アルミダイカストの一般的な欠陥と解決策
RFQレビューにおいて重要なアルミダイカスト欠陥とは?
アルミダイカストの欠陥は、ハウジング、カバー、ブラケット、放熱部品、フレーム、耐圧部品に影響を与える可能性があります。アルミダイカストの欠陥レビューでは、各欠陥を部品の特徴、機能上のリスク、プロセス原因、検査エビデンスと関連付ける必要があります。実用的なRFQの問題は、どの欠陥が外観上のものであり、どの欠陥が機械加工や組み立てに影響し、どの欠陥にCMM測定、目視標準、X線検査、CT検査、リークテスト、圧力テストなどの検査が必要かを判断することです。
一般的なアルミダイカストの欠陥には、ガス気孔、引け巣、コールドシャット、未充填、バリ、パーティングラインのずれ、高温割れ、表面欠陥、内部空洞の機械加工による露出などがあります。ほとんどの欠陥対策は金型製作前に始まります。合金選択、肉厚バランス、ゲートとランナーの設計、ベント、オーバーフローの位置、ダイ温度、冷却レイアウト、型締め制御、機械加工代はすべて最終部品品質に影響します。
気孔はアルミダイカスト部品にどのように影響するか?
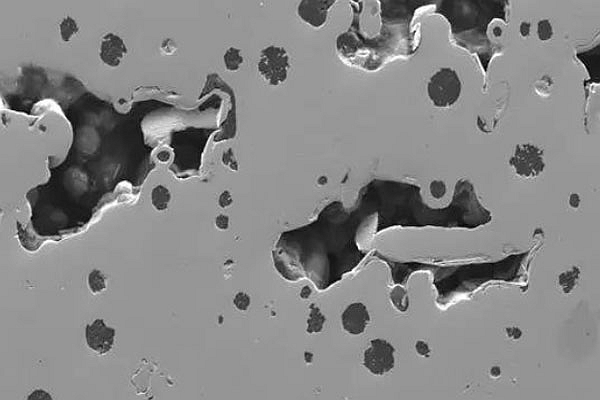
気孔はアルミダイカスト部品内部の空洞であり、空洞が強度、漏れ性能、耐圧性、外観面、機械加工面に影響する場合に重要になります。ガス気孔は、空気の巻き込み、不十分なベント、乱流充填、水分、溶解ガス、不適切なゲート・ランナー設計に起因します。
気孔対策は、金属の流動と空気の排出から始まります。RFQでは、圧力面、シール面、機械加工穴、漏れ経路、外観部を特定する必要があります。これらの領域は異なる許容基準が必要となるためです。検査には、切断、X線検査、CT検査、リークテスト、圧力テストが含まれる場合があります(部品機能に内部欠陥レビューが必要な場合)。
ダイカスト断面における引け巣とミクロポロシティの発生メカニズム
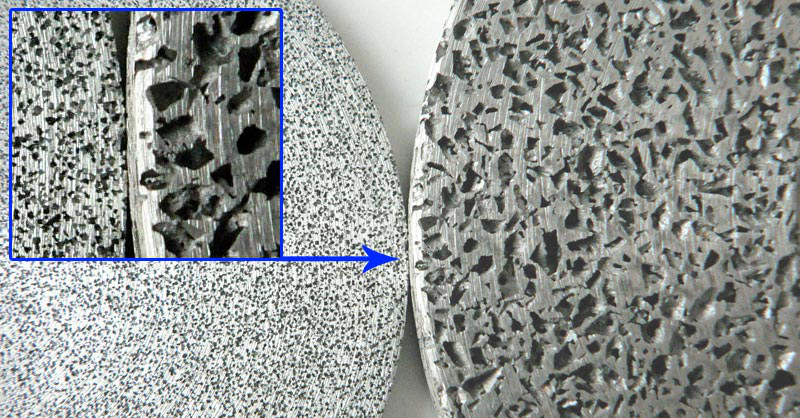
引け巣とミクロポロシティは、アルミニウムが凝固中に収縮し、局所的な金属供給が体積変化を補償できない場合に発生します。肉厚部、不均一な壁厚遷移、孤立したボス、太いリブ、不十分な冷却バランス、不適切な押湯条件は、引け巣のリスクを高めます。
解決策は、単に機械設定を変更するだけではありません。部品設計では、肉厚バランス、滑らかな遷移、適切なゲート配置、オーバーフロー調整、冷却レイアウトの見直し、局所的な機械加工代の変更が必要な場合があります。購入者は、荷重部、圧力ゾーン、機械加工面を指定すべきです。なぜなら、引け巣がある領域では許容されても、別の領域では許容されない可能性があるからです。
