Прототипы алюминиевого литья под давлением: ЧПУ, быстрое изготовление оснастки или литье под давлени...
Для многих программ OEM прототипы алюминиевого литья под давлением являются не просто дополнительными образцами. Они представляют собой критически важный этап принятия решения о готовности детали к инвестициям в оснастку и массовому производству. Прежде чем утвердить закаленную пресс-форму, заказчики обычно должны проверить гораздо больше, чем просто внешнюю форму. Им необходимо подтвердить соответствие при сборке, функциональные размеры, припуск на механическую обработку, логику толщины стенок, ожидания по качеству поверхности и пригодность геометрии для стабильного производства. Именно поэтому стратегия создания прототипов является одним из важнейших ранних решений в разработке алюминиевого литья под давлением.
Сложность заключается в том, что термин «прототип» может означать совершенно разные вещи. Для некоторых проектов требуется лишь быстро изготовленный на станке с ЧПУ алюминиевый образец для подтверждения посадки и сборки. Другие нуждаются в мелкосерийных деталях, изготовленных с помощью быстрой оснастки, для более реалистичной оценки поведения процесса. В некоторых случаях заказчикам необходимы фактические прототипы деталей, полученных литьем под давлением, поскольку только реальный процесс может выявить поведение, связанное с усадкой, влияние литниковой системы, расположение линии облоя или условия последующей механической обработки после литья. Выбор между ЧПУ, быстрой оснасткой и литьем под давлением зависит от того, что именно должен доказать прототип.
Зачем нужны прототипы алюминиевого литья под давлением перед инвестициями в оснастку
Жесткая оснастка для литья под давлением представляет собой значительные инвестиции, поэтому заказчики обычно стремятся снизить риски перед утверждением производственных пресс-форм. Прототипы деталей используются для проверки того, достаточно ли зрел проект для этого этапа. На практике прототип может потребоваться для проверки зазоров при сборке, точности монтажных интерфейсов, жесткости стенок, геометрии теплоотвода, уплотнительных элементов, логики базирования для механической обработки и целевого внешнего вида после дробеструйной обработки, нанесения покрытия или окраски.
Работа над прототипами особенно важна для деталей с тонкими стенками, множеством поверхностей для механической обработки, косметическими внешними гранями, интегрированными ребрами или плотной компоновкой внутри крупных узлов. Даже если модель CAD выглядит корректной, прототипы часто выявляют скрытые проблемы, такие как накопление допусков, ограничения доступа инструмента, недостаточная логика уклонов, слабые переходы ребер или нереалистичные ожидания по чистоте поверхности. Именно поэтому хорошо спланированный этап создания прототипов может снизить общие затраты на разработку, а не добавить ненужные задержки.
Прототипы на ЧПУ против прототипов алюминиевого литья под давлением
Прототипы на ЧПУ часто являются самым быстрым путем, когда основная цель — проверить внешнюю геометрию, интерфейс сборки или механическую функцию без немедленного воспроизведения точного процесса литья под давлением. С помощью прототипирования на станках с ЧПУ заказчики могут быстро получить алюминиевые детали и проверить монтажные отверстия, места установки подшипников, интерфейсы прокладок, посадку корпуса и общие пропорции конструкции. ЧПУ особенно эффективно, когда конструкция все еще развивается и ожидаются частые изменения.
Однако детали, обработанные на ЧПУ, не полностью отражают фактические условия литья под давлением. Они не воспроизводят поведение усадки при литье, эффекты течения материала, связанные с литниками, структуру поверхности «как отлито», логику линии разъема или реальную текстуру поверхности литья под давлением. Они также могут скрывать проблемы технологичности, поскольку деталь на ЧПУ часто может быть обработана из сплошной заготовки, даже если та же геометрия была бы сложной, неэффективной или нестабильной при литье под давлением. Это означает, что ЧПУ отлично подходит для валидации конструкции, но менее надежно для полной валидации процесса.
