Что такое услуга гибки листового металла?
Услуга гибки листового металла формирует вырезанные заготовки листового металла в угловые или изогнутые детали с помощью контролируемой деформации, обычно с использованием инструмента листогибочного пресса. Этот процесс применяется после лазерной резки, плазменной резки, штамповки или сдвига для изготовления кронштейнов, панелей, корпусов, крышек, воздуховодов, защитных ограждений, креплений и формованных компонентов из листового металла. Практическая задача RFQ — определение марки материала, толщины листа, радиуса гиба, угла гиба, направления гиба, допуска, расстояния от отверстия до линии гиба и последующих операций до предоставления котировки.
Что делает услуга гибки листового металла?
Гибка листового металла превращает плоскую заготовку в контролируемую трехмерную форму без удаления материала в линии гиба. Пуансон и матрица, листогибочный инструмент, вальцовочная машина или формовочное приспособление прикладывают усилие, чтобы металл деформировался и сохранял требуемый угол или радиус.
Ценность для покупателя в том, что одна плоская заготовка может стать функциональным кронштейном, стенкой корпуса, шасси, секцией воздуховода, крышкой, опорой или монтажной пластиной. Гибка может уменьшить количество сварных швов и сборных деталей, но конечная точность зависит от поведения материала, выбора инструмента, настройки станка и метода контроля.
Какие методы гибки листового металла распространены?
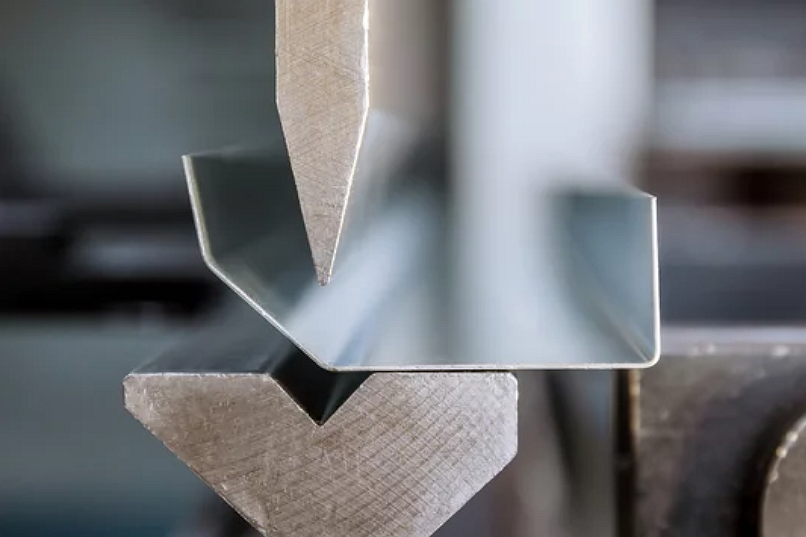
Гибка на листогибочном прессе — наиболее распространенный метод для нестандартных деталей из листового металла, поскольку он поддерживает множество углов, фланцев, выступов и коробчатых форм. Гибка с помощью листогибочного станка часто рассматривается для панелей, крышек и длинных фланцев, где важны маркировка поверхности и обработка деталей. Вальцовка используется для радиусов большого размера, цилиндров и изогнутых панелей.
Метод гибки | Наилучшее применение | Детали RFQ для определения |
|---|---|---|
Гибка на прессе | Кронштейны, фланцы, корпуса, панели и формованные детали из листового металла. | Угол гиба, внутренний радиус, толщина материала, доступ инструмента и допуск. |
Гибка на листогибе | Длинные панели, крышки, коробки и видимые поверхности листа. | Длина фланца, декоративная сторона, состояние кромки и последовательность гибки. |
Вальцовка | Кривые большого радиуса, цилиндрические секции, ограждения и архитектурные панели. | Радиус, длина дуги, пружинение материала и требования к качеству поверхности. |
Вторичная формовка | Тиснения, смещения, жалюзи, ребра и локальные элементы. | Расположение элемента, возможность оснастки и риск деформации детали. |
Какие материалы обычно используются для гибки листового металла?
Углеродистая сталь, нержавеющая сталь, алюминий, оцинкованная сталь, медь и латунь являются распространенными материалами для гибки листового металла. Каждый материал имеет различную пластичность, пружинение, риск растрескивания, риск появления следов на поверхности и требования к коррозионной стойкости или отделке.
