什么是金属注射成型的收缩率?
金属注射成型(MIM)收缩率是指模塑生坯通过脱脂和烧结变成致密烧结金属零件时发生的受控尺寸缩减。实际的询价问题在于如何确定MIM材料、喂料、零件几何形状、模具补偿、烧结工艺和检验计划将如何控制小型复杂金属零件上的关键尺寸。
金属注射成型中的收缩是什么意思?
在金属注射成型中,收缩意味着注射的喂料形状在烧结过程中随着粘合剂被去除和金属粉末颗粒致密化而变小。模塑生坯有意做得比最终金属零件大,因为模具和工艺计划必须补偿这种预期的尺寸变化。
当MIM过程受控时,收缩不是随机缺陷。收缩是MIM路线的正常部分。买家的风险在于不均匀收缩、不可预测的变形或对孔、槽、薄壁、螺纹、凸台、基准面和配合面等特征不可控的尺寸变化。
MIM收缩因素 | 受影响的制造阶段 | 尺寸风险 | 买家应提供的询价信息 |
|---|---|---|---|
金属粉末类型 | 喂料制备和烧结 | 不同的合金和粉末特性可能导致不同的收缩 | 目标合金牌号及任何认可的替代材料 |
粘合剂体系 | 注射成型和脱脂 | 粘合剂去除可能影响烧结前的形状稳定性 | 功能表面和脆弱特征 |
粉末装载量 | 喂料一致性 | 变化可能影响最终密度和尺寸趋势 | 关键尺寸和检验优先级 |
零件壁厚 | 脱脂、加热和烧结 | 厚和薄的部分可能以不同方式收缩或变形 | 壁厚、筋条、凸台和截面变化 |
特征几何形状 | 模具、脱脂和烧结支撑 | 小孔、长槽、细立柱和深特征可能移动或闭合 | 功能孔、槽、螺纹和装配接口 |
烧结支撑 | 烧结炉装载 | 未支撑特征可能下垂、翘曲或变形 | 平面度、直线度和基准要求 |
模具补偿 | 模具设计 | 错误的补偿可能导致系统性尺寸偏大或偏小 | 2D图纸、公差方案和最终检验尺寸 |
二次加工 | 烧结后精加工 | 关键特征在收缩后可能仍需机加工 | 机加工基准面、螺纹、孔或密封面 |
收缩在MIM过程中何时发生?
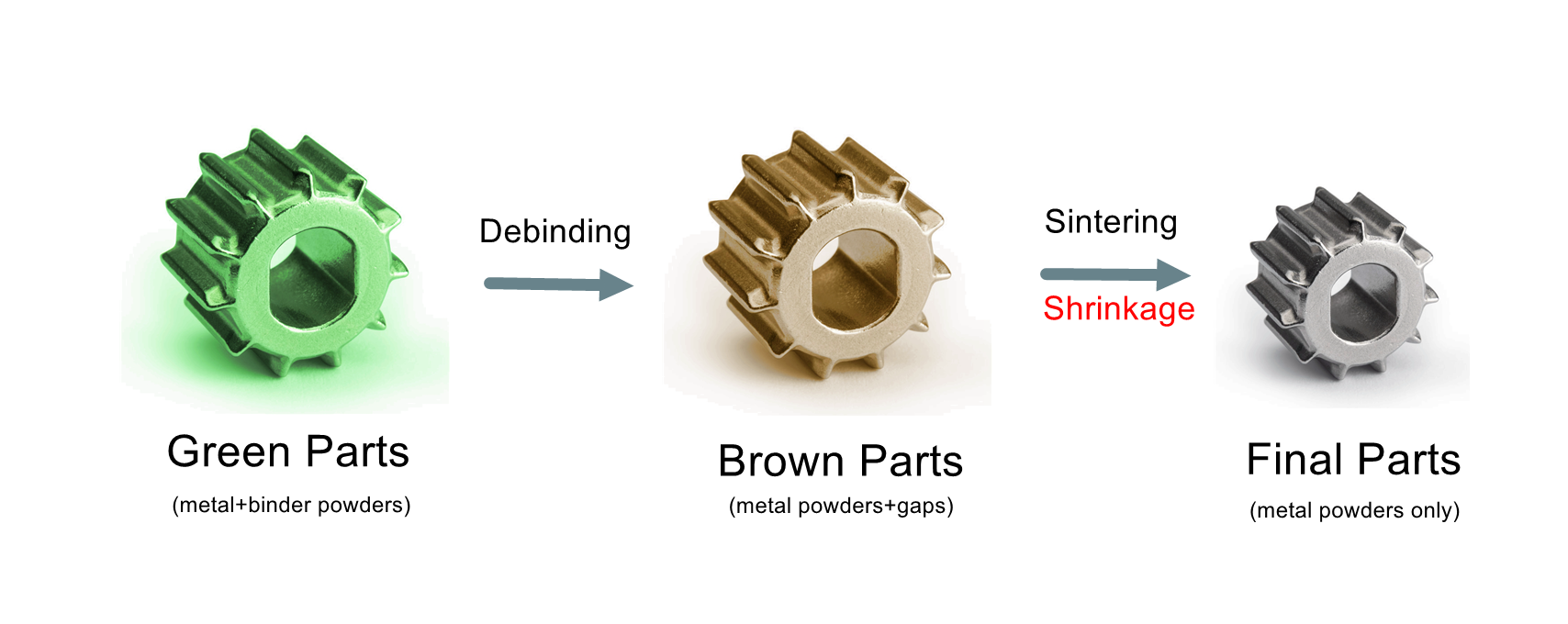
MIM收缩主要在烧结过程中变得明显,在模塑生坯经过脱脂之后。生坯含有金属粉末和粘合剂。脱脂去除粘合剂体系,留下脆性的棕色坯体,该坯体必须保持足够的形状以进行烧结。
在烧结过程中,金属粉末颗粒结合并致密化。这种致密化减小了零件的整体尺寸,并形成最终的金属结构。收缩方向和一致性取决于粉末、粘合剂、零件几何形状、支撑、炉况和过程控制。
买家应了解模具型腔的尺寸不等于最终零件的尺寸。MIM供应商设计模具时考虑收缩补偿,以便烧结零件在预期缩减后能达到目标尺寸。
