热障涂层:在高温条件下保护定制部件
热障涂层(TBCs)的关键作用
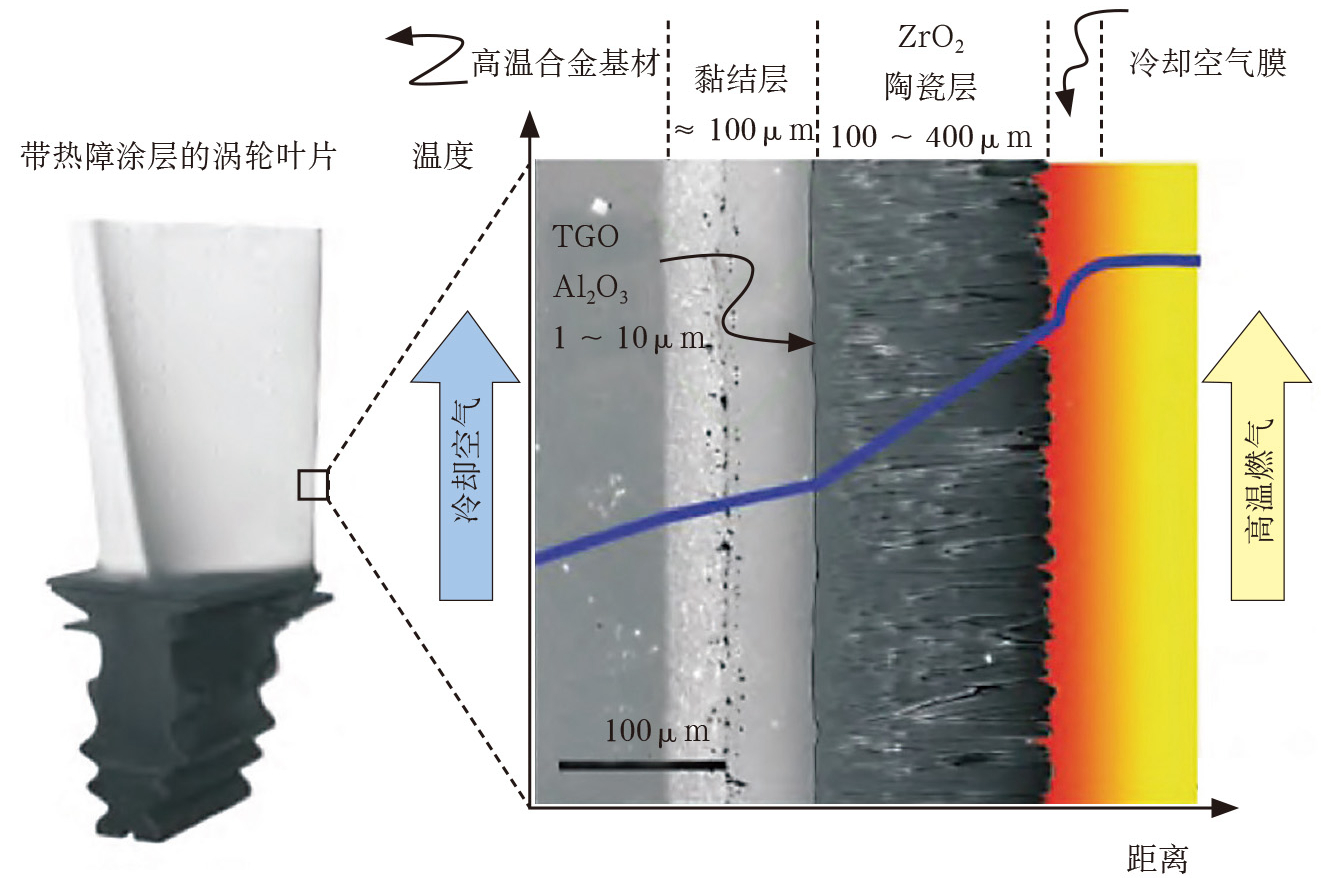
热障涂层(TBCs)是应用于高温合金和高温部件的先进陶瓷层,用于隔绝极端热量,减少热应力和氧化。对于航空航天燃气轮机和发电系统至关重要,TBCs使发动机能够在更高效率下运行,同时延长部件寿命。
受高超音速飞行器和下一代涡轮机创新的推动,全球TBC市场预计到2030年将超过65亿美元。像氧化钇稳定氧化锆(YSZ)这样的涂层符合AMS 2680等严格标准,在热循环中的性能比未涂层部件高出10倍。
TBC工艺流程:逐步分解
预处理要点
表面粗化:使用氧化铝进行喷砂处理(Ra 4–6 µm)以增强附着力。
粘结层涂覆:通过等离子喷涂沉积MCrAlY(M = Ni, Co)层,以改善陶瓷层的结合力。
核心技术对比
TBC工艺 | 涂层厚度 | 关键材料 | 应用范围 | 优势 |
|---|---|---|---|---|
大气等离子喷涂(APS) | 300–500 µm | YSZ, Gd₂Zr₂O₇ | 涡轮叶片、燃烧室 | 成本效益高、沉积速度快 |
电子束物理气相沉积(EB-PVD) | 100–200 µm | YSZ, La₂Zr₂O₇ | 航空航天热障 | 柱状结构、应变容限 |
悬浮液等离子喷涂(SPS) | 50–150 µm | 纳米YSZ, Al₂O₃ | 高超音速飞行器蒙皮 | 超致密微观结构 |
后处理与优化
激光熔覆:将表面平滑至Ra <1 µm,以减少气动阻力。
无损检测(NDT):使用热成像检测分层或裂纹。
性能优势与局限性对比
性能 | TBC涂层部件 | 未涂层/裸高温合金 |
|---|---|---|
最高工作温度 | 1200–1500°C | 800–1000°C |
导热系数 | 1–1.5 W/m·K(YSZ) | 15–20 W/m·K(Inconel 718) |
