Was ist die Schrumpfung beim Metallpulverspritzgießen?
Die Schrumpfung beim Metallpulverspritzgießen (MIM) ist die kontrollierte Maßänderung, die auftritt, wenn ein gegrünter Formling durch Entbindern und Sintern zu einem dichten gesinterten Metallteil wird. Das praktische RFQ-Problem besteht darin, zu entscheiden, wie das MIM-Material, der Feedstock, die Teilegeometrie, der Werkzeugausgleich, der Sinterprozess und der Prüfplan die kritischen Maße kleiner komplexer Metallteile steuern.
Was bedeutet Schrumpfung beim Metallpulverspritzgießen?
Beim Metallpulverspritzgießen bedeutet Schrumpfung, dass die eingespritzte Feedstock-Form kleiner wird, wenn das Bindemittel entfernt wird und die Metallpulverpartikel während des Sinterns verdichten. Der gegrünte Formling wird absichtlich größer hergestellt als das endgültige Metallteil, da die Form und der Prozessplan diese erwartete Maßänderung kompensieren müssen.
Schrumpfung ist kein zufälliger Defekt, wenn der MIM-Prozess kontrolliert wird. Schrumpfung ist ein normaler Teil des MIM-Wegs. Das Risiko für Käufer ist ungleichmäßige Schrumpfung, unvorhersehbare Verformung oder unkontrollierte Maßänderung an Merkmalen wie Löchern, Schlitzen, dünnen Wänden, Gewinden, Vorsprüngen, Bezugsflächen und Passflächen.
MIM-Schrumpfungsfaktor | Betroffene Fertigungsstufe | Maßrisiko | RFQ-Informationen, die Käufer bereitstellen sollten |
|---|---|---|---|
Metallpulvertyp | Feedstock-Vorbereitung und Sintern | Verschiedene Legierungen und Pulvereigenschaften können unterschiedlich schrumpfen | Zielliegierung und zugelassene Ersatzmaterialien |
Bindemittelsystem | Spritzgießen und Entbindern | Bindemittelentfernung kann die Formstabilität vor dem Sintern beeinflussen | Funktionelle Oberflächen und empfindliche Merkmale |
Pulverfüllgrad | Feedstock-Konsistenz | Variation kann die Enddichte und den Maßtrend beeinflussen | Kritische Maße und Prüfpriorität |
Wandstärke des Teils | Entbindern, Erhitzen und Sintern | Dicke und dünne Abschnitte können unterschiedlich schrumpfen oder sich verziehen | Wandstärken, Rippen, Vorsprünge und Querschnittsänderungen |
Geometrie des Merkmals | Werkzeugbau, Entbindern und Sinterunterstützung | Kleine Löcher, lange Schlitze, dünne Stege und tiefe Merkmale können sich bewegen oder schließen | Funktionelle Löcher, Schlitze, Gewinde und Montageschnittstellen |
Sinterunterstützung | Sinterofenbeladung | Unterstützte Merkmale können durchhängen, sich verziehen oder verformen | Anforderungen an Ebenheit, Geradheit und Bezugspunkte |
Werkzeugausgleich | Formenkonstruktion | Falscher Ausgleich kann zu systematisch über- oder untergroßen Teilen führen | 2D-Zeichnung, Toleranzschema und Endprüfmaße |
Sekundäre Bearbeitung | Nachbearbeitung nach dem Sintern | Kritische Merkmale müssen möglicherweise nach der Schrumpfung bearbeitet werden | Bearbeitete Bezugsflächen, Gewinde, Bohrungen oder Dichtflächen |
Wann tritt Schrumpfung während des MIM-Prozesses auf?
