铝压铸原型:CNC、快速模具还是压铸?
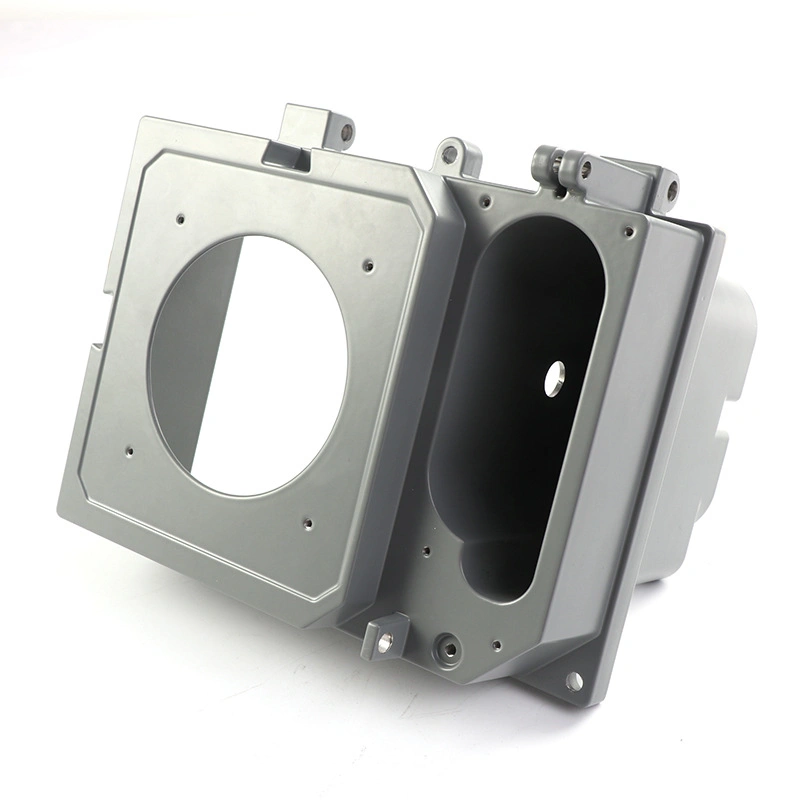
对于许多 OEM 项目而言,铝压铸原型不仅仅是可选的样品。它们是决定零件是否准备好进行模具投资和批量生产的关键步骤。在承诺使用硬模之前,买家通常需要验证的内容远不止外部形状。他们需要确认装配配合、功能尺寸、加工余量、壁厚逻辑、外观预期,以及几何结构是否适合稳定生产。这就是为什么原型策略是 铝压铸 开发中最重要的早期决策之一。
难点在于,“原型”可能意味着截然不同的事物。有些项目只需要快速 CNC 加工的铝样件来确认配合和装配。另一些项目则需要通过快速模具制造的小批量零件,以更真实地评估工艺行为。在某些情况下,买家需要实际的压铸原型零件,因为只有真实的工艺才能揭示与收缩相关的行为、浇口影响、飞边线位置或铸后加工条件。在 CNC、快速模具和压铸之间进行选择,取决于原型必须证明的具体内容。
为什么在模具投资前需要铝压铸原型
压铸硬模代表着巨大的投资,因此买家通常希望在批准生产模具之前降低风险。原型零件用于验证设计是否成熟到足以进入该阶段。在实践中,可能需要原型来检查装配间隙、安装接口精度、壁厚刚性、散热几何结构、密封特征、加工基准逻辑,以及喷砂、涂层或喷漆后的目标外观。
对于具有薄壁、多个加工面、外观外表面、集成加强筋或在大型组件内包装紧凑的零件,原型工作尤为重要。即使 CAD 模型看起来正确,原型零件也往往会揭示隐藏的问题,如公差累积、刀具访问限制、拔模逻辑不足、加强筋过渡薄弱或不切实际的表面处理预期。这就是为什么精心规划的原型阶段可以降低整体开发成本,而不是增加不必要的延误。
CNC 原型与铝压铸原型的对比
当主要目标是验证外部几何形状、装配接口或机械功能,而无需立即复制确切的压铸工艺时,CNC 原型通常是最快的途径。通过 CNC 加工原型,买家可以快速获得铝制零件,并检查安装孔、轴承位置、垫片接口、外壳配合以及总体设计比例。当设计仍在演变且预计会有频繁修订时,CNC 尤为有效。
然而,CNC 加工零件并不能完全代表实际的压铸条件。它们无法复现铸造收缩行为、与浇口相关的材料流动效应、铸态表皮结构、分型线逻辑或真实的压铸表面纹理。它们还可能掩盖可制造性问题,因为即使相同的几何形状在压力压铸中难以实现、效率低下或不稳定,CNC 零件通常也可以从实心坯料中加工出来。这意味着 CNC 非常适合设计验证,但对于全面的工艺验证则可靠性较低。
相比之下,当买家想要评估真实的铸造行为时,铝压铸原型零件要有用得多。这些零件有助于揭示薄壁如何填充、局部收缩如何表现、顶针和分型线位置是否可接受、剩余多少加工余量,以及表面质量与预期的对比情况。权衡之处在于,真正的压铸原型通常比简单的 CNC 零件需要更多的准备工作,特别是如果涉及专用模具的话。
