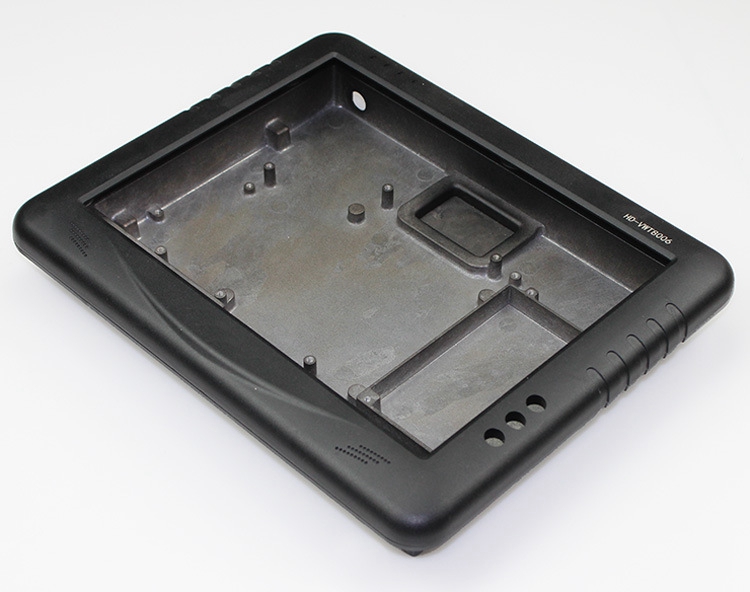
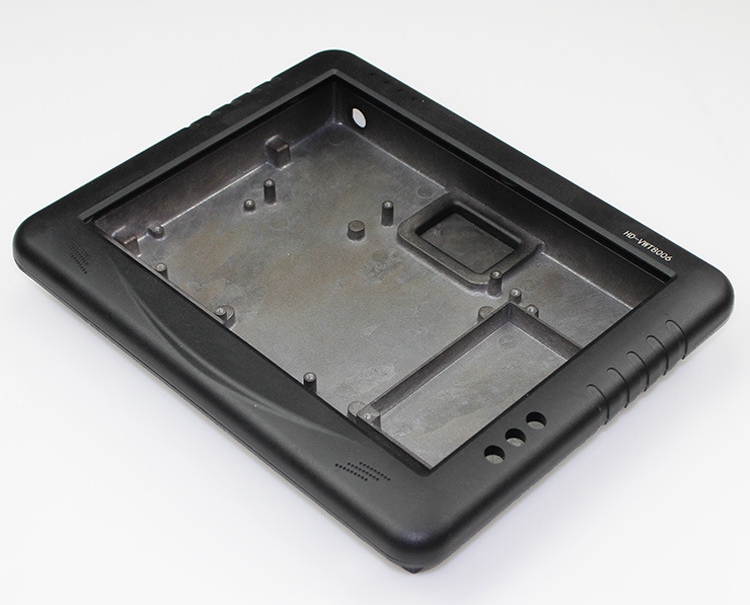
打造完美的汽车显示屏后盖:薄壁铝压铸件的精妙之处
汽车行业不断寻求创新解决方案,以提升车辆性能和美学。一个经常被忽视的关键部件是汽车显示屏后盖。这些后盖保护精密的电子设备,并有助于提升车辆内饰的整体外观和触感。
这篇博客文章将探讨用于汽车显示屏后盖的薄壁铝压铸件的精密生产工艺。我们将探讨尖端技术,例如铝压铸、CNC加工、螺纹加工、抛光和喷漆。此外,我们还将讨论ADC 12铝合金的选择、表面处理的重要性以及生产过程中面临的挑战。阅读完本文后,您将对这些关键汽车部件背后的工程实力有更深入的了解。

制造技术概述
铝压铸
铝压铸是一种制造工艺,其中熔融铝在高压下注入钢模。这种高效的方法生产出的零件具有出色的尺寸精度和光滑的表面光洁度。铝,特别是ADC 12,因其轻质特性、高耐腐蚀性和卓越的机械强度而在汽车应用中备受青睐。ADC 12合金以其优异的铸造性而闻名。它是制造复杂薄壁部件(如汽车显示屏后盖)的理想选择。
CNC加工
铝压铸工艺完成后,零件通常需要进一步精加工以满足精确规格。这就是CNC(计算机数控)加工发挥作用的地方。CNC加工在切割、钻孔和成型压铸件方面实现了高精度。它确保汽车显示屏后盖满足精确的公差,这对于部件完美贴合在车辆仪表板内至关重要。CNC加工的精度有助于实现最终产品的一致质量和可靠性。
螺纹加工、抛光和喷漆
为了增强汽车显示屏后盖的功能性和美观性,采用了额外的精加工工艺:
螺纹加工:此工艺涉及在压铸件上创建螺纹。螺纹加工对于组装至关重要,允许后盖牢固地连接到其他部件。
抛光:抛光是在铝部件上实现光滑、反光表面的关键步骤。它涉及机械抛光表面以去除任何瑕疵,从而产生高光泽度,增强汽车显示屏后盖的外观。
喷漆:喷漆不仅改善了后盖的视觉吸引力,还提供了防腐蚀和磨损的保护层。喷漆工艺通常包括涂底漆、底色漆和清漆,以确保耐用性和高质量的表面处理。
压铸材料选择
ADC 12合金
ADC 12是一种广泛应用于压铸行业的铝合金,特别是在汽车应用中。本节将探讨ADC 12的关键特性以及为什么它是制造汽车显示屏后盖的首选。
ADC 12的特性:
优异的铸造性:ADC 12熔点低、流动性好,易于铸造成复杂形状和薄壁结构。这对于生产像汽车显示屏后盖这样精细、轻质的部件至关重要。
高强度重量比:ADC 12的突出特性之一是其相对于重量的高强度。这使其成为汽车应用的理想选择,因为在汽车应用中,在不牺牲强度的情况下减轻重量至关重要。
良好的耐腐蚀性:ADC 12表现出优异的耐腐蚀性,这对于暴露在各种环境条件下的汽车部件至关重要。它确保了最终产品的长寿命和可靠性。
导热性:铝合金,包括ADC 12,具有良好的导热性,有助于散发显示屏后盖内电子元件产生的热量。
尺寸稳定性:ADC 12具有良好的尺寸稳定性,意味着它在各种条件下保持其形状和尺寸,这对于必须在组件中精确配合的部件至关重要。
为什么选择ADC 12用于汽车显示屏后盖:汽车行业要求材料满足严格的性能和安全标准。ADC 12的铸造性、强度、耐腐蚀性和导热性使其成为汽车显示屏后盖的理想选择。这些后盖必须轻质以提高整体车辆效率,同时为敏感的电子显示屏提供坚固的保护。