材料、喂料和零件几何形状如何影响MIM收缩?
材料和喂料影响收缩,因为每种MIM合金和粉末体系都有其自身的烧结行为。不锈钢、低合金钢、工具钢、磁性合金和其他MIM材料可能需要不同的工艺假设。确切的收缩率应由供应商针对所选材料和喂料体系确认。
零件几何形状也影响收缩。均匀的壁厚截面通常比具有突变截面、孤立厚凸台、薄悬臂、长槽、盲孔或非常小特征的零件更容易控制。不均匀的质量分布会增加脱脂和烧结过程中的变形风险。
买家应尽早识别功能尺寸。外观轮廓可能比轴承孔、卡扣特征、螺纹孔、密封面、齿轮齿或配合基准更能容忍变化。这种区分有助于供应商规划模具、烧结支撑、检验和可能的二次加工。
收缩如何影响MIM尺寸和公差?
收缩既影响整体零件尺寸,也影响局部特征精度。即使预测了整体收缩,各个特征仍可能受到浇口位置、壁厚、脱脂路径、烧结支撑、炉子装载和零件取向的影响。
对于MIM询价,买家应避免默认对每个特征分配严苛公差。严苛公差应保留给功能尺寸,如配合面、孔、内孔、螺纹位置、密封区域、对准特征和基准面。非功能尺寸通常可以采用更宽松的公差预期。
如果某个尺寸对于烧结态MIM控制过于关键,可能需要二次加工、压印、整形、磨削或其他精加工操作。图纸应明确标注这些关键特征,以便报价中包含正确的工艺路线。
模具和过程控制如何补偿MIM收缩?
MIM模具通过缩放模具型腔并根据所选喂料和烧结工艺调整特征设计来补偿收缩。这种补偿基于工艺经验、材料数据、模流行为以及来自取样的尺寸反馈。
过程控制支持这种补偿。喂料一致性、注射成型条件、脱脂周期、烧结温度曲线、炉内气氛、零件支撑和检验反馈都会影响尺寸一致性。稳定的工艺有助于供应商使收缩行为从取样到生产保持可预测。
检验形成闭环。首件检验、三坐标测量、量具检查、目视检查、密度审查和功能测试可以确定收缩补偿是否正确,或者是否需要调整模具、工艺或二次操作。
当MIM收缩成为报价问题时,买家应提供什么?
一份有用的MIM询价应包括3D CAD模型、2D图纸、目标合金、预期数量、零件功能、关键尺寸、公差说明、表面光洁度要求、热处理或二次操作需求、检验要求以及任何不可更改的装配接口。
买家还应标记烧结后关键的尺寸。如果孔将在烧结后钻孔,螺纹将被加工,基准将被磨削,或者表面将被抛光,这些操作应在报价前说明。
实际答案是,当材料选择、模具补偿、脱脂、烧结、检验和二次操作一起规划时,MIM收缩是可预期且可管理的。确切的收缩值应视为项目特定,而非从一般规则复制。