CNC 与压铸原型选择总结
原型途径 | 最佳用途 | 主要优势 | 主要局限性 |
|---|---|---|---|
快速几何形状和装配验证 | 快速周转且易于设计修订 | 不能完全代表压铸工艺行为 | |
铝压铸原型 | 真实验证工艺和生产风险评估 | 更接近实际铸造条件和表面处理行为 | 比 CNC 原型制备工作量更大 |
全面模具前的低产量验证 | 概念样品与批量生产之间的有用桥梁 | 仍不完全等同于硬化的生产模具 |
用于低产量验证的快速模具
当买家需要比 CNC 提供的更真实的预生产验证,但尚未准备好投资全套生产模具时,快速模具通常是最实用的中间方案。在此阶段,目标通常是生产有限批次的零件,以更好地模拟真实制造条件,同时控制开发成本。对于某些项目,这可能是确认几何成熟度、装配重复性、后加工余量和表面处理可行性的最有效方法,然后再发布生产模具。
当零件预计会迅速转入批量生产,但团队仍需要对配合、搬运和下游工艺兼容性进行实物验证时,此途径尤其有价值。计划此步骤的买家还应审查更广泛的 原型制作 选项,以及 快速成型原型 在连接概念开发和生产启动中的作用。
原型零件如何帮助验证装配、收缩、加工余量和表面处理
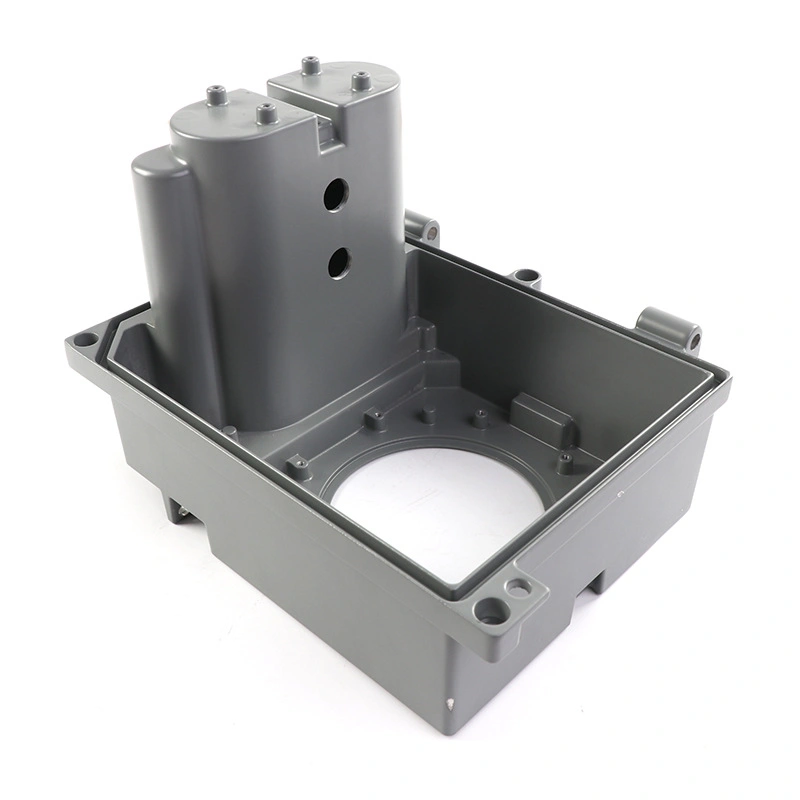
应根据项目团队试图验证的内容来选择原型零件。如果主要关注点是装配配合,那么准确的孔位、接口面、垫片座和配合几何形状就是优先事项。如果关注点是压铸准备情况,那么壁厚过渡、加强筋结构、分型线暴露以及可能的收缩敏感区域就变得更加重要。如果关注点是后处理,那么必须评估加工余量、修剪访问、外观表面和表面处理响应。
对于铝制外壳和结构件,原型验证通常会揭示壁厚是否足够平衡以确保稳定铸造、局部凸台或加强筋是否需要重新设计、螺纹应加工还是重新设计,以及外观表面是否能承受浇口和顶针逻辑。它还有助于确认零件在铸造后是否应接受喷丸、抛光、喷漆或与阳极氧化相关的表面处理。评估表面预期的买家如果发现最终产品有装饰性或耐腐蚀要求,可能会发现查阅 阳极氧化铝零件 和 压铸铝阳极氧化 很有用。
每个原型阶段可以验证的内容
验证项目 | CNC 原型 | 快速模具原型 | 压铸原型 |
|---|---|---|---|
装配配合 | 强 | 强 | 强 |
基本功能几何形状 | 强 | 强 | 强 |
铸造收缩行为 | 弱 | 中等 | 强 |
加工余量审查 | 中等 | 中等至强 | 强 |
表面处理真实性 | 有限 | 中等 | 强 |
分型线和顶出逻辑 | 弱 | 中等 | 强 |
