Prototipos de fundición a presión de aluminio: ¿CNC, utillaje rápido o fundición a presión?
Para muchos programas de OEM, los prototipos de fundición a presión de aluminio no son solo muestras opcionales. Son un paso crítico para decidir si una pieza está lista para la inversión en utillaje y la producción en masa. Antes de comprometerse con un molde endurecido, los compradores suelen necesitar verificar mucho más que la forma externa. Necesitan confirmar el ajuste del ensamblaje, las dimensiones funcionales, el margen de mecanizado, la lógica del espesor de pared, las expectativas estéticas y si la geometría es adecuada para una producción estable. Por eso, la estrategia de prototipado es una de las decisiones iniciales más importantes en el desarrollo de fundición a presión de aluminio.
La dificultad radica en que "prototipo" puede significar cosas muy diferentes. Algunos proyectos solo necesitan una muestra de aluminio mecanizada por CNC rápida para confirmar el ajuste y el ensamblaje. Otros necesitan piezas de bajo volumen fabricadas mediante utillaje rápido para evaluar el comportamiento del proceso de manera más realista. En algunos casos, los compradores necesitan piezas prototipo reales de fundición a presión porque solo el proceso real puede revelar el comportamiento relacionado con la contracción, la influencia de la entrada de metal, la ubicación de la línea de rebaba o las condiciones de mecanizado posteriores a la fundición. Elegir entre CNC, utillaje rápido y fundición a presión depende de qué debe demostrar exactamente el prototipo.
Por qué se necesitan prototipos de fundición a presión de aluminio antes de la inversión en utillaje
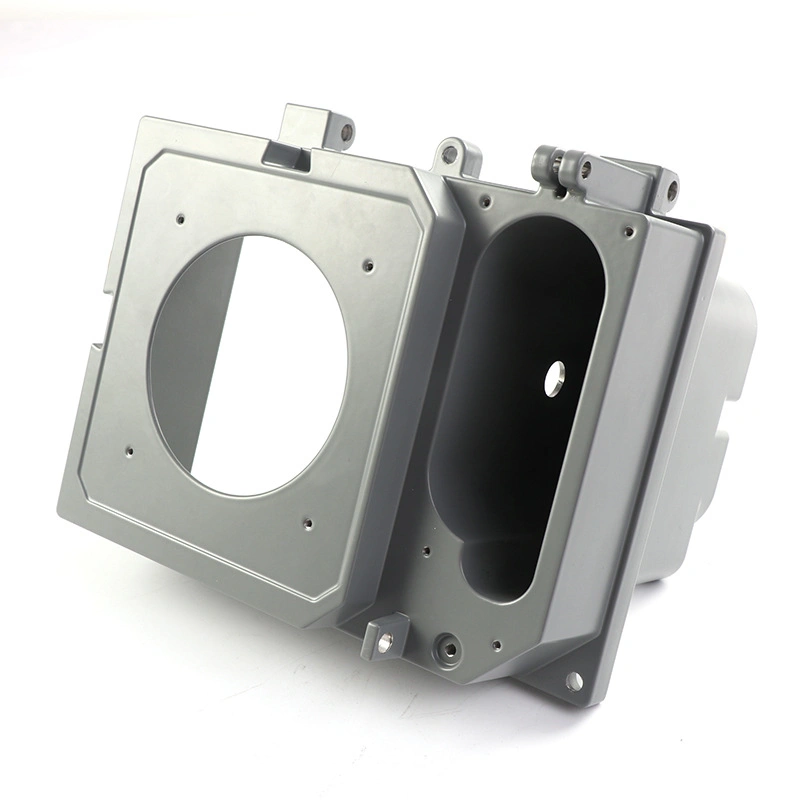
El utillaje duro para fundición a presión representa una inversión significativa, por lo que los compradores suelen querer reducir el riesgo antes de aprobar los moldes de producción. Las piezas prototipo se utilizan para validar si el diseño está lo suficientemente maduro para ese paso. En la práctica, puede ser necesario un prototipo para verificar las holguras de ensamblaje, la precisión de la interfaz de montaje, la rigidez de la pared, la geometría de disipación de calor, las características de sellado, la lógica de los datos de mecanizado y la apariencia objetivo después del granallado, recubrimiento o pintura.
