砂型铸件缺陷:金属铸造厂的成因与预防
在RFQ评审中,哪些砂型铸造缺陷重要?
砂型铸造缺陷会影响定制金属零件,如外壳、底座、框架、支架、泵体、盖子和机械部件。砂型铸造缺陷评审应将气孔、缩松、夹杂、冷隔、热裂、砂芯偏移、加工余量和检查证据与图纸要求联系起来。实际RFQ问题是确定哪些缺陷影响功能,哪些缺陷影响外观,以及哪些缺陷需要在生产前进行检验或工艺变更。
缺陷风险取决于模具质量、砂型性能、砂芯设计、排气、浇注温度、浇注系统、冒口设计、合金行为、冷却速度和铸后加工。买家应标记压力区、密封面、载荷路径、外观表面、加工基准和内部通道,以便铸造厂将缺陷控制与零件功能相匹配。
砂型铸件中气孔的产生原因是什么?
气孔表现为砂型铸件中的空洞、针孔或更大的气体相关空腔。该缺陷可能来自模具排气不良、水分过多、砂芯粘结剂气体、金属液紊流、滞留空气或合金吸气。
当铸件需要压力密封性、防漏性、加工密封面或承载截面时,气孔至关重要。当气孔影响零件功能时,RFQ应明确泄漏测试、压力测试、剖切、X射线检查、CT检查或外观验收标准。

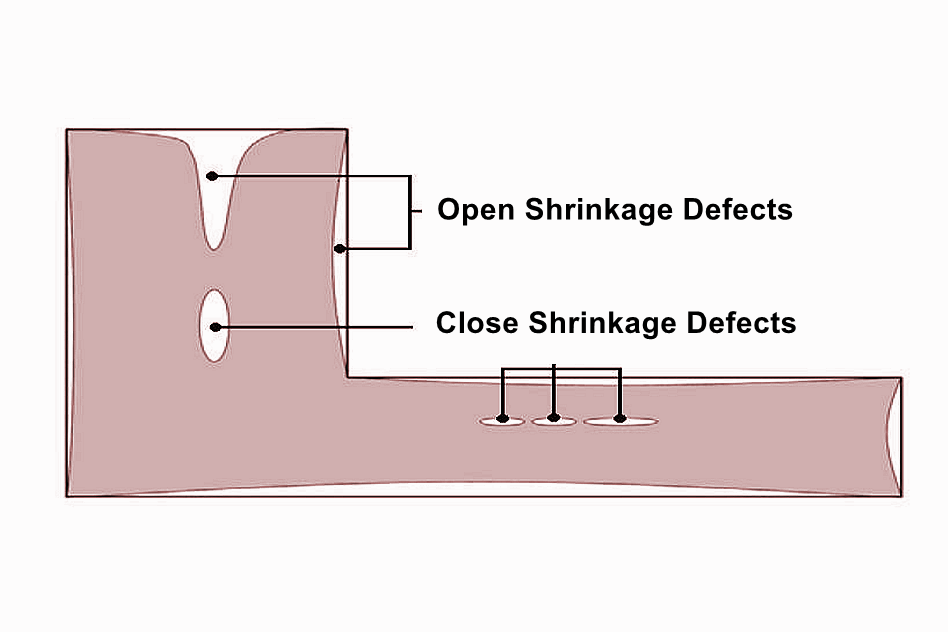
砂型铸件中缩松缺陷的原因是什么?
当熔融金属在凝固过程中收缩,且铸件未从冒口或局部补缩通道获得足够补缩金属时,就会形成缩松缺陷。厚大截面、壁厚突变、孤立凸台、冒口位置不当和冷却不均会增加缩松风险。
缩松控制通常需要设计和工艺评审。铸件可能需要更好的壁厚平衡、冒口更改、冷铁、浇注系统更改、加工余量调整或修订的凝固方案。买家应确定关键截面和加工区域,在这些区域不允许出现缩松。
为什么会出现砂眼和模具缺陷?
当松散的砂子、破损的模具材料、砂芯碎片、熔渣、氧化膜或异物被截留在铸件中时,就会发生砂眼。模具冲蚀、砂芯强度不足、涂料不良、浇注紊流、模具表面损坏和清理不充分都可能导致夹杂缺陷。
夹杂会影响加工表面、密封面、外观和强度。如果铸件有内部通道,买家应规定清理通道和检查要求。砂芯特征可能需要特别关注砂芯强度、排气和溃散性。

