Qu'est-ce que la matrice (femelle) et le poinçon (mâle) dans l'emboutissage de tôle ?
Dans l'emboutissage de tôle, le poinçon est l'élément d'outillage mâle qui pousse, coupe, forme ou étire la tôle, tandis que la matrice est l'élément d'outillage femelle qui soutient la tôle et définit la forme finale de la caractéristique. Le problème pratique de la demande de devis (RFQ) est de décider comment la géométrie du poinçon, la géométrie de la cavité de la matrice, le jeu d'outil, la qualité de la tôle, l'épaisseur, la tolérance, la direction des bavures et le volume de production affectent le devis de la pièce emboutie.

Que sont la matrice et le poinçon dans l'emboutissage de tôle ?
Le poinçon, souvent appelé outil mâle, est l'élément d'outillage mobile ou de pression qui applique une force à la tôle. La matrice, souvent appelée outil femelle, est l'élément d'outillage récepteur qui soutient la tôle et fournit la cavité, l'ouverture ou la surface de formage nécessaire pour créer la caractéristique emboutie.
Lors du découpage, du perçage, du pliage, de l'emboutissage, du gaufrage ou du formage, le poinçon et la matrice fonctionnent comme un jeu d'outils appariés. La forme du poinçon, l'ouverture de la matrice, le jeu de matière, la force de presse et les propriétés de la tôle déterminent si la pièce est coupée proprement, formée avec précision, évite les fissures et conserve les dimensions prévues.
Entité d'outillage d'emboutissage | Rôle dans la fabrication | Problème RFQ que les acheteurs doivent définir |
|---|---|---|
Poinçon | Pousse, coupe, plie, perce ou forme la tôle | Forme de la caractéristique, taille du trou, ligne de pliage, arête de coupe et risque d'usure |
Matrice | Soutient la tôle et fournit la cavité ou l'ouverture | Forme de la pièce, jeu, direction des bavures, profondeur de formage et éjection de la pièce |
Jeu poinçon-matrice | Contrôle la qualité de coupe, les bavures, la zone de rupture et la charge de l'outil | Qualité du matériau, épaisseur, qualité d'arête et exigence d'inspection |
Configuration de la bande | Contrôle le flux de matière à travers les opérations progressives ou de transfert | Orientation de la pièce, chutes, conception du support et volume de production |
