板金スタンピングにおけるダイ(メス)とパンチ(オス)とは何ですか?
板金スタンピングにおいて、パンチは板金を押し、切断し、成形し、または絞るオスの工具要素であり、ダイは板を支持し、最終的な形状を定義するメスの工具要素です。実務上のRFQ問題は、パンチの形状、ダイキャビティの形状、工具クリアランス、板金のグレード、板厚、公差、バリの方向、生産量がプレス部品の見積もりにどのように影響するかを判断することです。

板金スタンピングにおけるダイとパンチとは何ですか?
パンチはしばしばオス工具と呼ばれ、板金に力を加える可動または加圧工具要素です。ダイはしばしばメス工具と呼ばれ、板金を支持し、スタンピングフィーチャーを作成するために必要なキャビティ、開口部、または成形面を提供する受け工具要素です。
ブランキング、ピアシング、曲げ、絞り、エンボス、または成形の際、パンチとダイは対になった工具セットとして機能します。パンチの形状、ダイの開口部、材料クリアランス、プレス力、板金特性により、部品がきれいに切断されるか、正確に成形されるか、割れを回避するか、意図された寸法を維持するかが決まります。
スタンピング工具エンティティ | 製造上の役割 | バイヤーが定義すべきRFQ課題 |
|---|---|---|
パンチ | 板金を押し、切断、曲げ、穴あけ、または成形する | 形状、穴サイズ、曲げ線、切断エッジ、摩耗リスク |
ダイ | 板を支持し、キャビティまたは開口部を提供する | 部品形状、クリアランス、バリ方向、成形深さ、部品排出 |
パンチ-ダイ間クリアランス | 切断品質、バリ、破断面、工具負荷を制御する | 材料グレード、板厚、エッジ品質、検査要件 |
ストリップレイアウト | プログレッシブまたはトランスファー工程での材料流れを制御する | 部品方向、スクラップ、キャリア設計、生産量 |
工具鋼とコーティング | 耐摩耗性と工具メンテナンスに影響する | 年間生産量、材料硬度、ステンレス鋼使用、表面損傷リスク |
プレスセットアップ | ストローク、力、速度、送り精度、再現性に影響する | 部品サイズ、成形深さ、公差、品質監視 |
板金スタンピングにおけるパンチの役割は何ですか?
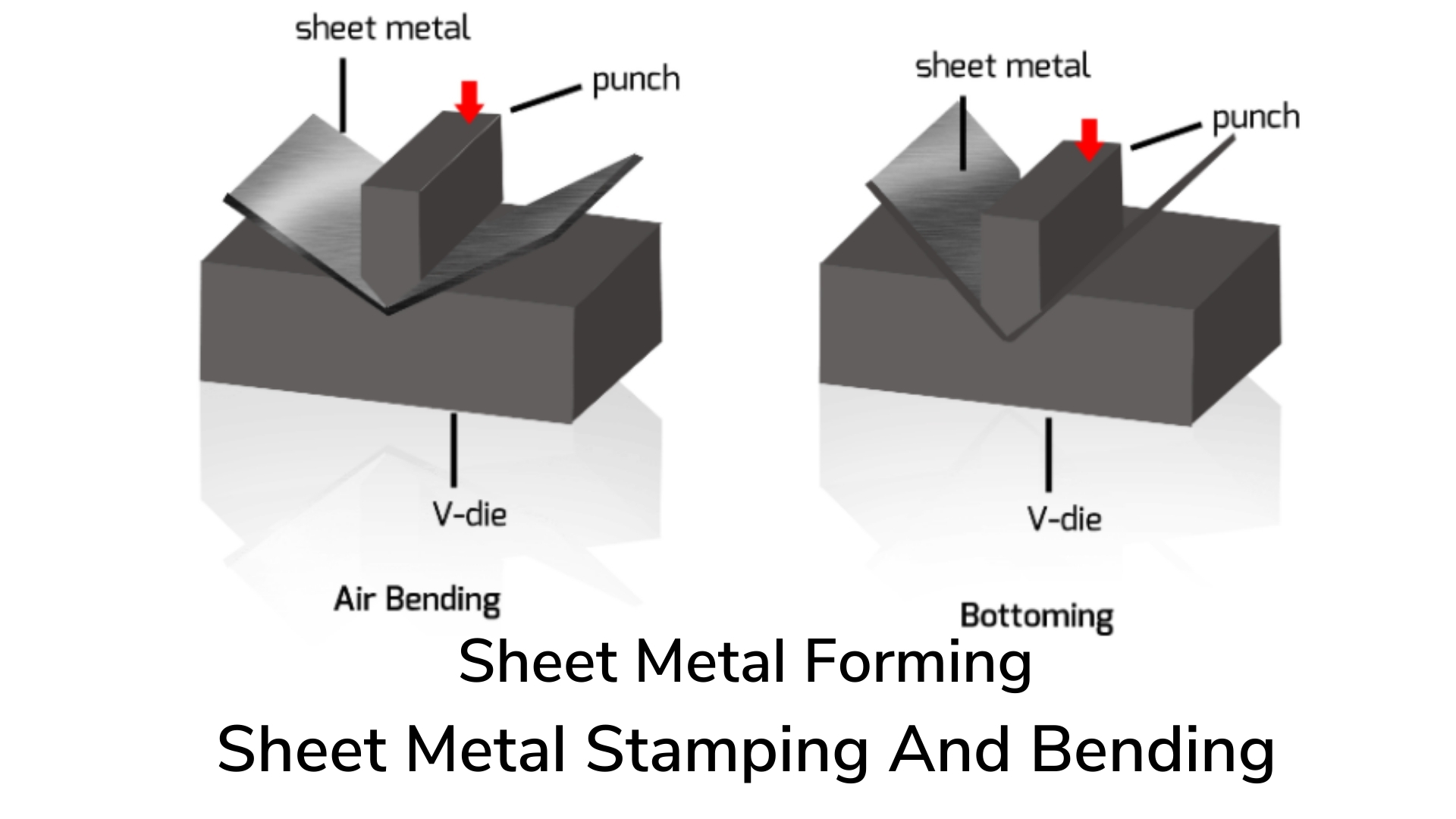
パンチは能動的な変形または切断動作を生み出します。ピアシングでは、パンチが板を貫通して穴を開けます。ブランキングでは、パンチとダイがストリップから外形を分離します。曲げでは、パンチが板をダイ形状に押し込みます。絞りでは、パンチが板材料をキャビティに引き込み、より深い部品を形成します。
パンチの設計は、エッジ品質、穴形状、成形圧力、焼付きリスク、工具摩耗に影響します。小さなパンチは破損しやすい場合があります。長く細いパンチはより強力なガイダンスが必要な場合があります。成形パンチは、材料が割れずに曲がるように半径計画が必要な場合があります。