El trabajo de prototipado es especialmente importante para piezas con paredes delgadas, múltiples superficies de mecanizado, caras exteriores estéticas, nervios integrados o un embalaje ajustado dentro de ensamblajes más grandes. Incluso cuando el modelo CAD parece correcto, las piezas prototipo a menudo revelan problemas ocultos como la acumulación de tolerancias, restricciones de acceso de la herramienta, lógica de ángulo de salida insuficiente, transiciones de nervios débiles o expectativas de acabado poco realistas. Por eso, una fase de prototipado bien planificada puede reducir el costo general de desarrollo en lugar de añadir retrasos innecesarios.
Prototipos CNC frente a prototipos de fundición a presión de aluminio
Los prototipos CNC suelen ser la vía más rápida cuando el objetivo principal es verificar la geometría externa, la interfaz de ensamblaje o la función mecánica sin reproducir inmediatamente el proceso exacto de fundición a presión. Mediante el prototipado por mecanizado CNC, los compradores pueden obtener piezas de aluminio rápidamente y verificar los agujeros de montaje, las ubicaciones de los cojinetes, las interfaces de juntas, el ajuste de la carcasa y las proporciones generales del diseño. El CNC es particularmente efectivo cuando el diseño aún está evolucionando y se esperan revisiones frecuentes.
Sin embargo, las piezas mecanizadas por CNC no representan completamente las condiciones reales de fundición a presión. No reproducen el comportamiento de contracción de la fundición, los efectos del flujo de material relacionados con la entrada, la estructura de la piel tal como se fundió, la lógica de la línea de unión ni la textura superficial real de la fundición a presión. También pueden ocultar problemas de fabricabilidad porque una pieza CNC a menudo puede mecanizarse desde stock sólido incluso si la misma geometría sería difícil, ineficiente o inestable en la fundición a presión en cámara caliente. Esto significa que el CNC es excelente para la validación del diseño, pero menos fiable para la validación completa del proceso.
Por el contrario, las piezas prototipo de fundición a presión de aluminio son mucho más útiles cuando el comprador quiere evaluar el comportamiento real de la fundición. Estas piezas pueden ayudar a revelar cómo se llenan las paredes delgadas, cómo se comporta la contracción local, si las ubicaciones de los expulsores y de la línea de unión son aceptables, cuánto material queda para el mecanizado y cómo se compara la calidad superficial con las expectativas. La contrapartida es que los prototipos de fundición a presión verdaderos suelen requerir más preparación que las piezas CNC simples, especialmente si implica utillaje dedicado.
Resumen de selección de prototipos: CNC frente a fundición a presión
Vía de prototipado | Mejor uso para | Ventaja principal | Limitación principal |
|---|---|---|---|
Validación rápida de geometría y ensamblaje | Tiempo de entrega rápido y fácil revisión del diseño | No representa completamente el comportamiento del proceso de fundición a presión | |
Prototipo de fundición a presión de aluminio | Validación del proceso real y revisión de riesgos de producción | Más cercano a las condiciones reales de fundición y comportamiento del acabado | Mayor esfuerzo de preparación que el prototipado CNC |
Validación de bajo volumen antes del utillaje completo | Puente útil entre la muestra conceptual y la producción en masa | Aún no siempre idéntico al utillaje de producción endurecido |
Utillaje rápido para validación de bajo volumen
El utillaje rápido suele ser el punto medio más práctico cuando los compradores necesitan una validación previa a la producción más realista de la que puede ofrecer el CNC, pero aún no están listos para invertir en moldes de producción completos. En esta etapa, el objetivo suele ser producir un lote limitado de piezas que simulen mejor las condiciones reales de fabricación mientras se controla el costo de desarrollo. Para algunos proyectos, esta puede ser la forma más eficiente de confirmar la madurez de la geometría, la repetibilidad del ensamblaje, el margen de post-mecanizado y la viabilidad del acabado antes de liberar la herramienta de producción.
Esta vía es especialmente valiosa cuando se espera que la pieza pase rápidamente a la producción en serie, pero el equipo aún necesita una validación física del ajuste, la manipulación y la compatibilidad con los procesos posteriores. Los compradores que planifiquen este paso también deben revisar las opciones más amplias de prototipado y el papel del prototipado por moldeo rápido para unir el desarrollo conceptual y el lanzamiento de la producción.
