熔模铸造 | 工艺、材料、优缺点
投资铸造概述
投资铸造,也称为失蜡铸造,是一种制造工艺,拥有数千年的投资铸造历史。它以能够生产具有优良表面光洁度、高尺寸精度和复杂细节的零件而闻名。此工艺应用于许多行业,如航空航天、汽车和医疗,用于制造其他铸造方法难以实现的零件。投资铸造工艺彰显了Investment & Precision Casting Ltd.的多功能性和精密性。

投资铸造工艺流程
投资铸造工艺包含多个关键步骤。以下是投资铸造工艺的分步介绍:
模型制作
工艺始于制作与最终产品相同的蜡模型。此模型通常使用注塑成型工艺制造,熔融蜡料被注入金属模具(型腔),并冷却固化。

蜡模型组装与树状形成
蜡模型制作完成后,将其组装到浇注系统上,形成类似树状的结构。此组装方式可同时铸造多个零件,提高投资铸造工艺效率。
陶瓷壳制作
随后将蜡树浸入陶瓷浆料中,围绕蜡模型形成壳层。此过程需多次浸涂,每次浸涂之间需干燥。
蜡去除
陶瓷壳干燥后,将蜡在炉中熔化,使之流失,形成空心模具。此步骤赋予失蜡铸造工艺名称由来。
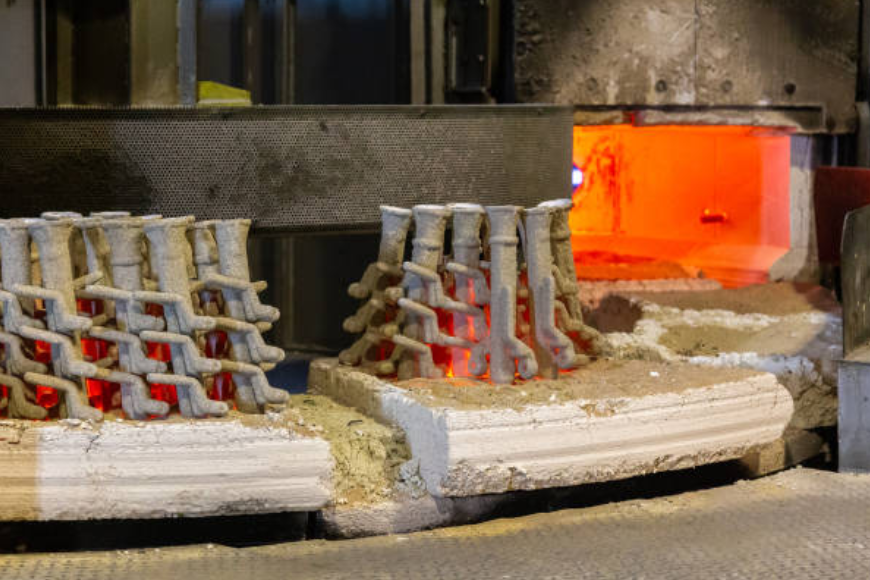
熔炼与浇注
将模具预热后注入熔融金属。金属在陶瓷模具中凝固,形成最终零件。
后续加工
金属冷却凝固后,破除陶瓷壳,将各零件从浇注系统中切割分离。随后采用磨削、打磨或机械加工等精整工艺,达到最终尺寸和表面要求。
投资铸造用材料概述
投资铸造的多功能性体现在可选用的各种投资铸造材料上。材料选择取决于应用、成本、机械性能和铸造特性等因素。最常用的材料包括不锈钢、铝和特种合金,展示了投资铸造工艺的广泛适用性。
投资铸造可选用多种材料,每种材料具有独特性能:

不锈钢
不锈钢以�耐腐蚀性和优异的机械性能而著称,常用于食品加工、医疗和海洋应用。
材料分类 | 材料等级 | 适用工艺 | 数据表 |
奥氏体不锈钢 | 304 (CF8) | 投资铸造 | 304 数据表 |
奥氏体不锈钢 | 316 (CF8M) | 投资铸造 | 316 数据表 |
马氏体不锈钢 | 410 (CA15) | 投资铸造 | 410 数据表 |
马氏体不锈钢 | 17-4 PH (CB7Cu-1) | 投资铸造 | 17-4 PH 数据表 |
铁素体不锈钢 | 430 (CF3) | 投资铸造 | 430 数据表 |
双相不锈钢 | 2205 (CD3MN) | 投资铸造 | 2205 数据表 |
低合金钢
该材料相比碳钢具有更优越的机械性能,常用于高强度和高韧性要求的应用场景。低合金钢投资铸造可为苛刻环境提供坚固零件。
材料分类 | 材料等级 | 适用工艺 | 数据表 |
低合金钢 | 4130 (L80) | 投资铸造 | 4130 数据表 |
低合金钢 | 4140 (L80) | 投资铸造 | 4140 数据表 |
低合金钢 | 4340 (L80) | 投资铸造 | 4340 数据表 |
低合金钢 | 8620 (L80) | 投资铸造 | 8620 数据表 |
低合金钢 | 8630 (L80) | 投资铸造 | 8630 数据表 |
低合金钢 | 9310 (L80) | 投资铸造 | 9310 数据表 |
铸铝合金
铸铝合金具有轻量化和耐腐蚀的优点,广泛应用于汽车和航空航天等行业。
材料分类 | 材料等级 | 适用工艺 | 数据表 |
铝合金 | A356 | 投资铸造 | A356 数据表 |
铝合金 | A357 | 投资铸造 | A357 数据表 |
铝合金 | 6061 | 投资铸造 | 6061 数据表 |
铝合金 | 7075 | 投资铸造 | 7075 数据表 |