热循环寿命 | 10,000+ 次循环(ASTM C633) | 1,000–3,000 次循环 |
耐侵蚀性 | 提高5–8倍(ASTM G76) | 易受颗粒冲击影响 |
成本 | 初始投资高 | 前期成本较低 |
工业应用:TBCs的优势领域
TBC选择指南
材料兼容性矩阵
基材类型 | 制造工艺 | 推荐的TBC工艺 | 性能提升重点 |
|---|---|---|---|
EB-PVD YSZ | 隔热、抗氧化 | ||
APS MCrAlY + YSZ | 耐热腐蚀性 | ||
SPS 纳米YSZ | 高超音速热管理 |
供应商评估标准
设备:具有±1%厚度均匀性的真空等离子喷涂系统。
认证:航空航天领域的NADCAP认证,ISO 14001环境合规性。
表面处理技术矩阵
技术 | 主要功能 | 关键特性 | 优势 |
|---|---|---|---|
隔绝极端热量 | YSZ 100–500 µm,1200°C 承受能力 | 实现更高工作温度 | |
保护陶瓷基复合材料(CMCs) | 莫来石/SiC,50–200 µm | 抗氧化和耐腐蚀 | |
最小化涡轮机间隙 | Al-Si/聚酯,200–800 µm | 提高发动机效率 |
技术适用性:四维模型
耐温性 EB-PVD YSZ涂层可承受高达1500°C的温度,适用于高超音速飞行和先进涡轮机。
成本效益 大气等离子喷涂(APS)初始成本较低(约每件50–150美元),而EB-PVD的耐久性降低了生命周期成本。
耐久性 悬浮液等离子喷涂(SPS)可实现>80 MPa的结合强度(ASTM C633),是高应力部件的理想选择。
工艺复杂性 EB-PVD需要真空环境,使其适用于高价值的航空航天应用。
常见问题解答
热障涂层(TBCs)与环境障涂层(EBCs)有何不同?
热障涂层可以应用于钛合金吗?
是什么导致热障涂层分层,如何预防?
如何无损测量热障涂层厚度?
热障涂层与增材制造工艺兼容吗?