Cómo las piezas prototipo ayudan a verificar el ensamblaje, la contracción, el margen de mecanizado y el acabado
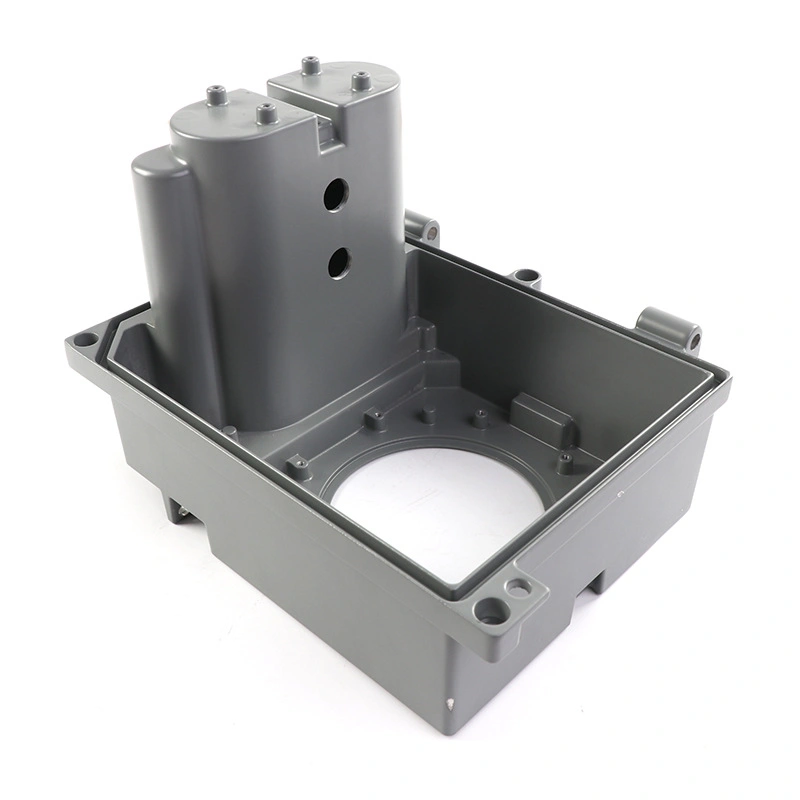
Las piezas prototipo deben seleccionarse en función de lo que el equipo del proyecto intenta verificar. Si la preocupación principal es el ajuste del ensamblaje, entonces la colocación precisa de los agujeros, las caras de interfaz, los asientos de las juntas y la geometría de acoplamiento son la prioridad. Si la preocupación es la preparación para la fundición a presión, entonces las transiciones del espesor de pared, la estructura de los nervios, la exposición de la línea de unión y las zonas probablemente sensibles a la contracción se vuelven más importantes. Si la preocupación es el post-procesamiento, entonces deben evaluarse el margen de mecanizado, el acceso de recorte, las superficies estéticas y la respuesta al acabado.
Para carcasas de aluminio y piezas estructurales, la validación del prototipo a menudo revela si el espesor de la pared está lo suficientemente equilibrado para una fundición estable, si los cubos locales o los nervios necesitan rediseño, si las roscas deben mecanizarse o rediseñarse, y si las superficies estéticas pueden tolerar la lógica de la entrada y del expulsor. También puede ayudar a confirmar si la pieza debe recibir granallado, pulido, pintura o acabados relacionados con la anodización después de la fundición. Los compradores que evalúan las expectativas superficiales también pueden encontrar útil revisar las piezas de aluminio anodizado y la anodización de aluminio fundido si el producto final tiene requisitos decorativos o de resistencia a la corrosión.
Qué puede verificar cada etapa del prototipo
Elemento de validación | Prototipo CNC | Prototipo de utillaje rápido | Prototipo de fundición a presión |
|---|---|---|---|
Ajuste de ensamblaje | Fuerte | Fuerte | Fuerte |
Geometría funcional básica | Fuerte | Fuerte | Fuerte |
Comportamiento de contracción de la fundición | Débil | Moderado | Fuerte |
Revisión del margen de mecanizado | Moderado | Moderado a fuerte | Fuerte |
Realismo del acabado superficial | Limitado | Moderado | Fuerte |
Lógica de la línea de unión y eyección | Débil | Moderado | Fuerte |
Revisión de la repetibilidad del lote | Débil | Moderado | Fuerte |
Cuándo pasar del prototipo a la producción por fundición a presión
El momento adecuado para pasar al utillaje de producción suele ser cuando la fase de prototipo ha respondido a las preguntas técnicas y comerciales más importantes. Eso significa que el ajuste del ensamblaje está confirmado, las características críticas son estables, la estructura de la pared es aceptada, la estrategia de mecanizado está definida y las expectativas de acabado superficial están alineadas con el proceso real. También significa que la cantidad anual y el caso de negocio son lo suficientemente sólidos para justificar la inversión en la matriz.
