Protótipos de Fundição de Alumínio: Usinagem CNC, Ferramentagem Rápida ou Fundição?
Para muitos programas de OEM, os protótipos de fundição de alumínio não são apenas amostras opcionais. Eles são uma etapa crítica para decidir se uma peça está pronta para o investimento em ferramentagem e produção em massa. Antes de comprometer-se com uma matriz endurecida, os compradores geralmente precisam verificar muito mais do que a forma externa. Eles precisam confirmar o encaixe da montagem, dimensões funcionais, sobremetal para usinagem, lógica de espessura de parede, expectativas cosméticas e se a geometria é adequada para uma produção estável. É por isso que a estratégia de prototipagem é uma das decisões iniciais mais importantes no desenvolvimento de Fundição de Alumínio.
A dificuldade é que "protótipo" pode significar coisas muito diferentes. Alguns projetos precisam apenas de uma amostra de alumínio usinada em CNC rápida para confirmar o encaixe e a montagem. Outros precisam de peças de baixo volume feitas através de ferramentagem rápida para avaliar o comportamento do processo de forma mais realista. Em alguns casos, os compradores precisam de peças protótipo reais de fundição porque apenas o processo real pode revelar comportamentos relacionados à contração, influência do canal de alimentação (gate), localização da linha de rebarba (flash) ou condições de usinagem pós-fundição. A escolha entre CNC, ferramentagem rápida e fundição depende exatamente do que o protótipo deve provar.
Por Que Protótipos de Fundição de Alumínio São Necessários Antes do Investimento em Ferramentagem
A ferramentagem definitiva para fundição representa um investimento significativo, portanto, os compradores geralmente desejam reduzir o risco antes de aprovar as matrizes de produção. As peças protótipo são usadas para validar se o design está maduro o suficiente para essa etapa. Na prática, um protótipo pode ser necessário para verificar folgas de montagem, precisão da interface de fixação, rigidez da parede, geometria de dissipação de calor, recursos de vedação, lógica de datum de usinagem e aparência alvo após jateamento, revestimento ou pintura.
O trabalho de prototipagem é especialmente importante para peças com paredes finas, múltiplas superfícies de usinagem, faces externas cosméticas, nervuras integradas ou embalagens apertadas dentro de montagens maiores. Mesmo quando o modelo CAD parece correto, as peças protótipo frequentemente revelam problemas ocultos, como acumulação de tolerância, restrições de acesso da ferramenta, lógica de ângulo de saída (draft) insuficiente, transições de nervuras fracas ou expectativas de acabamento irreais. É por isso que uma fase de prototipagem bem planejada pode reduzir o custo geral de desenvolvimento em vez de adicionar atrasos desnecessários.
Protótipos CNC vs. Protótipos de Fundição de Alumínio
Os protótipos CNC são frequentemente o caminho mais rápido quando o objetivo principal é verificar a geometria externa, a interface de montagem ou a função mecânica sem reproduzir imediatamente o processo exato de fundição. Através da Prototipagem por Usinagem CNC, os compradores podem obter peças de alumínio rapidamente e verificar furos de montagem, locais de rolamentos, interfaces de junta, encaixe da carcaça e proporções gerais do design. O CNC é particularmente eficaz quando o design ainda está evoluindo e revisões frequentes são esperadas.
No entanto, as peças usinadas em CNC não representam totalmente as condições reais de fundição. Elas não reproduzem o comportamento de contração da fundição, efeitos de fluxo de material relacionados ao canal de alimentação, estrutura da pele como fundida, lógica da linha de divisão ou textura de superfície real de fundição. Elas também podem ocultar problemas de manufaturabilidade, pois uma peça CNC muitas vezes pode ser usinada a partir de tarugo sólido, mesmo que a mesma geometria seja difícil, ineficiente ou instável na fundição sob pressão. Isso significa que o CNC é excelente para validação de design, mas menos confiável para validação completa do processo.