砂型铸造中冷隔和浇不足的原因是什么?
当熔融金属未完全充满模具,或者两股金属流相遇但未完全熔合时,就会发生冷隔和浇不足。这些缺陷可能出现在薄壁、长流程、冷区、排气不良区域或复杂几何形状附近。
可能的控制措施包括调整浇注温度、浇注系统、横浇道尺寸、排气、壁厚、模具温度和合金流动性。买家应在报价前确定薄壁区域、急剧过渡、长加强筋和外观流线限制。
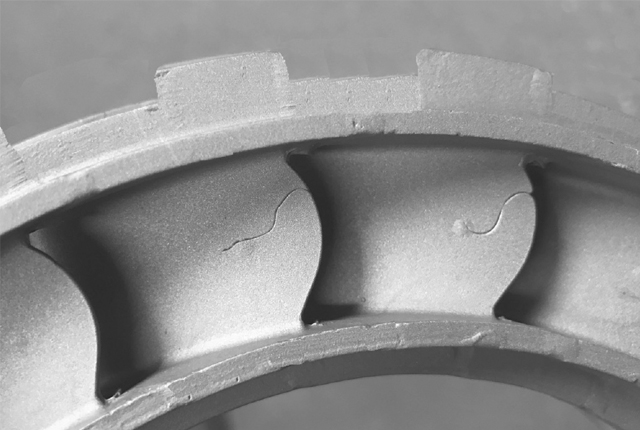
砂型铸件中热裂的原因是什么?
当铸件在凝固过程中因模具几何形状、砂芯位置、壁厚过渡或冷却不均产生收缩受阻而开裂时,就会发生热裂。当裂纹与载荷路径、压力边界、加工表面或安装特征相交时,该缺陷至关重要。
通过审查圆角半径、壁厚过渡、合金行为、冒口设计、模具约束、冷却平衡和砂芯设计,可以降低热裂风险。当裂纹风险影响验收标准时,检查可包括目视检查、渗透检测、剖切、X射线检查或CT检查。

哪些检查证据支持砂型铸造缺陷控制?
检查证据应与铸件功能相匹配。装饰性盖板可能需要目视检查和尺寸检查。压力壳体可能需要泄漏或压力测试。结构支架可能需要材料证书、硬度测试、尺寸报告和裂纹检查,具体取决于买家要求。
常见证据包括首件检验、尺寸报告、三坐标测量、材料证书、硬度测试、热处理记录、目视检查标准、表面粗糙度报告、泄漏测试、压力测试、渗透检测、X射线检查、CT检查或剖切。买家应在生产前明确验收标准。
砂型铸造缺陷 | 可能原因 | 需审查的零件风险 | RFQ或检查证据 |
气孔 | 排气不良、水分、砂芯气体、充型紊流或合金吸气 | 泄漏、压力失效、加工表面空洞和强度降低 | 泄漏测试、压力测试、X射线、CT、剖切和气孔验收标准 |
缩松 | 补缩不足、冒口设计不当、厚大截面和冷却不均 | 薄弱截面、加工表面空洞和压力区缺陷 | 凝固评审、冒口方案、加工余量、剖切、X射线或CT |
砂眼 | 模具冲蚀、砂芯断裂、松散砂子、熔渣、氧化膜或清理不充分 | 表面缺陷、通道堵塞、密封问题和加工废品 | 目视标准、清理通道、内窥镜、剖切和材料评审 |
冷隔或浇不足 | 填充不完全、流动性差、有效温度低、薄壁或排气不良 | 薄弱接缝、几何形状不完整、外观缺陷和装配干涉 | 壁厚评审、浇注系统评审、样品批准、尺寸检查和目视标准 |
热裂 | 收缩受阻、尖锐过渡、圆角不良、合金行为或冷却不平衡 | 裂纹扩展、载荷路径失效、压力泄漏和加工后废品风险 | 渗透检测(DPI)、目视检查、剖切、X射线、CT和裂纹验收标准 |
买家应提供哪些信息以降低砂型铸造缺陷风险?
一份有用的RFQ应包括2D图纸、3D模型、合金牌号、预期数量、铸件尺寸、壁厚、内部砂芯、关键尺寸、加工余量、表面光洁度、热处理、泄漏或压力要求、外观区域和检查方法。
缺陷控制从首个模具浇注之前开始。清晰的图纸有助于铸造厂根据铸件的实际用途审查模具设计、砂芯设计、浇注系统、冒口、排气、加工、精加工和检查证据。