在汽车环境中的性能优势:
减重:使用ADC 12有助于减轻车辆整体重量,从而提高燃油效率和降低排放。
耐用性:ADC 12固有的强度和耐腐蚀性确保显示屏后盖能够承受日常使用和恶劣环境条件的考验。
热管理:ADC 12良好的导热性有助于管理显示电子设备产生的热量,防止过热并延长组件寿命。
铝压铸件表面处理
抛光
抛光在生产汽车显示屏后盖中至关重要,尤其是在处理薄壁铝压铸件时。抛光的目的是创建一个光滑、反光的表面,以增强部件的外观和功能性。以下是所用技术及其重要性的详细介绍:
用于薄壁压铸件的抛光技术:
机械抛光:这涉及使用研磨材料抛光铝部件的表面。机械抛光可以平滑掉压铸过程中可能产生的任何粗糙点或瑕疵。
电解抛光:电解抛光使用电解浴去除一层薄薄的金属,进一步平滑表面并增强其反光性能。这种方法对于在复杂几何形状上实现高光泽度特别有效。
振动抛光:将部件放入装有研磨介质的振动抛光机中。振动使介质温和地抛光表面,这对于具有复杂形状或难以触及区域的部件尤其有效。
实现光滑反光表面:抛光不仅改善了汽车显示屏后盖的视觉吸引力,还增强了其功能性。光滑的表面减少了摩擦和磨损,延长了部件的使用寿命。此外,反光表面可以改善车辆内饰的整体美观性,提供高级的外观和触感。
喷漆
喷漆是精加工工艺的最后一步。它在保护和美化汽车显示屏后盖方面起着至关重要的作用。以下是喷漆工艺及其重要性的深入探讨:
使用的油漆和涂层类型:
底漆:底漆层是喷漆作业的基础。它增强附着力,填充微小瑕疵,并为后续涂层提供均匀的表面。
底色漆:这是主要的颜色层。底色漆使用汽车级油漆以确保耐用性和吸引人的表面处理。颜色和油漆类型的选择可以根据所需的美学和性能要求而变化。
清漆:最后一层是清漆,它提供防紫外线、湿气和化学品等环境因素的保护。它还赋予部件光泽表面,增强其外观。
喷漆工艺及其重要性:
表面准备:喷漆前,铝部件的表面被彻底清洁和准备,以确保最佳的油漆附着力。这可能涉及脱脂、打磨和涂底漆。
涂装:油漆通常使用喷涂技术涂装,以确保均匀一致的涂层。每一层(底漆、底色漆和清漆)在添加下一层之前都会被涂装和固化。
固化:油漆涂装后,部件经过固化过程,加热到特定温度以使油漆硬化。此步骤对于实现耐用和有弹性的表面处理至关重要。
保护和美学效益:喷漆不仅增强了汽车显示屏后盖的视觉吸引力,还提供了必要的保护。油漆层保护铝材免受腐蚀、划痕和其他环境损害。此外,高质量的喷漆作业可以显著提升车辆的感知价值,有助于提供更好的整体客户体验。
铝压铸中的挑战
薄壁压铸
薄壁压铸在制造轻质部件的同时保持结构完整性方面提出了独特的挑战。以下是一些主要困难及其解决方案:
技术难点:
保持均匀壁厚:在薄壁铸件中实现一致的壁厚对于防止薄弱点和确保结构完整性至关重要。变化可能导致翘曲或开裂等缺陷。
模具填充:确保熔融铝完全且均匀地填充模具在薄壁情况下更具挑战性。不完全填充可能导致最终产品出现缺陷和薄弱点。
解决方案:
高精度模具:具有严格公差的高精度模具有助于实现均匀壁厚和一致质量。
优化的铸造参数:调整铸造参数,如注射速度和压力,以确保模具完全且均匀填充。使用仿真软件优化这些参数也可能有益。
合金选择:选择合适的铝合金,如ADC 12,其具有优异的流动性,有助于实现更好的模具填充和薄壁结构。
压铸冷缩和变形