Acier à outils et revêtement | Affecte la résistance à l'usure et la maintenance de l'outillage | Volume annuel, dureté du matériau, utilisation d'acier inoxydable et risque de dommage de surface |
Configuration de la presse | Affecte la course, la force, la vitesse, la précision d'avance et la répétabilité | Taille de la pièce, profondeur de formage, tolérance et surveillance de la qualité |
Que fait le poinçon dans l'emboutissage de tôle ?
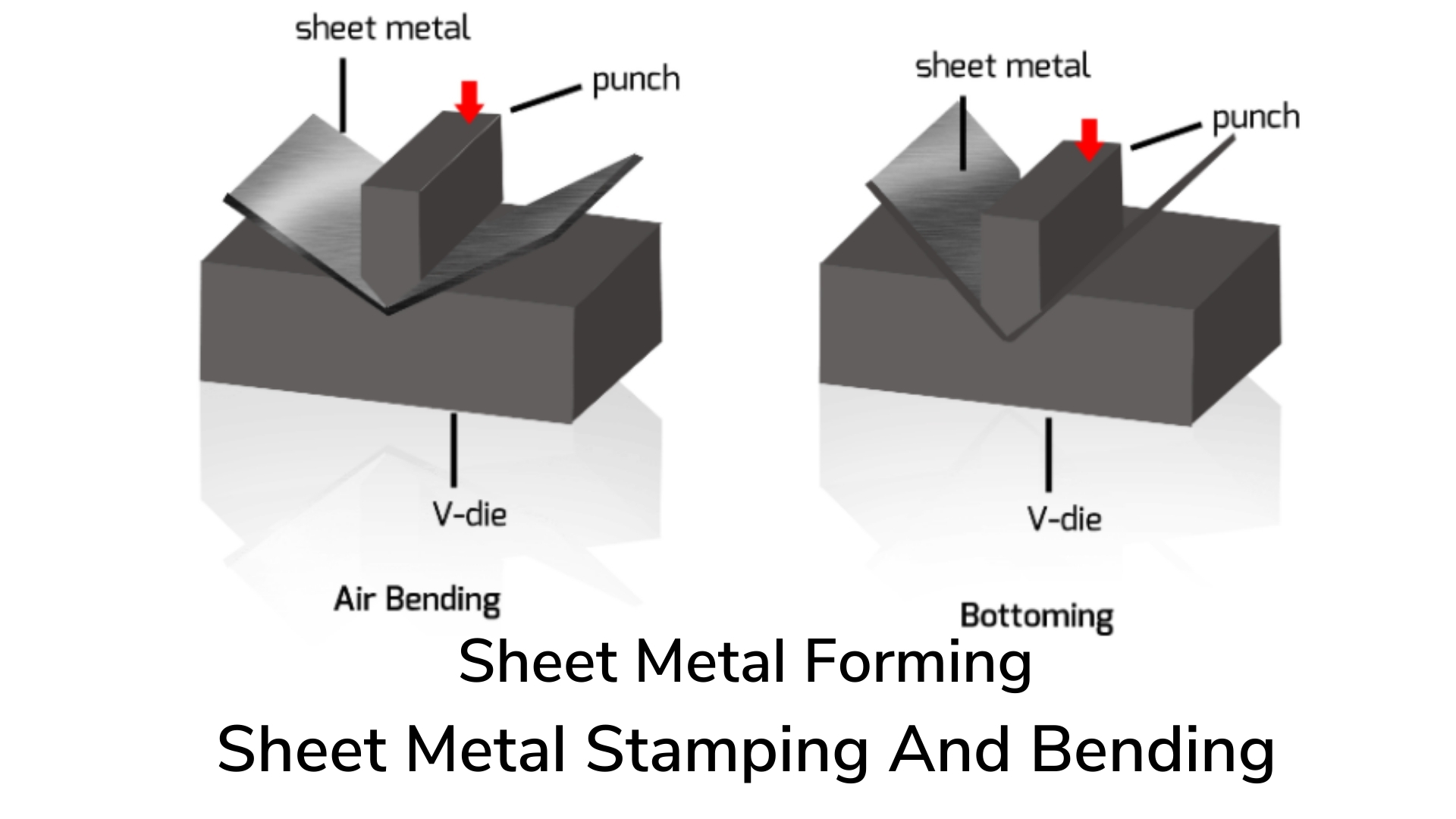
Le poinçon crée l'action active de déformation ou de coupe. Lors du perçage, le poinçon traverse la tôle pour faire un trou. Lors du découpage, le poinçon et la matrice séparent la forme extérieure de la bande. Lors du pliage, le poinçon entraîne la tôle dans la forme de la matrice. Lors de l'emboutissage, le poinçon tire le matériau de la tôle dans une cavité pour former un composant plus profond.
La conception du poinçon affecte la qualité de l'arête, la forme du trou, la pression de formage, le risque de grippage et l'usure de l'outil. Un petit poinçon peut être sensible à la rupture. Un poinçon long ou étroit peut nécessiter un guidage plus solide. Un poinçon de formage peut nécessiter une planification du rayon pour que le matériau se plie plutôt que de se fissurer.

Les acheteurs doivent identifier les caractéristiques embouties critiques : trous percés, fentes, ouïes, languettes, lignes de pliage, gaufrages, godets emboutis ou caractéristiques de connecteur. Ces caractéristiques déterminent la géométrie du poinçon, la maintenance de l'outil, les points d'inspection et la nécessité d'opérations secondaires d'ébavurage ou de formage.
Que fait la matrice dans l'emboutissage de tôle ?
La matrice soutient la tôle et contrôle la forme finale de la caractéristique. Dans les opérations de coupe, l'ouverture de la matrice travaille avec le poinçon pour cisailler le matériau. Dans les opérations de formage, la surface de la matrice guide la tôle dans le contour requis de pliage, d'emboutissage, de gaufrage ou de formage.
La conception de la matrice affecte la précision dimensionnelle, la direction des bavures, la planéité de la pièce, la profondeur d'emboutissage, le retour élastique, les marques de surface et l'éjection. La géométrie de la matrice doit correspondre à l'épaisseur, la résistance, la ductilité, la direction du grain, le revêtement et les exigences de surface du matériau.