アルミダイカストにおけるコールドシャットと未充填の原因
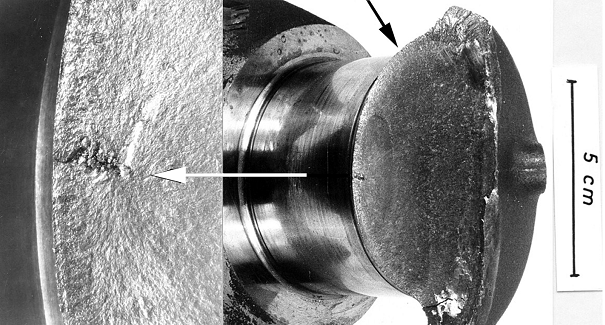
コールドシャットと未充填は、溶融アルミニウムが凝固前に完全に融合または金型キャビティを完全に充填しない場合に発生します。これらの欠陥は、流動線、不完全なエッジ、薄肉部の不連続、または融合不良のために2つの金属フロントが出会う箇所の弱い継ぎ目として現れることがよくあります。
考えられる原因には、低い実効溶湯温度、低いダイ温度、不十分なベント、不適切なゲート位置、長い流路、薄肉、流動抵抗、または早期凝固が含まれます。RFQ図面では、薄肉、長いリブ、深いポケット、急激な遷移、外観上の流動線制限を指定し、金型製作前にダイカストプロセスをレビューできるようにする必要があります。
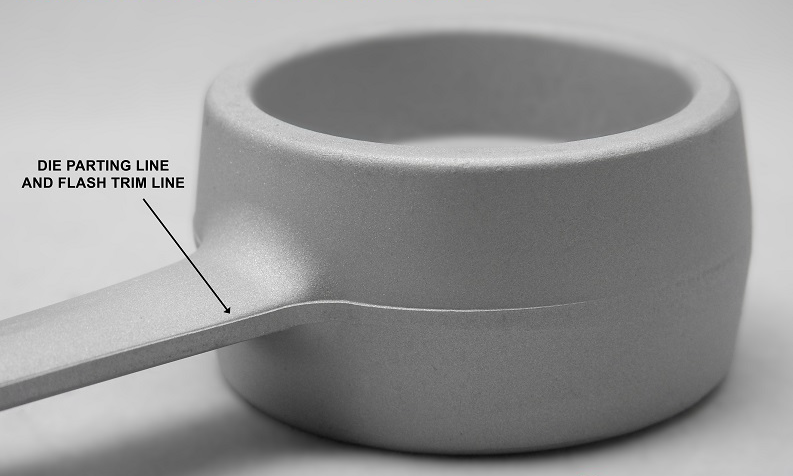
バリとパーティングライン欠陥が発生する理由
バリは、ダイのパーティングライン、スライド界面、エジェクタ領域、シャットオフ面で漏れ出る余剰アルミニウムです。バリとパーティングラインのずれは、トリミングコストの増加、組み立てへの干渉、シール面への影響、取り扱い部や外観面近くのバリ生成につながるため重要です。
バリは、ダイの摩耗、型締め制御、ダイの適合、熱膨張、金属圧力、シャットオフ面の汚染、またはメンテナンス不足に関連する可能性があります。図面では、許容バリ高さ、バリ禁止エッジ、外観面、トリミング後の検査要件を指定する必要があります。パーティングラインがシール面や摺動面を横切る場合、見積もりには鋳造後の機械加工や管理仕上げを含める必要があります。
高温割れとテアのレビュー方法
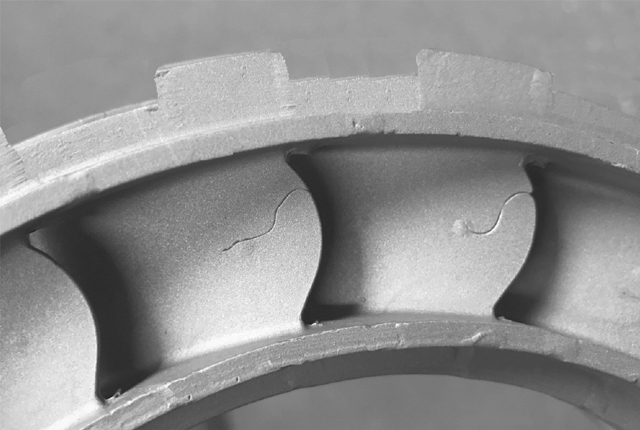
高温割れとテアは、鋳造品がまだ凝固中で、金型または不均一な冷却によって拘束されている間に発生する分離です。これらの欠陥は、割れが荷重経路、圧力境界、機械加工面、または取り付け特徴部と交差する場合に深刻です。
高温割れのレビューでは、合金特性、壁厚遷移、フィレット半径、リブ設計、拘束収縮、ゲート位置、冷却バランス、および押出応力を考慮する必要があります。RFQでは、構造特徴、圧力ゾーン、検査ニーズを特定する必要があります。割れリスクが許容基準に影響する場合、浸透探傷検査、目視標準、切断、X線検査、CT検査を検討することができます。

アルミダイカスト欠陥の管理に役立つ検査エビデンス
