕上げ作業、閉じ込められた形状、または排出困難を引き起こす可能性があります。
パーティングラインの決定 | 影響を受けるダイカストの特徴 | 購入者向けRFQの意味合い |
|---|---|---|
パーティングラインの位置 | 可視端面、分割面、金型開き方向 | 図面上で意匠面と機能面をマークする |
抜き勾配方向 | 固定側と可動側からの部品リリース | どの面が抜き勾配を受け入れ可能で、どの面が機械加工を必要とするかを確認する |
バリのリスク | 金型分割面での薄い余分なアルミニウム | バリの許容範囲、トリミングの必要性、保護エッジを定義する |
ゲートとオーバーフローのレイアウト | 金属流動、ガス抜き、オーバーフローポケット、トリミングエリア | ゲート跡やオーバーフローマークが許容されない面を共有する |
スライドコア機構 | アンダーカット、穴、スロット、リブ、内部詳細 | 主金型開き方向に移動できない特徴を特定する |
加工代 | 基準面、シール面、ねじ穴、ベアリングエリア | 鋳造ままの面と後加工面を分ける |
検査基準 | 寸法測定と位置合わせ | どの面が組立適合とCMMチェックを制御するかを定義する |
アルミダイカスト部品におけるパーティングラインの配置が重要な理由
パーティングラインの配置は、金型が鋳造品を閉じ込めずに開く必要があるため重要です。部品形状にアンダーカットがある場合、金型にはスライドコア、リフター、取り外し可能なインサート、または形状変更が必要になることがあります。これらの金型の決定は、コスト、メンテナンス、バリ制御、生産安定性に影響を与えます。
パーティングラインの配置は表面外観にも影響します。目に見える面、顧客側のハウジング、シールエッジ、精密な取り付け面にパーティングラインがある場合、トリミング、研磨、機械加工、再設計が必要になることがあります。購入者は、工具レイアウトが見積もられる前に、クラスA面、シール面、組立基準を特定する必要があります。
機能的な鋳造品の場合、パーティングラインはバリが発生する場所と鋳造後に材料が除去される場所に影響を与える可能性があります。バリラインがガスケット面、ベアリングシート、クリップインターフェース、電気接点エリアを横切る場合、鋳造品に二次加工が必要になるか、異なるパーティングライン戦略が必要になることがあります。
パーティングラインは金型設計と工具の複雑さにどのように影響するか?
パーティングラインは、キャビティが2つの金型半体間でどのように分割されるかを定義します。単純なパーティングラインは、金型製作、排出、トリミング、検査を容易にします。不規則な形状には複雑なパーティングラインが必要になる場合がありますが、金型製作の労力とメンテナンスが増加する可能性があります。
アンダーカットは工具の複雑さの主要な要因です。主金型開き方向と一致しない穴、フック、リブ、スロット、側面開口部には、スライドコアが必要になる場合があります。スライドコアは有用ですが、コストが増加し、バリ、摩耗、位置合わせの問題が発生する領域が増えます。
購入者は、機能上必要なフィーチャーか、再設計可能かを判断する必要があります。アンダーカットを除去または移動することで、部品のコア機能を変更せずに工具の複雑さを軽減できる場合があります。
パーティングラインはバリ、トリミング、表面仕上げにどのように影響するか?
バリは、パーティングラインや可動工具インターフェース周辺に形成される可能性のある薄い余分なアルミニウムです。バリ制御は、金型の適合、型締力、金属圧力、パーティング面の摩耗、熱バランス、プロセスメンテナンスに依存します。
トリミングにより、鋳造後にゲート、ランナー、オーバーフロー、バリが除去されます。RFQには、どのエッジが通常通りトリミング可能で、どのエッジが外観、シール、組立、安全のために特別な保護を必要とするかを記載する必要があります。鋭いバリエッジが許容されない場合、見積もりにはバリ取り、機械加工、または仕上げが必要になる場合があります。
表面仕上げの期待値は、パーティングラインの配置に関連付ける必要があります。装飾用ハウジング上の目に見えるラインは、取り付けブラケット内の隠れたラインとは異なる仕上げが必要になる場合があります。機械加工面は、十分な加工代が計画されていれば、鋳造ラインを許容できる場合があります。
パーティングラインは寸法検査と機械加工にどのように影響するか?
パーティングラインは、金型半体間の小さな不一致を生じさせたり、測定エッジにバリを残したりする可能性があるため、寸法検査に影響を与える可能性があります。検査基準は、制御されていないバリやトリミングエリアではなく、安定した機能面に選択する必要があります。
精密な穴、ねじ穴、シール面、ベアリングシート、平坦な取り付け面、または重要な基準には、鋳造後の機械加工が必要になる場合があります。購入者は図面で機械加工されるフィーチャーを特定し、サプライヤーが鋳造代と加工セットアップを計画できるようにする必要があります。
パーティングラインが機能寸法を横切る場合、購入者とサプライヤーは、そのフィーチャーを鋳造ままにするか、トリミングするか、機械加工するか、設計の別の領域に移動するかを確認する必要があります。
パーティングラインの配置が重要な場合、購入者は何を提供すべきか?
有用なアルミダイカストRFQには、3D CADモデル、2D図面、アルミニウム合金、予想数量、機能面、意匠面、抜き勾配に敏感なフィーチャー、アンダーカット、必要な機械加工、表面仕上げ、公差要件、組立インターフェース、検査基準を含める必要があります。
購入者はまた、パーティングラインマーク、バリ、エジェクタマーク、ゲート跡、オーバーフローマークが許容されない領域をマークする必要があります。この情報は、サプライヤーが金型分割、ゲート位置、スライドコア要件、トリミング、機械加工、仕上げを評価するのに役立ちます。
実用的な答えは、パーティングラインは単に鋳造品上の視覚的な線ではないということです。パーティングラインは、金型の開き、表面品質、バリ制御、二次加工、寸法検査、および総鋳造コストに影響を与える金型設計上の決定です。
