Что такое пример литья с закладными элементами?
Литье с закладными элементами относится к процессу литья под давлением, при котором предварительно изготовленный компонент или вставка помещается в полость формы и инкапсулируется в формованном пластике. Типичным примером литья с закладными элементами является производство электрических разъемов, инкапсулированных в пластиковые корпуса.
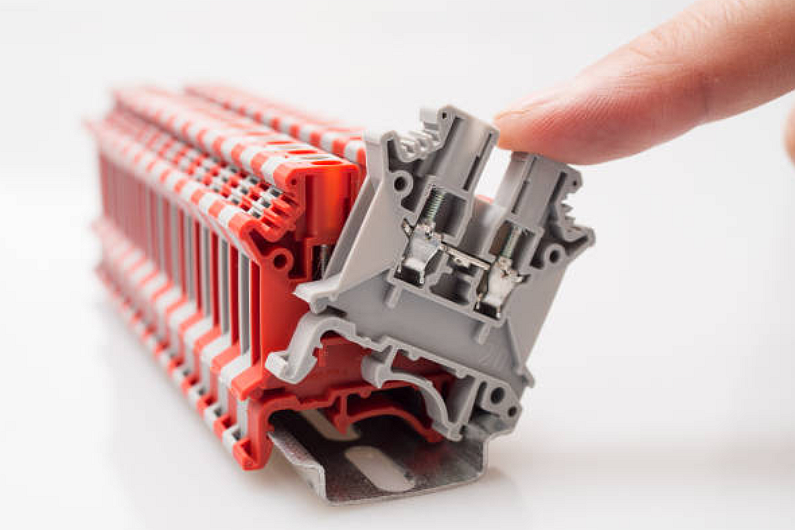
Литье с закладными элементами для электрических разъемов
Литье с закладными элементами регулярно используется для производства электрических разъемов и клеммных колодок, заключенных в формованные пластиковые корпуса. Оно обеспечивает защиту, изоляцию и структуру металлическим контактам и проводке.
Разъемы могут быть простыми типами «штырь-гнездо» или сложными многоконтактными массивами, используемыми в различных отраслях. Области применения варьируются от автомобильных жгутов проводов до разъемов в потребительской электронике, телекоммуникационном оборудовании и промышленных системах управления.
Преимущества использования литья с закладными элементами
Существует несколько преимуществ инкапсуляции металлических электрических контактов в формованных пластиковых корпусах по сравнению с пост-сборкой:
- Создает единый цельный компонент
- Обеспечивает электрическую изоляцию и разделение
- Позволяет формовать элементы для снятия механического напряжения и зажимные элементы
- Предоставляет гибкость в позиционировании и ориентации разъема
- Обеспечивает эффективность массового производства
- Устраняет этапы вторичной сборки
- Снижает общую стоимость детали и системы
Формованные элементы, такие как фланцы, бобышки под резьбу, установочные штифты, зажимы и элементы для снятия напряжения с кабеля, могут быть включены для облегчения монтажа и повышения надежности. Вставка пластика также обеспечивает полную инкапсуляцию и защиту от воздействия окружающей среды.
Этапы процесса литья с закладными элементами
Производство электрических разъемов методом литья с закладными элементами включает следующие этапы:
1. Металлические клеммы и провода предварительно изготавливаются в соответствии с проектными требованиями к разъему. Это может включать штамповку, гибку, обжим и предварительную проводку штырей и гнезд.
2. Контактные вставки при необходимости тестируются на электрическую непрерывность и усилие вставки перед формованием. Это проверяет качество компонентов перед инкапсуляцией.
3. Вставки загружаются в предназначенные для них полости многоместной литьевой формы вручную или автоматически. Критически важны точное позиционирование и ориентация.
4. Форма закрывается, и расплавленная термопластичная смола под давлением впрыскивается для заполнения полостей. Обычно используются пластики PBT, нейлон, ABS, поликарбонат или PPS.
5. Пластик обтекает вставки, полностью инкапсулируя их в корпусе, оставляя контактные области открытыми.
6. Штифты и формованные элементы точно формируются деталями пуансона и матрицы. Пластик связывается с вставкой.
7. После охлаждения форма открывается, и готовые компоненты разъема извлекаются.
8. Затем детали при необходимости обрезаются, штампуются или гравируются перед окончательным тестированием и отгрузкой.
Существует две основные техники литья с закладными элементами, используемые для электрических разъемов:
- Литье с горячей вставкой (горячим наконечником)
- Двухкомпонентное литье
Литье с горячей вставкой (горячим наконечником)
При этом методе предварительно подключенные вставки разъема нагреваются до тех пор, пока наконечники клемм не расплавятся. Затем вставки помещаются в полости формы, где пластик полностью инкапсулирует корпус, одновременно сплавляясь с расплавленными наконечниками. После повторного затвердевания в форме создается прочный цельный компонент.
Двухкомпонентное литье с закладными элементами
Двухкомпонентное или многокомпонентное литье относится к впрыскиванию вторичной смолы специально на контактные области вставки для достижения сцепления. Первый впрыск инкапсулирует корпус, а второй связывается с наконечниками. Это обеспечивает адгезию без нагрева вставок.
Многокомпонентные техники также используются для создания разъемов с двухцветным эстетическим эффектом путем формования корпуса и лицевой части из смол разного цвета.
Вопросы проектирования
Эффективное проектирование разъемов для литья с закладными элементами требует учета следующего:
- Геометрия вставки для соответствия течению смолы и динамике формования
- Необходимый перехлест для достаточной прочности сцепления
- Поднутрения и отверстия для улучшения механического удержания
- Линии разъема формы для загрузки и извлечения вставок
- Расположение литников относительно вставок
- Выравнивание, позиционирование и ориентация вставок
Понимая принципы литья с закладными элементами и требования к проектированию разъемов, производители могут использовать этот процесс для производства интегрированных, надежных и экономически эффективных электрических соединений, инкапсулированных в защитные пластиковые корпуса. Конечные продукты объединяют несколько сборок в единые компоненты.