Нержавеющая сталь часто требует внимания к пружинению и защите поверхности. Алюминий может быть легким и поддающимся формовке, но сплав и состояние термообработки влияют на риск растрескивания. Углеродистая сталь широко используется для кронштейнов, корпусов и конструкционных панелей. Оцинкованная сталь требует проверки повреждения покрытия вдоль линии гиба. Медь и латунь могут быть выбраны из-за электропроводности или декоративного вида, но следует проверить финишную обработку поверхности и следы гибки.
Как радиус гиба и толщина листа влияют на RFQ?
Радиус гиба и толщина листа влияют на растрескивание, пружинение, внутренний радиус, внешние размеры и выбор инструмента. Острый изгиб на толстом или менее пластичном материале может вызвать растрескивание или чрезмерное утонение. Больший внутренний радиус может быть безопаснее для материала, но может изменить посадку детали и положение фланца.
Покупатели не должны предполагать, что один минимальный радиус гиба подходит для всех материалов. В RFQ следует указать марку материала, толщину, направление волокон, если это важно, внутренний радиус гиба, угол гиба и то, измеряются ли размеры до внутренней, внешней или нейтральной поверхности. Эта информация поможет поставщику разработать плоскую развертку и определить размер готовой детали.
Какие допуски и детали контроля важны для гнутых деталей из листового металла?
Для гнутых деталей из листового металла требуется проверка допусков на угол гиба, длину фланца, положение отверстий после гибки, общую высоту, плоскостность и сборку. Плоская заготовка, вырезанная лазером, может соответствовать размерам контура, но гибка может сместить положения отверстий, изменить положение фланца и внести угловые отклонения.
Параметр контроля | Почему это важно | Примечание покупателя в RFQ |
|---|---|---|
Угол гиба | Влияет на посадку, закрытие корпуса и выравнивание кронштейна. | Определите допуск на угол и необходимость функциональных калибров. |
Длина фланца | Влияет на монтаж, нахлест и зазор для крепежа. | Укажите критичные размеры фланцев и базы отсчета. |
Расстояние до отверстия | Отверстия слишком близко к изгибу могут деформироваться или сместиться после формовки. | Отметьте функциональные отверстия и разрешите проверку DFM. |
Плоскостность | Большие панели могут деформироваться при резке, гибке или сварке. | Указывайте плоскостность только там, где это влияет на сборку или герметизацию. |
Состояние поверхности | Следы от инструмента или повреждение покрытия могут повлиять на видимые детали. | Определите декоративную сторону и требования к отделке. |
Какие вторичные операции часто сочетаются с гибкой металла?
Гибка металла обычно сочетается с лазерной резкой, плазменной резкой, штамповкой, нарезанием резьбы, зенкованием, сваркой, клепкой, шлифовкой, щеточной обработкой, порошковой покраской, анодированием, гальваническим покрытием, пассивацией и сборкой. Эти этапы следует рассматривать вместе, так как гибка может повлиять на доступ к отверстиям, последовательность сварки, покрытие и окончательный контроль.
Если деталь является корпусом, в RFQ следует определить посадку крышки, расположение выступов, метод крепления, требования к петлям или вставкам и декоративную сторону. Если деталь является конструкционным кронштейном, в RFQ следует определить направление нагрузки, критические отверстия, радиус гиба и необходимость сварки или обработанных баз после гибки.
Какие риски конструкции должны проверить покупатели перед заказом гнутых деталей?
Основные риски конструкции: пружинение, растрескивание, недостаточная длина фланца, отверстия слишком близко к линиям гиба, взаимное влияние гибов, ограничения доступа инструмента и косметические дефекты. Эти риски можно снизить, если поставщик проверит плоскую развертку, последовательность гибки, направление волокон и критические размеры до производства.
Покупатели должны отправлять как плоский DXF, так и проставленный чертеж готовой детали, когда это возможно. 3D-модель помогает передать конечную форму, но 2D-чертеж должен определять линии гиба, углы, радиусы, материал, толщину и требования к контролю.
Что должны отправлять покупатели для RFQ на гибку листового металла?
Покупатели должны отправлять CAD-файл, плоскую развертку (если имеется), чертеж готовой детали, марку материала, толщину, радиус гиба, угол гиба, направление волокон (если применимо), декоративную сторону, количество, примечания по допускам, последующие операции и требования к контролю. Для повторного производства покупатели также должны указать критические размеры, которые должны оставаться постоянными в разных партиях.
Четкий RFQ на гибку листового металла позволяет поставщику выбрать правильный метод гибки, инструмент, последовательность гибки и подход к контролю. Это снижает риск проб и ошибок и помогает оценить весь маршрут от резки до формовки, отделки и сборки.
Часто задаваемые вопросы