Les acheteurs doivent indiquer au fournisseur quel côté de la pièce est esthétique ou fonctionnel. La direction des bavures, les marques d'éjecteur, les marques de matrice et les rayures de formage peuvent être plus importantes sur les surfaces visibles, les zones de contact électrique, les faces d'étanchéité ou les interfaces d'assemblage de précision.
Comment le jeu poinçon-matrice, les bavures et le retour élastique affectent-ils les pièces embouties ?
Le jeu poinçon-matrice est l'une des décisions d'outillage les plus importantes. Un jeu qui n'est pas adapté à la qualité et à l'épaisseur du matériau peut augmenter les bavures, les déchirures d'arête, la charge du poinçon, l'usure de l'outil et les variations dimensionnelles. Le jeu exact doit être défini par le fournisseur d'emboutissage en fonction du matériau et de la caractéristique.
Les bavures sont importantes car l'arête cisaillée a souvent un côté bavure et un côté arrondi. Le dessin doit indiquer si la direction des bavures est importante pour l'assemblage, le contact électrique, la sécurité, l'étanchéité ou l'apparence esthétique. Si les bavures sont inacceptables, un ébavurage, un grenaillage, un brossage ou une finition secondaire peuvent devoir être inclus dans le devis.
Le retour élastique se produit lorsque la tôle revient partiellement après formage. Le retour élastique dépend de la résistance du matériau, de l'épaisseur, du rayon de pliage, de la direction du grain, de la géométrie de formage et de la compensation de l'outillage. Les acheteurs doivent identifier les angles de pliage, la planéité et les surfaces d'accouplement qui nécessitent une inspection.
Quels types de matrices sont utilisés dans l'emboutissage de tôle ?
Les types de matrices courants incluent les matrices de découpage, les matrices de perçage, les matrices de pliage, les matrices de formage, les matrices d'emboutissage, les matrices composées, les matrices progressives et les matrices de transfert. Le type de matrice dépend de la géométrie de la pièce, du volume de production, du nombre d'opérations, de la tolérance, de l'utilisation du matériau et des besoins d'automatisation.
Une matrice à opération unique peut convenir pour une pièce simple de faible volume ou une validation de prototype. Une matrice progressive peut être plus appropriée lorsque la production en grand volume nécessite plusieurs opérations dans une disposition en bande. Une matrice de transfert peut être envisagée lorsque les pièces sont trop grandes ou complexes pour une manipulation progressive en bande.
La RFQ doit identifier la quantité prévue, la taille de la pièce, le matériau, l'épaisseur, le nombre de caractéristiques, les surfaces esthétiques et les exigences d'inspection. Ces détails aident le fournisseur à choisir une voie d'outillage au lieu de supposer qu'un type de matrice convient à chaque projet d'emboutissage.
Que doivent inclure les acheteurs dans une RFQ pour l'outillage de matrice et de poinçon ?
Une RFQ utile pour l'emboutissage de tôle doit inclure le modèle CAO 3D, le dessin 2D, la qualité du matériau, l'épaisseur de la tôle, la trempe ou la dureté le cas échéant, le volume annuel, l'étape de production cible, les dimensions critiques, l'exigence de direction des bavures, la finition de surface, le revêtement, la planéité, les angles de pliage, les tolérances de trous et la méthode d'inspection.
Les acheteurs doivent également indiquer si la pièce est un prototype, un emboutissage de faible volume ou une pièce de production en grand volume. La conception du poinçon et de la matrice change en fonction du volume attendu, de la durée de vie de l'outil, du plan de maintenance, de l'automatisation et de l'objectif de coût.
La réponse pratique est que la matrice et le poinçon ne sont pas simplement des noms d'outillage génériques. Le poinçon et la matrice définissent la géométrie de la pièce emboutie, la qualité de l'arête, le comportement de formage, le coût, le risque de maintenance et la stratégie d'inspection.
FAQ connexes
Quels sont les avantages du processus d'emboutissage métallique ?
13 considérations de conception mécanique pour les pièces d'emboutissage métallique
Quels matériaux sont généralement utilisés dans l'emboutissage de tôle ?
Quelle précision les processus d'emboutissage de tôle peuvent-ils atteindre ?
Quels sont les défauts courants dans l'emboutissage de tôle et comment peuvent-ils être évités ?
Qu'est-ce que l'emboutissage progressif et comment profite-t-il à la production en grande série ?