Los compradores deben evitar pasar demasiado pronto al utillaje completo si el prototipo aún muestra problemas de ajuste sin resolver, incertidumbre en el margen de mecanizado o preocupaciones estéticas. Por otro lado, esperar demasiado tiempo después de que el diseño ya esté estable puede retrasar el lanzamiento innecesariamente. La decisión debe basarse en si el proyecto aún tiene incertidumbre de diseño o solo queda la planificación de ejecución.
Señales de que un proyecto está listo para el utillaje de producción
Señal de preparación | Por qué es importante |
|---|---|
El ajuste del ensamblaje está verificado | Reduce el riesgo de corrección de la herramienta debido a errores de interfaz |
Las características de mecanizado críticas están definidas | Permite optimizar conjuntamente el utillaje y la ruta de mecanizado |
El espesor de pared y la lógica de los nervios son aceptados | Mejora la estabilidad de la fundición y reduce el riesgo de defectos |
Las expectativas superficiales son realistas | Previene desacuerdos estéticos después de la liberación de la herramienta |
El volumen anual está confirmado | Apoya la amortización del utillaje y la selección del proceso |
El paquete de RFQ está completo | Mejora la precisión de la cotización, el diseño del utillaje y el calendario de lanzamiento |
Lista de verificación para compradores: archivos 3D, planos 2D, material, acabado, cantidad
Un buen plan de prototipado comienza con un paquete de RFQ completo. Los proveedores solo pueden recomendar la ruta de prototipado correcta si entienden qué intenta validar el comprador y en qué se espera que se convierta la pieza en producción. Los datos incompletos a menudo llevan a elegir el método de prototipado incorrecto, lo que puede desperdiciar tiempo y aumentar el costo de desarrollo.
Lista de verificación de RFQ para prototipos de piezas de aluminio
Elemento de RFQ | Por qué es importante |
|---|---|
Archivos 3D | Permiten revisar la geometría, el espesor de pared, los nervios y la lógica del utillaje |
Planos 2D | Definen dimensiones críticas, datos y prioridades de tolerancia |
Material | Aclara si el prototipo debe simular el comportamiento de la aleación final |
Requisito de acabado | Determina si se necesita validación estética o de recubrimiento |
Cantidad | Ayuda a seleccionar entre CNC único, validación de bajo volumen o prueba de proceso |
Superficies de mecanizado | Identifica qué características necesitan revisión de post-procesamiento |
Contexto de aplicación | Ayuda a determinar si lo más importante es la función, el ajuste o el realismo del proceso |
Cuanto más completa sea esta información, más fácil será elegir entre el prototipado por mecanizado CNC, el prototipado por moldeo rápido y el desarrollo real de prototipos de fundición a presión de aluminio.
Conclusión: Elija la ruta de prototipado en función de lo que deba demostrarse
Los prototipos de fundición a presión de aluminio son más útiles cuando se eligen en función del propósito de validación y no por hábito. Los prototipos CNC son ideales para verificaciones rápidas de geometría y ensamblaje. El utillaje rápido puede admitir la validación orientada al proceso de bajo volumen antes del utillaje duro. Las piezas prototipo de fundición a presión reales son mejores cuando el equipo debe comprender el comportamiento de la fundición, la influencia de la contracción, el margen de mecanizado y las condiciones superficiales similares a la producción.
Para los compradores que desarrollan nuevas piezas de aluminio para OEM, la ruta de prototipado más inteligente es la que responde a las preguntas técnicas más importantes antes de la inversión en utillaje. Si está preparando un nuevo proyecto, comience revisando la fundición a presión de aluminio, compare las rutas de prototipado disponibles y alinee su RFQ en torno a la función exacta que se espera que valide el prototipo.