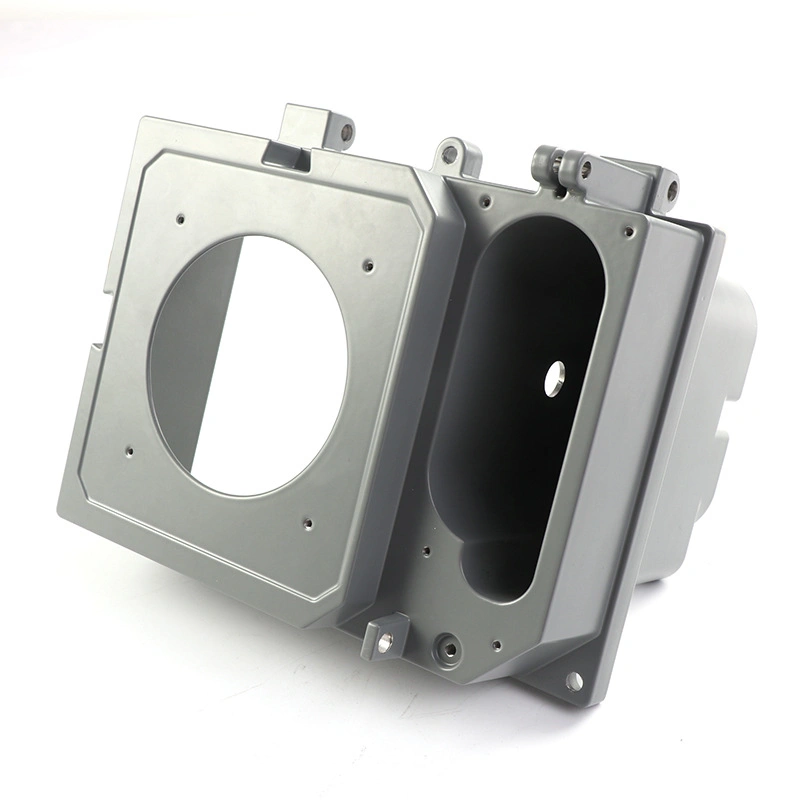
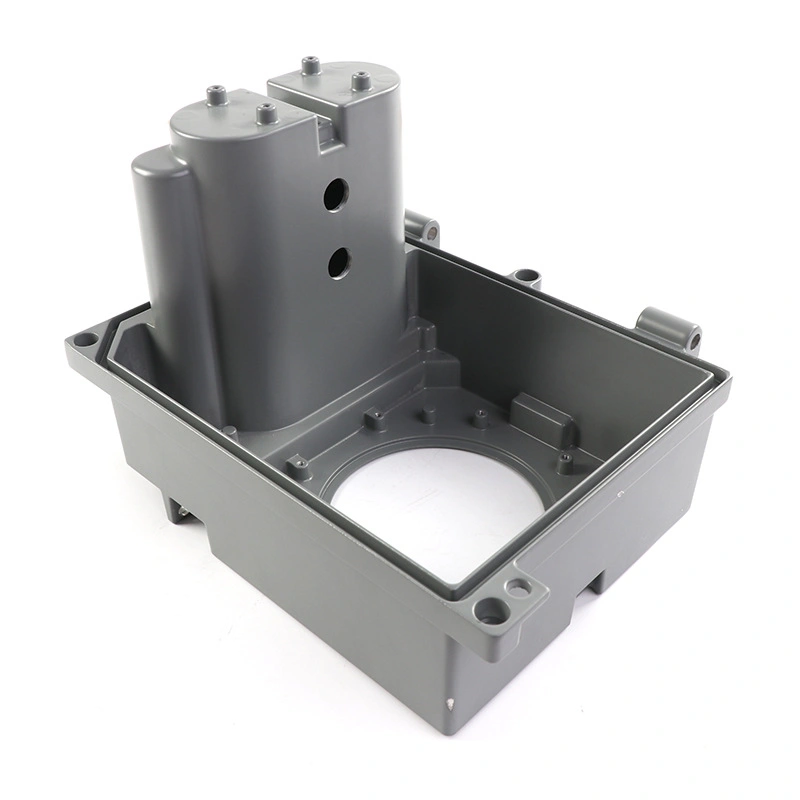
Em contraste, as peças protótipo de fundição de alumínio são muito mais úteis quando o comprador deseja avaliar o comportamento real da fundição. Essas peças podem ajudar a revelar como as paredes finas preenchem, como a contração local se comporta, se as localizações dos ejetores e da linha de divisão são aceitáveis, quanto sobremetal resta para usinagem e como a qualidade da superfície se compara às expectativas. A contrapartida é que os protótipos de fundição verdadeiros geralmente requerem mais preparação do que peças CNC simples, especialmente se houver envolvimento de ferramentagem dedicada.
Resumo da Seleção de Protótipo: CNC vs. Fundição
Rota de Prototipagem | Melhor Uso Para | Vantagem Principal | Limitação Principal |
|---|---|---|---|
Validação rápida de geometria e montagem | Entrega rápida e fácil revisão de design | Não representa totalmente o comportamento do processo de fundição | |
Protótipo de Fundição de Alumínio | Validação do processo real e revisão de riscos de produção | Mais próximo das condições reais de fundição e comportamento de acabamento | Maior esforço de preparação do que a prototipagem CNC |
Validação de baixo volume antes da ferramentagem completa | Ponte útil entre amostra conceitual e produção em massa | Ainda nem sempre idêntico à ferramentagem de produção endurecida |
Ferramentagem Rápida para Validação de Baixo Volume
A ferramentagem rápida é frequentemente o meio-termo mais prático quando os compradores precisam de uma validação pré-produção mais realista do que o CNC pode fornecer, mas ainda não estão prontos para investir em matrizes de produção completas. Nesta etapa, o objetivo é geralmente produzir um lote limitado de peças que simulem melhor as condições reais de manufatura, controlando o custo de desenvolvimento. Para alguns projetos, esta pode ser a maneira mais eficiente de confirmar a maturidade da geometria, repetibilidade da montagem, sobremetal para pós-usinagem e viabilidade de acabamento antes que a ferramenta de produção seja liberada.