铝合金 | 356-T6 | 投资铸造 | 356-T6 数据表 |
铝合金 | 380 | 投资铸造 | 380 数据表 |
碳钢
碳钢是一种具有良好强度和韧性平衡的经济材料,常用于投资铸造。
材料分类 | 材料等级 | 适用工艺 | 数据表 |
碳钢 | 1010 | 投资铸造 | 1010 数据表 |
碳钢 | 1020 | 投资铸造 | 1020 数据表 |
碳钢 | 1030 | 投资铸造 | 1030 数据表 |
碳钢 | 1045 | 投资铸造 | 1045 数据表 |
碳钢 | 1080 | 投资铸造 | 1080 数据表 |
碳钢 | 4140 | 投资铸造 | 4140 数据表 |
高温合金
高温合金因能承受高温和腐蚀环境而被广泛应用于喷气发动机和工业燃气轮机中。
材料分类 | 材料等级 | 适用工艺 | 数据表 |
镍基高温合金 | IN718 | 投资铸造 | IN718 数据表 |
镍基高温合金 | IN625 | 投资铸造 | IN625 数据表 |
镍基高温合金 | IN713C | 投资铸造 | IN713C 数据表 |
镍基高温合金 | IN738 | 投资铸造 | IN738 数据表 |
钴基高温合金 | Mar-M-247 | 投资铸造 | Mar-M-247 数据表 |
钴基高温合金 | Haynes 25 | 投资铸造 | Haynes 25 数据表 |
铸铁
铸铁以其良好的铸造性和可加工性著称,常用于汽车和工业应用。
材料分类 | 材料等级 | 适用工艺 | 数据表 |
灰口铸铁 | Class 20 | 投资铸造 | Class 20 数据表 |
灰口铸铁 | Class 30 | 投资铸造 | Class 30 数据表 |
灰口铸铁 | Class 40 | 投资铸造 | Class 40 数据表 |
球墨铸铁 | 65-45-12 | 投资铸造 | 65-45-12 数据表 |
球墨铸铁 | 80-55-06 | 投资铸造 | 80-55-06 数据表 |
球墨铸铁 | 100-70-03 | 投资铸造 | 100-70-03 数据表 |
铜合金
铜合金(包括黄铜和青铜)以其优良的导电性和耐腐蚀性而闻名。
材料分类 | 材料等级 | 适用工艺 | 数据表 |
铜合金 | C83600 | 投资铸造 | C83600 数据表 |
铜合金 | C92200 | 投资铸造 | C92200 数据表 |
铜合金 | C95400 | 投资铸造 | C95400 数据表 |
铜合金 | C95800 | 投资铸造 | C95800 数据表 |
铜合金 | C17200 | 投资铸造 | C17200 数据表 |
铜合金 | C17510 | 投资铸造 | C17510 数据表 |
特种合金
特种合金用于需要特殊性能的应用,如高温强度、磁性或耐磨性。包括钛合金、钴合金和镍合金。
材料分类 | 材料等级 | 适用工艺 | 数据表 |
钛合金 | Ti-6Al-4V | 投资铸造 | Ti-6Al-4V 数据表 |
钛合金 | Ti-6Al-2Sn-4Zr-2Mo | 投资铸造 | Ti-6Al-2Sn-4Zr-2Mo 数据表 |
钴基高温合金 | CoCrMo | 投资铸造 | CoCrMo 数据表 |
钴基高温合金 | MP35N | 投资铸造 | MP35N 数据表 |
镍基高温合金 | Rene 41 | 投资铸造 | Rene 41 数据表 |
镍基高温合金 | Hastelloy X | 投资铸造 | Hastelloy X 数据表 |
投资铸件表面处理