Напротив, прототипы деталей, полученных алюминиевым литьем под давлением, гораздо полезнее, когда заказчик хочет оценить реальное поведение литья. Эти детали помогают выявить, как заполняются тонкие стенки, как ведет себя локальная усадка, приемлемы ли расположения толкателей и линий разъема, какой запас материала остается для механической обработки и как качество поверхности соотносится с ожиданиями. Компромисс заключается в том, что настоящие прототипы литья под давлением обычно требуют большей подготовки, чем простые детали на ЧПУ, особенно если задействована специализированная оснастка.
Резюме по выбору между прототипами на ЧПУ и литьем под давлением
Метод создания прототипа | Лучшее применение для | Основное преимущество | Основное ограничение |
|---|---|---|---|
Быстрая валидация геометрии и сборки | Быстрое выполнение и легкое внесение изменений в конструкцию | Не полностью отражает поведение процесса литья под давлением | |
Прототип алюминиевого литья под давлением | Валидация реального процесса и оценка производственных рисков | Ближе к фактическим условиям литья и поведению поверхности | Более высокие затраты на подготовку по сравнению с прототипированием на ЧПУ |
Валидация малых партий перед полной оснасткой | Полезный мост между концептуальным образцом и массовым производством | Все еще не всегда идентично закаленной производственной оснастке |
Быстрая оснастка для валидации малых партий
Быстрая оснастка часто является наиболее практичным компромиссом, когда заказчикам требуется более реалистичная предпроизводственная валидация, чем может обеспечить ЧПУ, но они еще не готовы инвестировать в полные производственные пресс-формы. На этом этапе цель обычно состоит в производстве ограниченной партии деталей, которые лучше имитируют реальные производственные условия при контроле затрат на разработку. Для некоторых проектов это может быть наиболее эффективным способом подтверждения зрелости геометрии, повторяемости сборки, припуска на последующую механическую обработку и возможности достижения требуемого качества поверхности перед запуском производственной оснастки.
Этот путь особенно ценен, когда ожидается быстрый переход детали в серийное производство, но команде все еще требуется физическая валидация посадки, удобства обращения и совместимости с последующими процессами. Заказчикам, планирующим этот шаг, следует также рассмотреть более широкие варианты прототипирования и роль прототипирования с быстрой оснасткой в связке между разработкой концепции и запуском производства.
Как прототипы деталей помогают проверить сборку, усадку, припуск на механическую обработку и качество поверхности