冷缩和变形是压铸中的常见问题,尤其是对于薄壁部件。这些缺陷可能损害最终产品的功能和外观。
原因:
快速冷却:薄壁部分比厚壁部分冷却更快,导致不同的冷却速率和潜在的收缩。
残余应力:铸造过程中积累的应力可能在部件冷却和凝固时导致变形。
缓解这些问题的方法:
受控冷却:实施受控冷却过程确保整个部件均匀冷却速率。这可能涉及在模具内使用冷却通道来调节温度。
热处理:应用铸造后热处理工艺,如退火,以消除残余应力并稳定部件尺寸。
设计优化:优化部件设计以最小化容易收缩和变形的区域。这可能涉及使用加强筋或角撑板来加固薄壁部分。
案例研究:真实示例
让我们看一个真实示例来说明这些挑战和解决方案。
场景:一家主要汽车制造商需要为其新的汽车显示单元制造一个薄壁铝压铸后盖。要求包括
保持1.5毫米的均匀壁厚,
实现高光泽度表面处理,以及
确保部件能够承受环境应力。
遇到的挑战:
壁厚不一致:初始原型显示出壁厚变化,导致结构薄弱。
冷缩:快速冷却导致收缩缺陷,引起尺寸不准确。
变形:残余应力导致冷却过程中变形,影响部件的配合和表面处理。
实施的解决方案:
精密成型:制造商使用高精度模具和优化的浇注系统来确保均匀壁厚。
优化冷却:使用模具内先进的冷却通道实施受控冷却,确保均匀冷却速率并最小化收缩。
铸造后热处理:应用退火工艺以消除残余应力,减少变形并稳定尺寸。
结果:最终产品满足所有规格,壁厚均匀,无收缩缺陷,尺寸稳定性优异。通过细致的抛光和喷漆实现了高光泽度表面处理,生产出视觉吸引人且耐用的汽车显示屏后盖。
我们在压铸方面能做什么?
生产高质量的汽车显示屏后盖涉及先进制造技术、材料选择和细致精加工工艺的复杂相互作用。通过利用铝压铸、CNC加工、螺纹加工、抛光和喷漆的优势,制造商可以实现功能性和美观性兼具的部件。
关键要点:
先进技术整合:
结合铝压铸和CNC加工确保了薄壁部件生产的精度和一致性。
螺纹加工、抛光和喷漆是增强最终产品功能和外观的必不可少的精加工步骤。
材料优势:
ADC 12铝合金因其优异的铸造性、高强度重量比、耐腐蚀性和导热性而成为首选材料。
这些特性使ADC 12成为汽车应用的理想选择,在汽车应用中,性能和耐用性至关重要。
克服生产挑战:
薄壁压铸提出了独特的挑战,可以通过高精度模具、优化的铸造参数和受控冷却技术来解决。
缓解压铸冷缩和变形等问题需要结合设计优化和铸造后处理。
表面处理的重要性:
抛光和喷漆工艺对于实现光滑、反光的表面以及提供防环境因素的保护层至关重要。
高质量的表面处理增强了汽车显示屏后盖的视觉吸引力和使用寿命。
实际应用:
案例研究突出了这些技术和工艺的实际应用,展示了如何克服挑战以生产卓越的汽车部件。
汽车显示屏后盖的成功生产展示了制造中精度、创新和质量控制的重要性。
汽车行业薄壁压铸的未来趋势
汽车行业有望在薄壁压铸及相关制造工艺方面取得进一步进展。增强的仿真软件、改进的材料配方和自动化的精加工技术等创新预计将推动质量和效率达到更高标准。
潜在发展:
增强的仿真和过程控制:仿真工具的持续改进将允许更好地预测和控制铸造参数,从而减少缺陷并提高一致性。
新材料创新:对新型铝合金和复合材料的研究可能提供更好的性能特征,如增加强度和改善热性能。
精加工工艺自动化:在抛光、喷漆和其他精加工工艺中引入自动化和机器人技术将提高精度、减少人工劳动并提高生产速度。
