什么是砂型铸造中的砂芯
砂芯是砂型铸造工艺中的一个关键组成部分。它们能在金属铸件内部形成仅靠两片模具无法生成的内部空腔和精细特征。砂芯在铸件内形成原本不可能存在的负空间。

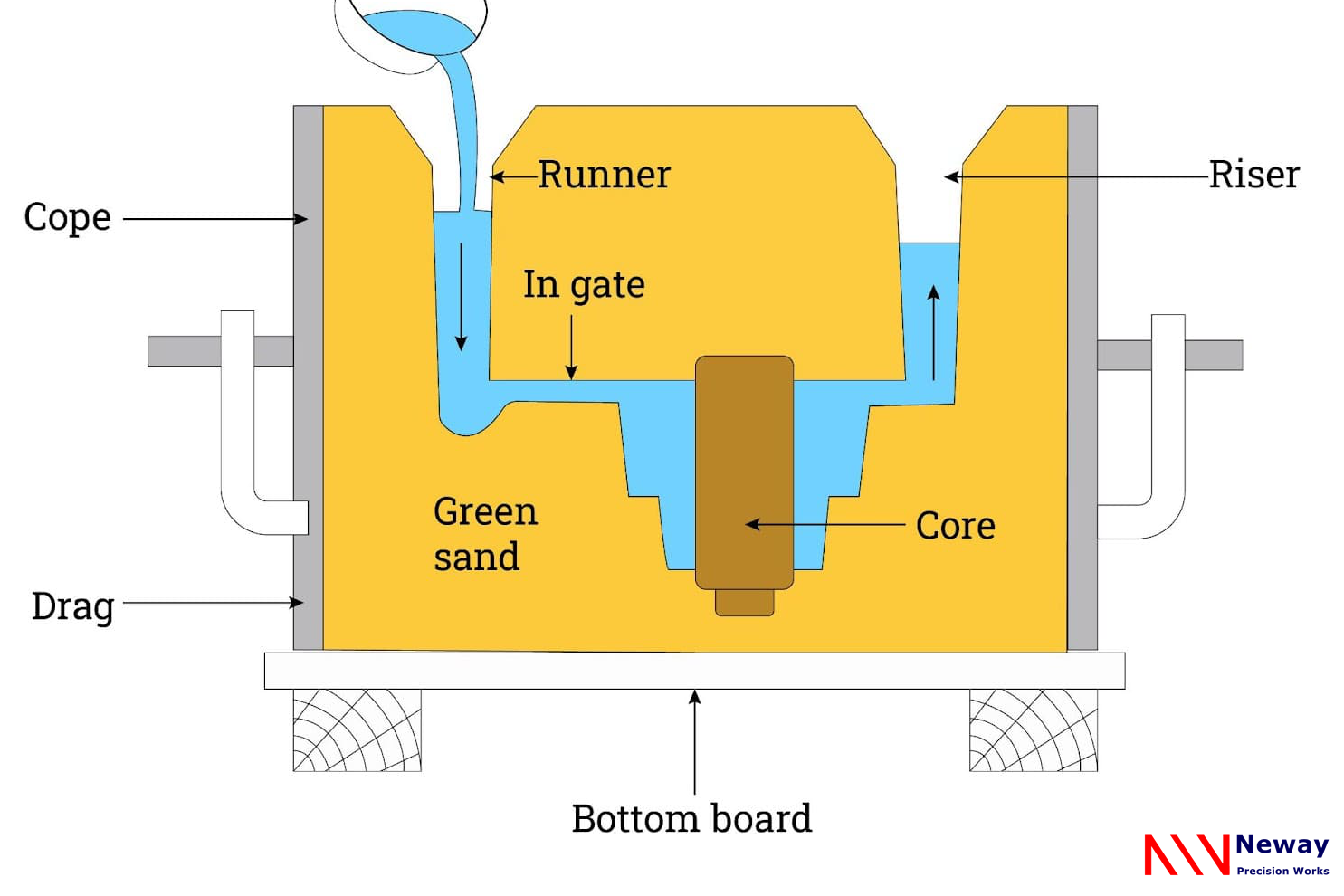
砂芯通过在型腔中放置粘合砂制成的临时占位物来实现这一点,当浇注模具时,这些占位物会排开液态金属。随后,这些砂子通过铸件上设计的开口被移除,留下中空的内部几何形状。
砂芯特性
砂芯必须满足几个基本要求:
- 透气性 - 芯砂需要足够的排气能力,以便在熔融金属浇注时让气体逸出。这可以防止气体缺陷。
- 溃散性 - 凝固后,砂芯必须能够通过物理溃散或用水或其他溶剂溶解的方式从铸件中移除。
- 耐火性 - 需要耐热性,以确保砂芯不会熔化、熔合或与浇注的熔融金属发生化学反应。
- 强度 - 砂芯必须能够承受凝固过程中的金属静压头和热膨胀所产生的力。
砂芯制造
制造砂芯主要有两种方法:
热芯盒法 - 使用加热的金属模具工具将涂有热固性树脂的砂子压实并固化成刚性砂芯。通常使用酚醛聚氨酯粘结剂。简单的芯盒使得短交期和设计变更成为可能。
冷芯盒法 - 砂子涂覆气体固化树脂,然后吹入室温芯盒工具中。固化气体激活树脂,使砂芯在成型后硬化。这种方法能够实现复杂的砂芯几何形状。
在这两种情况下,固化后的砂芯在使用前都会经过时效处理以增强强度。对于大批量生产,使用自动射芯机。但小批量定制砂芯则使用手工填实的芯盒。
砂芯设计原则
砂芯设计遵循几个重要准则:
- 形状简单 - 复杂的倒扣和深凹槽会使砂芯容易断裂和产生缺陷。应使用平缓的过渡和锥度。
- 壁厚均匀 - 由于砂芯尺寸不一致导致的铸件壁厚急剧变化会导致缺陷和热撕裂。