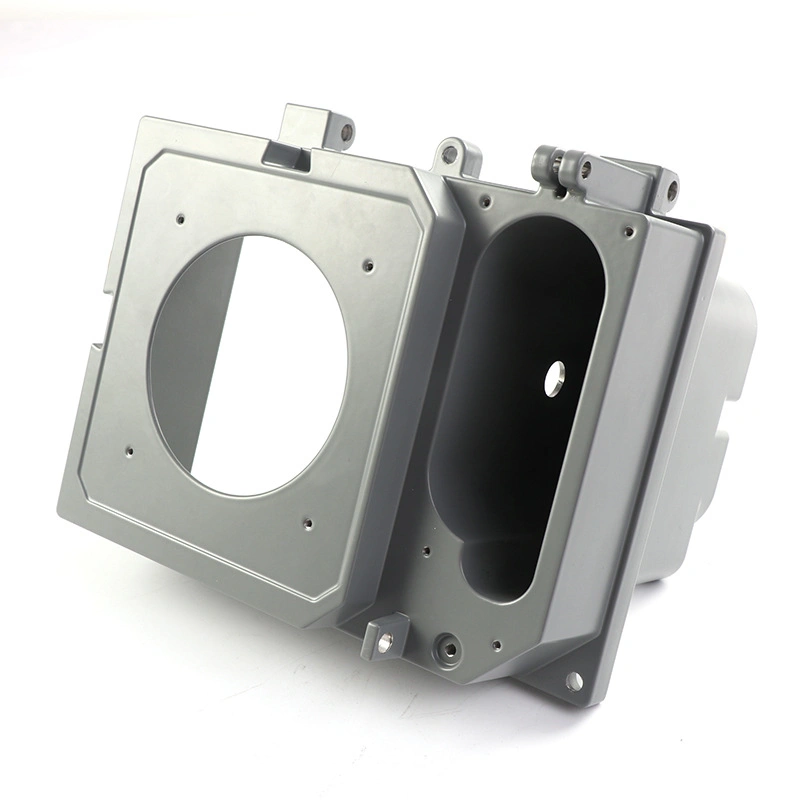
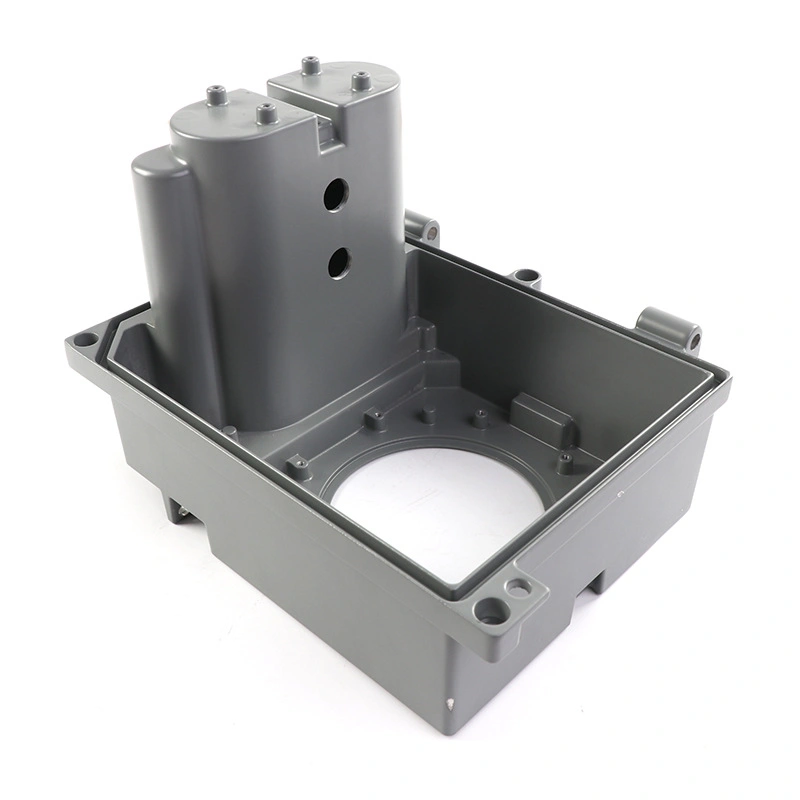
Выбор прототипов деталей должен основываться на том, что именно пытается проверить проектная команда. Если основная проблема — соответствие при сборке, то приоритетом являются точное расположение отверстий, грани интерфейсов, посадочные места прокладок и сопрягаемая геометрия. Если проблема — готовность к литью под давлением, то более важными становятся переходы толщины стенок, структура ребер, экспозиция линии разъема и зоны, чувствительные к усадке. Если проблема — постобработка, то необходимо оценивать припуск на механическую обработку, доступ для обрезки, косметические поверхности и реакцию на отделку.
Для алюминиевых корпусов и конструкционных деталей валидация прототипов часто выявляет, достаточно ли сбалансирована толщина стенок для стабильного литья, требуют ли переработки местные бобышки или ребра, следует ли нарезать резьбу механически или перепроектировать ее, и могут ли косметические поверхности выдержать логику расположения литников и толкателей. Это также помогает подтвердить, должна ли деталь подвергаться дробеструйной обработке, полировке, окраске или анодированию после литья. Заказчикам, оценивающим ожидания по поверхности, также может быть полезно ознакомиться с анодированными алюминиевыми деталями и анодированием литого алюминия, если конечный продукт имеет декоративные требования или требования к коррозионной стойкости.
Что может проверить каждый этап создания прототипа
Объект валидации | Прототип на ЧПУ | Прототип с быстрой оснасткой | Прототип литья под давлением |
|---|---|---|---|
Соответствие при сборке | Высокое | Высокое | Высокое |
Базовая функциональная геометрия | Высокое | Высокое | Высокое |
Поведение усадки при литье | Низкое | Умеренное | Высокое |
Проверка припуска на механическую обработку | Умеренное | От умеренного до высокого | Высокое |
Реалистичность качества поверхности | Ограниченное | Умеренное | Высокое |
Логика линии разъема и выталкивания | Низкое | Умеренное | Высокое |
Проверка повторяемости партии | Низкое | Умеренное | Высокое |
Когда переходить от прототипа к производству литьем под давлением
Правильное время для перехода к производственной оснастке обычно наступает, когда этап прототипирования ответил на самые важные технические и коммерческие вопросы. Это означает, что соответствие при сборке подтверждено, критические элементы стабильны, структура стенок принята, стратегия механической обработки определена, а ожидания по качеству поверхности согласованы с реальным процессом. Это также означает, что годовой объем и бизнес-кейс достаточно сильны, чтобы оправдать инвестиции в литьевую форму.