批次重复性审查 | 弱 | 中等 | 强 |
何时从原型转向压铸生产
转入生产模具的正确时机通常是原型阶段已经回答了最重要的技术和商业问题之时。这意味着装配配合已确认、关键特征稳定、壁厚结构被接受、加工策略已定义,并且表面处理预期与实际工艺一致。这也意味着年产量和商业案例足以证明模具投资的合理性。
如果原型仍显示未解决的配合问题、不确定的加工余量或外观问题,买家应避免过早进入全套模具。另一方面,在设计已经稳定后等待太久也会不必要地推迟启动。决策应基于项目是否仍存在设计不确定性,或者只剩下执行规划。
项目准备好进行生产模具的迹象
准备就绪信号 | 为何重要 |
|---|---|
装配配合已验证 | 降低因接口错误而导致模具修正的风险 |
关键加工特征已定义 | 允许共同优化模具和加工路线 |
壁厚和加强筋逻辑被接受 | 提高铸造稳定性并降低缺陷风险 |
表面预期切合实际 | 防止模具发布后出现外观分歧 |
年产量已确认 | 支持模具摊销和工艺选择 |
报价请求 (RFQ) 包完整 | 提高报价准确性、模具设计和启动时机 |
买家清单:3D 文件、2D 图纸、材料、表面处理、数量
一个好的原型计划始于完整的报价请求 (RFQ) 包。只有了解买家试图验证的内容以及零件在生产中的预期形态,供应商才能推荐正确的原型途径。数据不完整往往导致选择错误的原型方法,从而浪费时间并增加开发成本。
铝制零件原型 RFQ 清单
RFQ 项目 | 为何重要 |
|---|---|
3D 文件 | 允许审查几何形状、壁厚、加强筋和模具逻辑 |
2D 图纸 | 定义关键尺寸、基准和公差优先级 |
材料 | 明确原型是否必须模拟最终合金行为 |
表面处理要求 | 确定是否需要外观或涂层验证 |
数量 | 有助于在单次 CNC、低产量验证或工艺试验之间进行选择 |
加工表面 | 识别哪些特征需要后处理审查 |
应用背景 | 有助于确定功能、配合还是工艺真实性最重要 |
这些信息越完整,就越容易在 CNC 加工原型、快速成型原型 和实际的铝压铸原型开发之间做出选择。
结论:根据必须证明的内容选择原型途径
铝压铸原型在基于验证目的而非习惯进行选择时最为有用。CNC 原型非常适合快速几何形状和装配检查。快速模具可以在硬模之前支持面向工艺的低产量验证。当团队必须了解铸造行为、收缩影响、加工余量和类似生产的表面条件时,真实的压铸原型零件是最佳选择。
对于开发新 OEM 铝制零件的买家,最明智的原型途径是在模具投资之前回答最重要技术问题的那一条。如果您正在准备新项目,请先审查 铝压铸,比较可用的 原型制作 路径,并围绕原型预期验证的确切功能调整您的报价请求 (RFQ)。
