高精度CNC车削与PVD涂层不锈钢口袋镜
镜子介绍
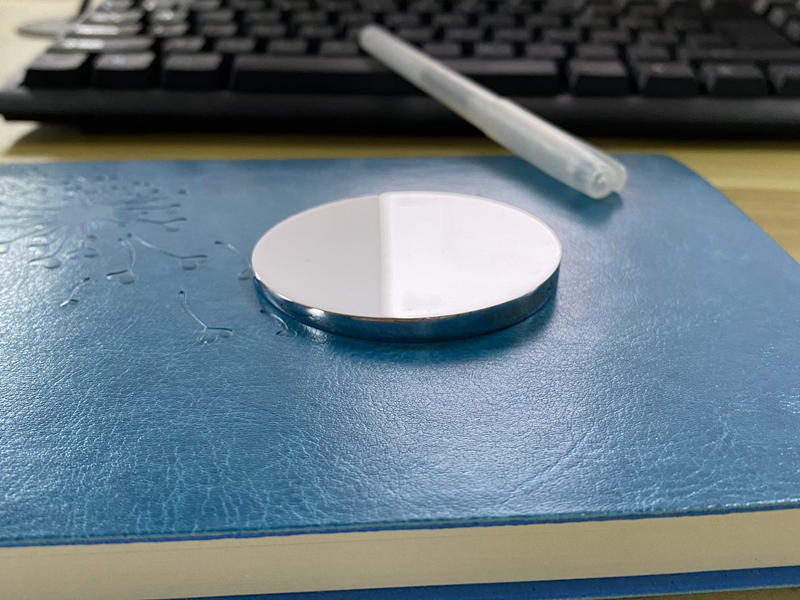
此镜子的圆形直径为60毫米,最厚边缘为12毫米,最薄边缘为6毫米。这是因为一侧是平面,另一侧是凹球面。材料为不锈钢。表面处理为镀铑。
我解释制作此镜子的意图,以便大家理解。
设计说明
材料选择
我们选择316L不锈钢材料,使镜子具有特定质感且不易生锈。我们对其他材料持开放态度。前提是镜子的质量和功能能够满足。
平面与凹球面
众所周知,镜平面具有100%完美的成像功能。

凹球面反射面具有放大功能。设计的弧线可以使细节在平均观看距离内接近十倍放大。市场上有很多这样的镜子,但都是玻璃制成的。不耐摔。

镀铑
铑合金是一种无毒、无害、坚硬且稳定的金属,赋予镜子高抗划伤性。这也符合镜子作为轻奢产品的定位。
镶钻设计
主要原因是整个镜子没有孔洞,表面要求极高。PVD无法进行,因此我们在最厚的边缘钻了一个1毫米的孔用于PVD。然后在这个孔中镶嵌一颗水钻,完成最终表面处理。
我们的制造方法
毛坯制造
CNC车削
我们目前通过CNC车削制造镜子的毛坯。我们首先将直径为62毫米的316L棒材切割成15毫米厚,然后车削成我们所需的平面和半径。
抛光工艺
首先,我们必须抛光镜子的边缘以去除CNC切割痕迹。然后使用平面磨床对平面镜进行镜面抛光。最后,我们手动抛光凹球面。
PVD涂层
我们购买铑靶材,对整个镜子进行PVD涂层。如上所述,我们有一个1毫米的螺丝孔用于悬挂。
钻石工艺
我们使用施华洛世奇钻石进行镶嵌。这款镜子可能成为某些设计师包包的吊坠。既美观又实用。属于轻奢品。
我们遇到的问题
CNC车削夹伤
在CNC车削过程中,镜子的边缘会被夹伤,留下不同程度的痕迹,这使得我们后续抛光镜子边缘极其困难,并且缺陷率很高。
CNC镜面车削
我们使用金刚石道具进行CNC车削,但仍然有细微的CD纹。我们使用超声波抛光去除凹球面上的CD纹,然后进行手工抛光。由于超声波抛光,镜子边缘会产生一个小的R角。也可以说是抛光塌边。
PVD缺陷
由于只有一个1毫米的孔,我们将孔攻丝为1毫米。然后用带1毫米螺纹的细线连接。然后进行PVD悬挂。由于接触面积有限,导电性不足,部分镜子在PVD后会出现缺陷。大约20%。
钻石工艺
我们使用热镶嵌,部分热能会从孔周围逸出,这会导致孔周围变黑。类似于烧焦痕迹。这是由于不锈钢孔在高温下变黑造成的。缺陷率约为40%。
关于批量生产
我们目前使用这种方法制造了1000面镜子。但成本非常高。
我们对任何工艺和任何材料都持开放态度。但我们的原始设计不能改变。
优化工艺后,我们预计这次生产8000件。目前,我们倾向于金属注射成型工艺和粉末压制成型工艺。如果您有任何好的建议,请给我留言。