バイヤーは、重要なスタンピングフィーチャー(ピアス穴、スロット、ルーバー、タブ、曲げ線、エンボス、絞りカップ、コネクタフィーチャー)を特定する必要があります。これらのフィーチャーは、パンチ形状、工具メンテナンス、検査ポイント、および二次的なバリ取りや成形工程が必要かどうかを決定します。
板金スタンピングにおけるダイの役割は何ですか?
ダイは板金を支持し、最終的な形状を制御します。切断工程では、ダイ開口部がパンチと連携して材料をせん断します。成形工程では、ダイ表面が板を必要な曲げ、絞り、エンボス、または成形形状に導きます。
ダイの設計は、寸法精度、バリ方向、部品平坦度、絞り深さ、スプリングバック、表面跡、および排出に影響します。ダイ形状は、材料の厚さ、強度、延性、結晶粒方向、コーティング、表面要件に適合する必要があります。

バイヤーは、部品のどの面が外観面または機能面かをサプライヤーに伝えるべきです。バリ方向、イジェクタマーク、ダイマーク、成形傷は、可視面、電気接点領域、シール面、精密組立インターフェースで重要になる場合があります。
パンチ-ダイクリアランス、バリ、スプリングバックはプレス部品にどのように影響しますか?
パンチ-ダイ間クリアランスは、最も重要な工具設計の1つです。材料のグレードや板厚に適合しないクリアランスは、バリの増加、エッジの裂け、パンチ負荷、工具摩耗、寸法ばらつきを引き起こす可能性があります。正確なクリアランスは、材料とフィーチャーに基づいてスタンピングサプライヤーが設定する必要があります。
バリは重要です。せん断端部には通常、バリ側とロールオーバー側があるためです。図面には、バリ方向が組み立て、電気接点、安全性、シール、外観に重要かどうかを明記する必要があります。バリが許容できない場合は、バリ取り、タンブリング、ブラッシング、または二次仕上げを見積もる必要があります。
スプリングバックは、板金が成形後に部分的に戻る現象です。スプリングバックは、材料強度、板厚、曲げ半径、結晶粒方向、成形形状、工具補正に依存します。バイヤーは、曲げ角度、平坦度、および検査が必要な合わせ面を特定する必要があります。
板金スタンピングではどのようなダイタイプが使用されますか?
一般的なダイタイプには、ブランキングダイ、ピアシングダイ、曲げダイ、成形ダイ、絞りダイ、コンパウンドダイ、プログレッシブダイ、トランスファーダイがあります。ダイタイプは、部品形状、生産量、工程数、公差、材料利用率、自動化ニーズに依存します。
単工程ダイは、単純な低量部品やプロトタイプ検証に適している場合があります。プログレッシブダイは、大量生産でストリップレイアウトに複数の工程が必要な場合により適しています。トランスファーダイは、部品が大きすぎる、または複雑すぎてプログレッシブストリップ処理が難しい場合に検討されます。
RFQでは、予想数量、部品サイズ、材料、板厚、フィーチャー数、外観面、検査要件を明記する必要があります。これらの詳細は、サプライヤーがすべてのスタンピングプロジェクトに1つのダイタイプを想定するのではなく、適切な工具ルートを選択するのに役立ちます。
バイヤーはダイおよびパンチ工具のRFQに何を含めるべきですか?
有用な板金スタンピングRFQには、3D CADモデル、2D図面、材料グレード、板厚、関連する焼き戻しまたは硬度、年間生産量、対象生産段階、重要な寸法、バリ方向要件、表面仕上げ、コーティング、平坦度、曲げ角度、穴公差、検査方法を含める必要があります。
バイヤーは、部品がプロトタイプ、少量スタンピング、または大量生産部品であるかも共有する必要があります。パンチとダイの設計は、予想生産量、工具寿命、メンテナンス計画、自動化、コスト目標に応じて変わります。
実際的な答えは、ダイとパンチは単なる一般的な工具名ではないということです。パンチとダイは、プレス部品の形状、エッジ品質、成形挙動、コスト、メンテナンスリスク、検査戦略を定義します。
