Высокоточное токарное ЧПУ и PVD-покрытие карманного зеркала из нержавеющей стали
Введение зеркала
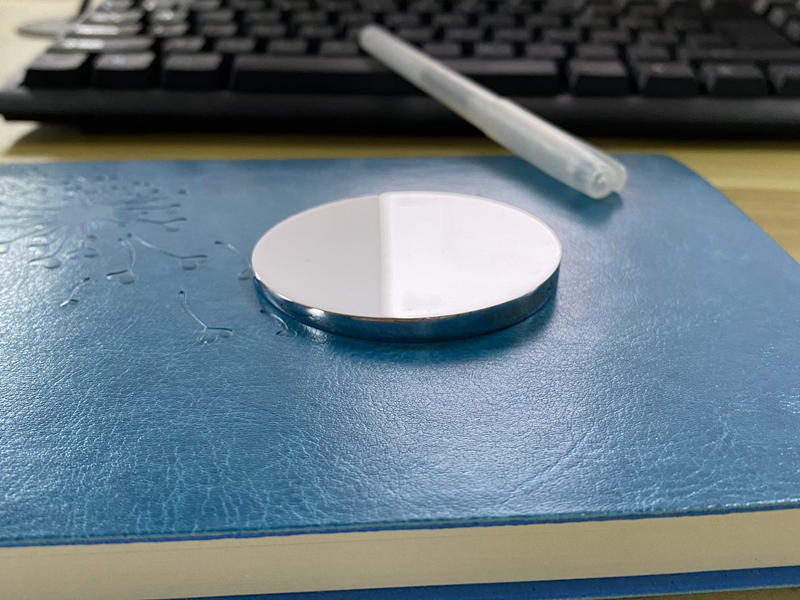
Диаметр этого круглого зеркала составляет 60 мм, самая толстая кромка - 12 мм, а самая тонкая - 6 мм. Это связано с тем, что одна сторона является плоской, а другая - вогнутой сферической поверхностью. Материал - нержавеющая сталь. Отделка - родиевое покрытие.
Я объясняю цель создания этого зеркала, чтобы облегчить понимание для всех.
Объяснение дизайна
Выбор материала
Мы выбираем материал из нержавеющей стали 316L, чтобы зеркало имело особую текстуру и не ржавело. Мы открыты для других материалов. При условии, что качество и функция зеркала могут быть удовлетворены.
Плоские и вогнутые сферические поверхности
Как известно, плоское зеркало обладает 100% идеальной функцией отображения.

Вогнутая сферическая отражающая поверхность обладает функцией увеличения. Спроектированная дуга может приблизить детали в десять раз на среднем расстоянии просмотра. Многие такие зеркала есть на рынке, но они сделаны из стекла. Не устойчивы к падению.

Родиевое покрытие
Родиевый сплав - это нетоксичный, безвредный, жесткий и стабильный металл, который придает зеркалу высокую устойчивость к царапинам. Это также соответствует позиционированию зеркала как легкого люксового продукта.
Дизайн с инкрустацией стразами
Основная причина в том, что у всего зеркала нет отверстий, а требования к поверхности чрезвычайно высоки. PVD было невозможно, поэтому мы просверлили отверстие диаметром 1 мм в самой толстой кромке для PVD. Затем в это отверстие устанавливается страз для окончательной отделки.
наш метод производства
Изготовление заготовок
Токарная обработка на ЧПУ
В настоящее время мы изготавливаем заготовки для зеркал на токарном станке с ЧПУ. Сначала мы отрезаем пруток 316L диаметром 62 мм до толщины 15 мм, а затем обтачиваем его до нужной нам плоскости и радиуса.
Процесс полировки
Сначала мы должны отполировать кромку зеркала, чтобы удалить следы от резки на ЧПУ. Затем плоское зеркало полируется до зеркального блеска с помощью плоскошлифовального станка. Наконец, мы вручную полируем вогнутую сферическую поверхность.
PVD-покрытие
Мы закупаем родиевые мишени для нанесения PVD-покрытия на зеркало в целом. Как упоминалось выше, у нас есть 1-миллиметровое отверстие для подвешивания.
Обработка стразами
Для инкрустации мы используем стразы Swarovski. Это зеркало может стать подвеской для некоторых дизайнерских сумок. Оно одновременно красивое и функциональное. Относится к легким люксовым товарам.
Проблемы, с которыми мы столкнулись
Зажим при токарной обработке на ЧПУ
В процессе токарной обработки на ЧПУ кромка зеркала будет зажата, с следами различной степени, что делает последующую полировку кромки зеркала чрезвычайно сложной и имеет высокий процент брака.
Зеркальная токарная обработка на ЧПУ
Мы использовали алмазные инструменты для токарной обработки на ЧПУ, но все равно оставались тонкие CD-линии. Мы используем ультразвуковую полировку для удаления CD-рисунка на вогнутой сферической поверхности, а затем полируем вручную. Из-за ультразвуковой полировки на кромке зеркала образуется небольшой R-угол. Это также можно назвать полировочным сколом.
Дефекты PVD
Поскольку есть только одно отверстие диаметром 1 мм, мы нарезали в нем резьбу 1 мм. Затем используем тонкую проволоку с резьбой 1 мм для соединения. Затем подвешиваем для PVD. Из-за ограниченной площади контакта и недостаточной проводимости, у некоторых зеркал после PVD будут дефекты - около 20%.
Обработка стразами
Мы используем термическое крепление, и часть тепловой энергии рассеивается вокруг отверстия, что вызывает почернение вокруг отверстия. Похоже на следы от ожога. Это связано с почернением нержавеющей стали в отверстии при высоких температурах. Процент брака составляет около 40%.
О массовом производстве
В настоящее время мы изготовили 1000 зеркал этим методом. Но стоимость очень высока.
Мы открыты для любого процесса и любого материала. Но наш первоначальный дизайн не может быть изменен.
После оптимизации процесса мы ожидаем произвести 8000 штук в этот раз. В настоящее время мы склоняемся к процессу литья металлических порошков и процессу прессования порошков. Если у вас есть хорошие предложения, пожалуйста, оставьте мне сообщение.