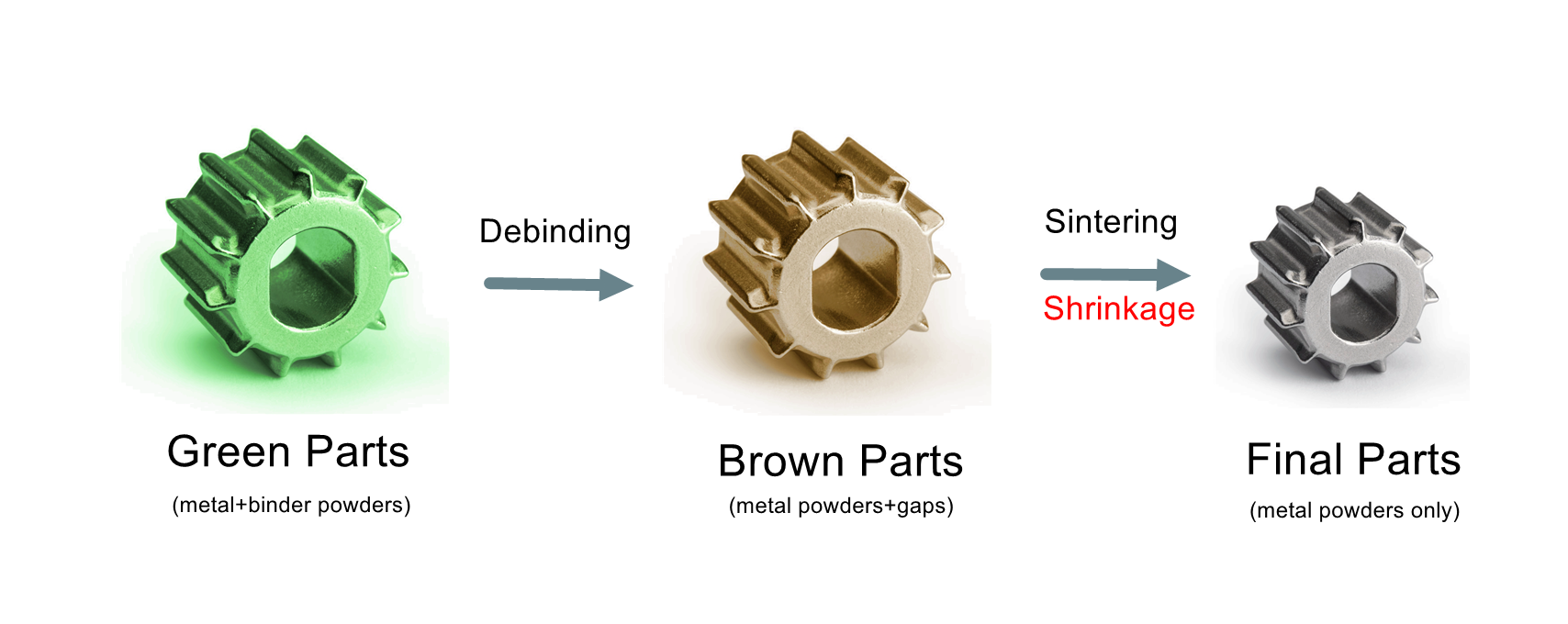
MIM-Schrumpfung wird hauptsächlich während des Sinterns sichtbar, nachdem der gegrünte Formling das Entbindern durchlaufen hat. Der Grünling enthält Metallpulver und Bindemittel. Das Entbindern entfernt das Bindemittelsystem und hinterlässt einen spröden Braunling, der für das Sintern genügend Form behalten muss.
Während des Sinterns verbinden sich die Metallpulverpartikel und verdichten sich. Diese Verdichtung reduziert die Gesamtabmessungen des Teils und erzeugt die endgültige Metallstruktur. Die Schrumpfungsrichtung und -konsistenz hängen von Pulver, Bindemittel, Teilegeometrie, Unterstützung, Ofenbedingungen und Prozesskontrolle ab.
Der Käufer sollte verstehen, dass die Formkavität nicht die gleiche Größe wie das endgültige Teil hat. Der MIM-Lieferant konstruiert die Form mit einem Schrumpfungsausgleich, damit das gesinterte Teil nach der erwarteten Reduzierung die Zielmaße erreicht.
Wie beeinflussen Material, Feedstock und Teilegeometrie die MIM-Schrumpfung?
Material und Feedstock beeinflussen die Schrumpfung, da jede MIM-Legierung und jedes Pulversystem ein eigenes Sinterverhalten aufweist. Edelstahl, niedriglegierter Stahl, Werkzeugstahl, magnetische Legierungen und andere MIM-Materialien können unterschiedliche Prozessannahmen erfordern. Der genaue Schrumpfungsfaktor sollte vom Lieferanten für das ausgewählte Material und Feedstock-System bestätigt werden.
Die Teilegeometrie beeinflusst ebenfalls die Schrumpfung. Ein gleichmäßiger Wandquerschnitt ist in der Regel einfacher zu kontrollieren als ein Teil mit abrupten Querschnittsänderungen, isolierten dicken Vorsprüngen, dünnen Auslegern, langen Schlitzen, Sacklöchern oder sehr kleinen Merkmalen. Eine ungleichmäßige Massenverteilung kann das Verformungsrisiko während des Entbinderns und Sinterns erhöhen.
