Qu'est-ce qu'un exemple de moulage par insertion ?
Le moulage par insertion fait référence à un procédé de moulage par injection où un composant ou un insert préfabriqué est placé dans une cavité de moule et encapsulé dans du plastique moulé. Un exemple typique de moulage par insertion est la fabrication de connecteurs électriques encapsulés dans des boîtiers en plastique.
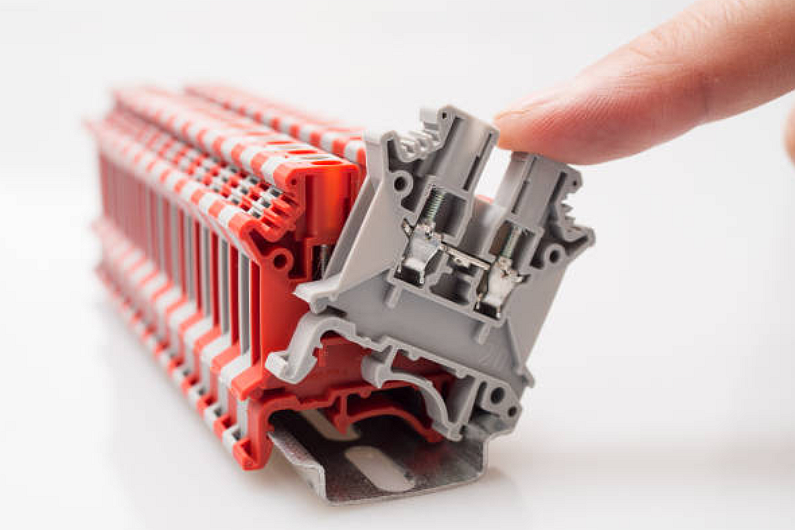
Moulage par insertion de connecteurs électriques
Le moulage par insertion produit régulièrement des connecteurs électriques et des borniers enfermés dans des corps en plastique moulé. Il assure la protection, l'isolation et la structure des contacts métalliques et du câblage.
Les connecteurs peuvent être de simples types à broches et douilles ou des réseaux complexes à broches multiples utilisés dans diverses industries. Les applications vont des faisceaux de câblage automobile aux connecteurs dans l'électronique grand public, les équipements de télécommunication et les systèmes de contrôle industriel.
Avantages de l'utilisation du moulage par insertion
Il y a plusieurs avantages à encapsuler des contacts électriques métalliques dans des boîtiers en plastique moulé par rapport à un assemblage postérieur :
- Crée un composant unifié d'une seule pièce
- Fournit une isolation électrique et un isolement
- Permet des dégagements de contrainte moulés et des caractéristiques de clips
- Offre une flexibilité pour le positionnement et l'orientation du connecteur
- Permet une efficacité de production en grand volume
- Élimine les étapes d'assemblage secondaires
- Réduit les coûts totaux des pièces et du système
Des caractéristiques moulées comme des brides, des bossages filetés, des goupilles d'alignement, des clips et des dégagements de contrainte de câble peuvent être incorporées pour l'installation et la fiabilité. L'insertion en plastique fournit également une encapsulation complète et un étanchéité environnementale.
Étapes du procédé de moulage par insertion
La production de connecteurs électriques moulés par insertion implique les étapes suivantes :
1. Les bornes et fils métalliques sont préfabriqués en fonction des exigences de conception du connecteur. Cela peut impliquer l'estampage, le pliage, le sertissage et le pré-câblage des broches et douilles.
2. Les inserts de contact sont éventuellement testés pour la continuité électrique et la force d'insertion avant le moulage. Cela vérifie la qualité des composants avant l'encapsulation.
3. Les inserts sont chargés dans des cavités désignées à l'intérieur d'un moule d'injection multi-cavités manuellement ou par automatisation. Un positionnement et une orientation précis sont critiques.
4. Le moule se ferme et la résine thermoplastique fondue est injectée sous pression pour remplir les cavités. Les plastiques courants sont le PBT, le nylon, l'ABS, le polycarbonate ou le PPS.
5. Le plastique s'écoule autour des inserts, les encapsulant entièrement dans le boîtier tout en laissant les zones de contact exposées.
6. Les broches et les caractéristiques moulées sont précisément formées par les détails du noyau et de la cavité. Le plastique adhère à l'insert.
7. Après refroidissement, le moule s'ouvre et les composants finis du connecteur sont éjectés.
8. Les pièces sont ensuite ébarbées, estampées ou gravées si nécessaire avant les tests finaux et l'expédition.
Il existe deux principales techniques de moulage par insertion utilisées pour les connecteurs électriques :
- Moulage par insertion à pointe chaude
- Moulage bi-matière
Moulage par insertion à pointe chaude
Avec cette méthode, les inserts de connecteurs pré-câblés sont chauffés jusqu'à ce que les pointes des bornes soient fondues. Les inserts sont ensuite placés dans les cavités du moule où le plastique encapsule complètement le corps tout en fusionnant avec les pointes fondues. Cela crée un composant solide consolidé après la resolidification dans le moule.
Moulage par insertion bi-matière
Le moulage bi-matière, ou multi-matière, consiste à injecter une résine secondaire spécifiquement sur les zones de contact de l'insert pour obtenir une adhérence. Le premier tir encapsule le corps, tandis que le second tir adhère aux pointes. Cela fournit une adhésion sans chauffer les inserts.
Les techniques multi-matière sont également utilisées pour créer des connecteurs avec des effets esthétiques bicolores en moulant le corps et la face dans des résines de couleurs différentes.
Considérations de conception
Une conception efficace de connecteur moulé par insertion nécessite de prendre en compte les éléments suivants :
- Géométrie de l'insert pour correspondre à l'écoulement de la résine et à la dynamique du moulage
- Chevauchement requis pour une résistance d'adhésion suffisante
- Contre-dépouilles et trous pour une rétention mécanique améliorée
- Lignes de jointure pour permettre le chargement et l'éjection des inserts
- Emplacements des canaux d'injection par rapport aux inserts
- Alignement, positionnement et orientation des inserts
Les fabricants peuvent exploiter ce procédé pour produire des connexions électriques intégrées, fiables et économiques encapsulées dans des boîtiers en plastique protecteurs en comprenant les principes du moulage par insertion et les exigences de conception des connecteurs. Les produits finaux consolident plusieurs assemblages en composants unifiés.