検査エビデンスは、欠陥リスクと部品機能に一致する必要があります。寸法レポートとCMM検査は公差管理をサポートします。目視検査標準は外観面、バリ、傷、ゲート除去品質をサポートします。X線またはCT検査は内部気孔のレビューをサポートします。リークテストと圧力テストは密閉ハウジング、ポンプボディ、バルブ、および圧力関連部品をサポートします。
購入者は見積もり前に許容基準を定義する必要があります。安全重要または規制対象の用途では、図面パッケージに認定要件、文書化要件、および最終検証責任を定義する必要があります。ダイカストサプライヤーは製造と検査のエビデンスを提供できますが、最終検証は購入者の責任です。
欠陥タイプ | 考えられる製造原因 | レビューすべき部品リスク | RFQまたは検査エビデンス |
ガス気孔 | 空気巻き込み、不十分なベント、乱流充填、水分、または溶解ガス | 漏れ、耐圧性低下、機械加工後の空洞露出、強度低下 | リークテスト、圧力テスト、X線検査、CT検査、切断、または気孔許容基準 |
引け巣とミクロポロシティ | 不均一な肉厚、肉厚部、冷却アンバランス、局所的な押湯不足 | 弱い荷重経路、圧力ゾーン欠陥、腐食経路、機械加工面の空洞 | 肉厚レビュー、冷却レビュー、機械加工代、切断、X線、CT、または機能テスト |
コールドシャットと未充填 | 不完全な充填、長い流路、不十分なベント、低い実効温度、または薄肉部 | 弱い継ぎ目、不完全なエッジ、外観上の流動痕、組み立て干渉 | 流動レビュー、目視標準、寸法検査、薄肉レビュー、サンプル承認 |
バリとパーティングラインのずれ | ダイ摩耗、型締め制御、シャットオフ面の汚染、熱膨張、またはスライドずれ | バリ、トリミングコスト、シール面干渉、外観欠陥、組み立てリスク | バリ制限、目視標準、トリミング工程、機械加工注記、初品検査 |
高温割れとテア | 拘束収縮、合金感受性、急激な遷移、不均一な冷却、または押出応力 | 割れ進展、荷重経路破壊、圧力漏れ、機械加工後の不良リスク | 浸透探傷検査、目視標準、切断、X線検査、CT検査、許容基準 |
どのRFQ情報がアルミダイカスト欠陥リスクを低減するか?
有用なアルミダイカストRFQには、2D図面、3Dモデル、合金グレード、年間数量、試作または量産段階、肉厚、重要寸法、データムスキーム、外観面、圧力または漏れ要件、機械加工代、コーティングまたは表面処理、必要に応じて熱処理、および検査方法を含める必要があります。
欠陥低減は、早期の設計とプロセスレビューにかかっています。購入者が見積もり段階で機能面、バリ禁止領域、シール面、ねじ穴、ベアリングシート、圧力境界を特定すると、より現実的な金型、機械加工、仕上げ、検査計画でダイカスト工程をレビューできます。