Käufer sollten funktionelle Maße frühzeitig identifizieren. Ein kosmetisches Außenprofil toleriert möglicherweise mehr Abweichung als eine Lagerbohrung, ein Schnappmerkmal, ein Gewindeloch, eine Dichtfläche, ein Zahnradzahn oder eine Passbezugsebene. Diese Unterscheidung hilft dem Lieferanten bei der Planung von Werkzeug, Sinterunterstützung, Prüfung und möglicher sekundärer Bearbeitung.
Wie wirkt sich Schrumpfung auf MIM-Maße und Toleranzen aus?
Schrumpfung beeinflusst sowohl die Gesamtteilgröße als auch die Genauigkeit lokaler Merkmale. Selbst wenn eine globale Schrumpfung vorhergesagt wird, können einzelne Merkmale durch die Anschnittlage, Wandstärke, Entbinderungsweg, Sinterunterstützung, Ofenbeladung und Teileausrichtung beeinflusst werden.
Bei MIM-RFQs sollten Käufer vermeiden, standardmäßig jedem Merkmal enge Toleranzen zuzuweisen. Enge Toleranzen sollten für funktionelle Maße wie Passflächen, Löcher, Bohrungen, Gewindepositionen, Dichtbereiche, Ausrichtungsmerkmale und Bezugsflächen reserviert werden. Nichtfunktionelle Maße können oft breitere Toleranzerwartungen verwenden.
Wenn ein Maß für die MIM-Kontrolle im gesinterten Zustand zu kritisch ist, können sekundäre Bearbeitung, Prägen, Kalibrieren, Schleifen oder ein anderer Endbearbeitungsschritt erforderlich sein. Die Zeichnung sollte diese kritischen Merkmale klar kennzeichnen, damit das Angebot den korrekten Prozessweg enthält.
Wie kompensieren Werkzeug und Prozesskontrolle die MIM-Schrumpfung?
MIM-Werkzeuge kompensieren die Schrumpfung, indem sie die Formkavität skalieren und die Merkmalskonstruktion entsprechend dem ausgewählten Feedstock und Sinterprozess anpassen. Diese Kompensation basiert auf Prozesserfahrung, Materialdaten, Formfüllverhalten und maßlichem Feedback aus der Bemusterung.
Die Prozesskontrolle unterstützt diese Kompensation. Feedstock-Konsistenz, Spritzgießbedingungen, Entbinderungszyklus, Sintertemperaturprofil, Ofenatmosphäre, Teileunterstützung und Prüffeedback beeinflussen alle die Maßkonsistenz. Ein stabiler Prozess hilft dem Lieferanten, das Schrumpfungsverhalten von der Bemusterung bis zur Produktion vorhersagbar zu halten.
Die Prüfung schließt den Kreislauf. Die Erstmusterprüfung, CMM-Messung, Lehrenprüfung, Sichtprüfung, Dichteprüfung und Funktionstests können feststellen, ob der Schrumpfungsausgleich korrekt ist oder ob Werkzeug, Prozess oder sekundäre Operationen angepasst werden müssen.
Was sollten Käufer angeben, wenn MIM-Schrumpfung ein Angebotsthema ist?
Ein nützliches MIM-RFQ sollte das 3D-CAD-Modell, die 2D-Zeichnung, die Zielliegierung, die erwartete Stückzahl, die Teilefunktion, kritische Maße, Toleranzangaben, Oberflächengüteanforderungen, Wärmebehandlungs- oder Sekundärbearbeitungsbedarf, Prüfanforderungen und alle nicht änderbaren Montageschnittstellen enthalten.
Käufer sollten auch Maße markieren, die nach dem Sintern kritisch sind. Wenn Löcher nach dem Sintern gebohrt, Gewinde bearbeitet, eine Bezugsebene geschliffen oder eine Oberfläche poliert werden, sollten diese Operationen vor dem Angebot angegeben werden.
Die praktische Antwort ist, dass MIM-Schrumpfung erwartet und handhabbar ist, wenn Materialauswahl, Werkzeugausgleich, Entbindern, Sintern, Prüfung und Sekundärarbeiten gemeinsam geplant werden. Der genaue Schrumpfungswert sollte als projektspezifisch betrachtet werden und nicht aus einer allgemeinen Regel übernommen werden.
Verwandte FAQs