Заказчикам следует избегать слишком раннего перехода к полной оснастке, если прототип все еще показывает нерешенные проблемы с посадкой, неопределенный припуск на механическую обработку или проблемы с качеством поверхности. С другой стороны, слишком долгое ожидание после стабилизации конструкции может излишне задержать запуск. Решение должно основываться на том, есть ли в проекте неопределенность конструкции или осталось только планирование исполнения.
Признаки готовности проекта к производственной оснастке
Сигнал готовности | Почему это важно |
|---|---|
Соответствие при сборке проверено | Снижает риск доработки оснастки из-за ошибок интерфейса |
Критические элементы для механической обработки определены | Позволяет оптимизировать оснастку и маршрут механической обработки совместно |
Толщина стенок и логика ребер приняты | Улучшает стабильность литья и снижает риск дефектов |
Ожидания по поверхности реалистичны | Предотвращает разногласия по косметике после выпуска оснастки |
Годовой объем подтвержден | Поддерживает амортизацию оснастки и выбор процесса |
Пакет запроса предложений (RFQ) заполнен | Повышает точность цитирования, проектирования оснастки и сроков запуска |
Контрольный список для заказчика: 3D-файлы, 2D-чертежи, материал, отделка, количество
Хороший план создания прототипа начинается с полного пакета запроса предложений (RFQ). Поставщики могут рекомендовать правильный метод создания прототипа только в том случае, если они понимают, что именно пытается проверить заказчик и чем деталь должна стать в производстве. Неполные данные часто приводят к выбору неправильного метода прототипирования, что может привести к потере времени и увеличению затрат на разработку.
Контрольный список RFQ для прототипов алюминиевых деталей
Пункт RFQ | Почему это важно |
|---|---|
3D-файлы | Позволяют проверить геометрию, толщину стенок, ребра и логику оснастки |
2D-чертежи | Определяют критические размеры, базы и приоритеты допусков |
Материал | Уточняет, должен ли прототип имитировать поведение конечного сплава |
Требования к отделке | Определяет, необходима ли валидация косметики или покрытия |
Количество | Помогает выбрать между единичным изготовлением на ЧПУ, валидацией малых партий или пробным процессом |
Поверхности для механической обработки | Идентифицирует элементы, требующие проверки постобработки |
Контекст применения | Помогает определить, что важнее: функция, посадка или реалистичность процесса |
Чем полнее эта информация, тем легче выбрать между прототипированием на станках с ЧПУ, прототипированием с быстрой оснасткой и фактической разработкой прототипов алюминиевого литья под давлением.
Заключение: выбирайте метод создания прототипа исходя из того, что необходимо доказать
Прототипы алюминиевого литья под давлением наиболее полезны, когда они выбираются исходя из цели валидации, а не по привычке. Прототипы на ЧПУ идеально подходят для быстрой проверки геометрии и сборки. Быстрая оснастка может поддержать ориентированную на процесс валидацию малых партий перед изготовлением жесткой оснастки. Реальные прототипы деталей, полученных литьем под давлением, наилучшим образом подходят, когда команде необходимо понять поведение литья, влияние усадки, припуск на механическую обработку и условия поверхности, близкие к производственным.
Для заказчиков, разрабатывающие новые алюминиевые детали для OEM, самый разумный путь создания прототипа — тот, который отвечает на самые важные технические вопросы перед инвестициями в оснастку. Если вы готовите новый проект, начните с обзора услуг алюминиевого литья под давлением, сравните доступные пути прототипирования и сформируйте свой запрос предложений (RFQ) вокруг точной функции, которую должен валидировать прототип.