- 最小化凸出部分 - 砂芯上细长的部分强度较弱,可能会熔合到铸件中。应使用短而粗壮的芯头。
- 可达的轮廓 - 砂芯必须能够通过模具开口触及,以便从凝固的铸件中拆卸和移除。
- 排气 - 为了尽量减少气体缺陷,必须通过使用砂添加剂、排气针和合理的浇注系统在砂芯中设计足够的排气。
- 对位 - 应提供芯头和定位特征,以精确地将砂芯定位在型腔内。
砂芯的应用
砂芯使得使用基本的上、下砂箱模具工具制造出原本无法实现的几何形状的铸件成为可能。同时,它也可以简化或替代压铸件的排位,以实现更高的复杂性。一些例子包括:
- 内部通道 - 圆柱形砂芯为液压阀和液压缸创建中空的内部孔道。
- 复杂腔室 - 砂芯在发动机缸盖中形成具有复杂轮廓的进气和排气口。
- 倒扣特征 - 可溃散砂芯允许铸件带有凹槽、槽口和倒扣。
- 中空截面 - 横跨整个模具的砂芯可创建具有中空内壁的结构铸件。
- 厚大截面 - 砂芯可以局部增加铸件截面厚度以提高刚度和强度。
- 复杂流道 - 铸件内部的分支冷却剂通道是通过多砂芯组件制成的。
- 降低成本 - 砂芯通过创建铸孔和凸台来减少机加工,而不是去除材料。通过铸造厂铸造来制造复杂的、带有倒扣的铸件可以显著降低初始模具成本。
正确应用砂芯能够实现许多对零件性能和质量至关重要的功能。砂芯的选择应根据生产批量、交期、成本、设计复杂度和所需的铸件性能进行优化。采用合适的砂芯技术,可以生产出高完整性的铸件。
"感谢Neway 的定制砂型铸造专业知识,我们能够快速制作突破性电动工具设计的原型,并提前将其推向市场。他们的工匠们不懈努力,交付了超出我们严格规格的无瑕铸件和注塑件。他们优化设计以提高可制造性的经验是无价的。如果没有他们在创造这款革命性产品上的合作,我不知道我们今天会是什么样子。" - Steve J., AQUMMA 电动工具