表面处理用于提升投资铸件的外观、改善耐腐蚀性、改变材料性能,并保护表面免受外界影响。所用表面处理类型取决于最终产品要求。
投资铸造常用表面处理
投资铸造采用多种表面处理方法:
镀层
电镀
电镀是一种利用电流将溶液中的金属离子还原并沉积在导电物体表面的工艺。工件作为阴极浸入金属盐溶液中,阳极由将要镀覆的金属制成。通电后,金属离子在工件表面沉积,形成均匀的金属层。电镀可增强零件的耐腐蚀性和耐磨性,改变表面摩擦性能,提升美观度。常用电镀金属包括铬、镍、铜、锌、锡、金和银。电镀工艺经济高效,广泛应用于零件、汽车车身、饰品、工具等涂层。
PVD
PVD(物理气相沉积)是一种在工件表面沉积高性能薄膜的工艺。该工艺通过加热涂层材料至蒸发,再在工件表面沉积成膜。PVD可精确控������������������������������������������������������������������������������������,可沉积金属、陶瓷等材料,以提高硬度、耐腐蚀性和耐磨性。广泛应用于工具、汽车、航空航天、医疗等行业。PVD可形成附着力强、均匀且美观的涂层,满足各种高要求场景。
抛光
抛光是一种使用磨料打磨表面以获得光洁表面的工艺。抛光过程中,将磨料在表面以圆周运动反复擦拭,逐层去除材料,实现镜面光泽。抛光可用于金属、玻璃和塑料等材质,广泛应用于零件精整、车灯翻新等场景。它不仅提升外观,还能防止污染物附着,便于清洁。
表面淬火
表面淬火是在金属零件表层进行选择性硬化,而保持内部韧性和延展性的工艺。常用方法包括碳氮共渗、快速加热后淬火和激光熔覆。此工艺可使外层具有高耐磨性,同时内部保持抗冲击能力。表面淬火广泛应用于齿轮、轴承等汽车、航空航天和制造业的重要零件。
粉末涂装
粉末涂装是一种工业表面处理工艺,将带电粉末喷涂到接地工件表面,再经过加热固化,形成坚硬均匀的涂层。粉末涂层可形成比传统喷涂更厚的涂膜,具有优异的耐腐蚀性、抗冲击性和耐磨性,常用于金属零件的保护和装饰。
投资铸造公差
投资铸造可实现优异且可重复的铸态公差。典型情况下,当同一点重复测量时,单点公差可达每英寸±0.003至±0.004,标准偏差为三倍以内。公差能力主要受零件形状影响。
影响公差能力的因素
零件形状对公差影响显著。对称且壁厚均匀的零件固化时收缩变异较小,非对称结构变异更大。
模具和成型工具公差约占总变异的10%。
工艺变异约占70%,包括蜡模、陶瓷壳和铸造过程的所有其他变异。
提高线性公差的策略
零件重新设计,如添加拉杆、筋和肋。
调整蜡模注塑工具,在首件达到标称尺寸后优化。
校直或冲压整形。
增加检测和量仪检查。
机械加工。
Signicast在部分特征上可实现±0.002"的高精度公差,但±0.004"/inch更为常见的优选公差。
投资铸造工艺优势
投资铸造具有多项优势:

可制造几乎任意尺寸的零件,从微小到大型。
能够生产复杂几何形状的零件,其他工艺难以实现。
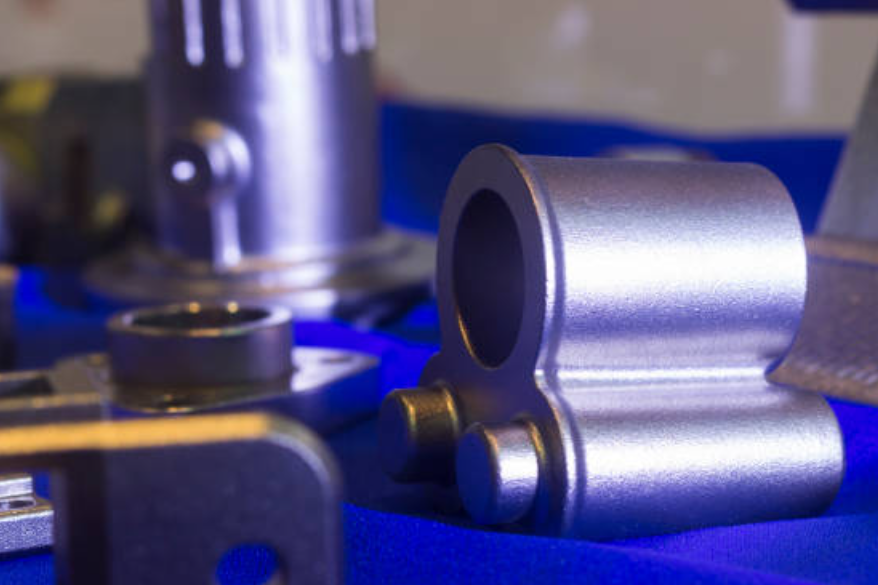
实现优良的表面光洁度和高尺寸精度,无需额外加工。
公差精度高且可重复。
成品零件具有优异的机械性能和结构完整性。
投资铸造注意事项
尽管投资铸造优势众多,但也需考虑以下因素:
模具成本较高,尤其是复杂零件。
尺寸受铸造厂能力限制。
�����������������
����������������������������������
����
������������������表面光洁、尺寸精度高且结构复杂的零件。在选择是否采用投资铸造时,应结合项目需求,包括材料、表面处理和公差要求,综合评估最优方案。