Esta rota é especialmente valiosa quando se espera que a peça avance rapidamente para a produção em série, mas a equipe ainda precisa de validação física de encaixe, manuseio e compatibilidade com processos downstream. Os compradores que planejam esta etapa também devem revisar opções mais amplas de Prototipagem e o papel da Prototipagem por Moldagem Rápida na ponte entre o desenvolvimento conceitual e o lançamento da produção.
Como as Peças Protótipo Ajudam a Verificar Montagem, Contração, Sobremetal de Usinagem e Acabamento
As peças protótipo devem ser selecionadas com base no que a equipe do projeto está tentando verificar. Se a preocupação principal é o encaixe da montagem, então a colocação precisa dos furos, faces de interface, assentos de junta e geometria de acoplamento são a prioridade. Se a preocupação é a prontidão para fundição, então as transições de espessura de parede, estrutura de nervuras, exposição da linha de divisão e zonas provavelmente sensíveis à contração tornam-se mais importantes. Se a preocupação é o pós-processamento, então o sobremetal de usinagem, acesso para aparagem, superfícies cosméticas e resposta ao acabamento devem ser avaliados.
Para carcaças de alumínio e partes estruturais, a validação do protótipo frequentemente revela se a espessura da parede é equilibrada o suficiente para uma fundição estável, se bosses locais ou nervuras precisam de redesign, se roscas devem ser usinadas ou redesenhadas e se superfícies cosméticas podem tolerar a lógica do canal de alimentação e dos ejetores. Também pode ajudar a confirmar se a peça deve receber jateamento com microesferas, polimento, pintura ou acabamento relacionado à anodização após a fundição. Compradores avaliando expectativas de superfície também podem achar útil revisar peças de alumínio anodizado e anodização de alumínio fundido se o produto final tiver requisitos decorativos ou de resistência à corrosão.
O Que Cada Estágio de Protótipo Pode Verificar
Item de Validação | Protótipo CNC | Protótipo de Ferramentagem Rápida | Protótipo de Fundição |
|---|---|---|---|
Encaixe da montagem | Forte | Forte | Forte |
Geometria funcional básica | Forte | Forte | Forte |
Comportamento de contração da fundição | Fraco | Moderado | Forte |
Revisão de sobremetal de usinagem | Moderado | Moderado a forte | Forte |
Realismo do acabamento superficial | Limitado | Moderado | Forte |
Lógica de linha de divisão e ejeção | Fraco | Moderado | Forte |
Revisão de repetibilidade de lote | Fraco | Moderado | Forte |
Quando Migrar do Protótipo para a Produção por Fundição
O momento certo para avançar para a ferramentagem de produção é geralmente quando a fase de protótipo respondeu às perguntas técnicas e comerciais mais importantes. Isso significa que o encaixe da montagem está confirmado, características críticas estão estáveis, a estrutura da parede é aceita, a estratégia de usinagem está definida e as expectativas de acabamento superficial estão alinhadas com o processo real. Também significa que a quantidade anual e o caso de negócios são fortes o suficiente para justificar o investimento na matriz.
Os compradores devem evitar avançar muito cedo para a ferramentagem completa se o protótipo ainda mostrar problemas de encaixe não resolvidos, sobremetal de usinagem incerto ou preocupações cosméticas. Por outro lado, esperar muito tempo depois que o design já está estável pode atrasar o lançamento desnecessariamente. A decisão deve ser baseada em se o projeto ainda tem incerteza de design ou apenas planejamento de execução restante.
Sinais de Que um Projeto Está Pronto para Ferramentagem de Produção
Sinal de Prontidão | Por Que Isso Importa |
|---|---|
Encaixe da montagem verificado | Reduz o risco de correção da ferramenta devido a erros de interface |
Recursos críticos de usinagem definidos | Permite que a ferramentagem e a rota de usinagem sejam otimizadas juntas |
Espessura da parede e lógica de nervuras aceitas | Melhora a estabilidade da fundição e reduz o risco de defeitos |
Expectativas de superfície realistas | Previne discordâncias cosméticas após a liberação da ferramenta |
Volume anual confirmado | Suporta a amortização da ferramentagem e seleção do processo |
Pacote de RFQ completo | Melhora a precisão da cotação, design da ferramenta e timing de lançamento |
Checklist do Comprador: Arquivos 3D, Desenhos 2D, Material, Acabamento, Quantidade
Um bom plano de prototipagem começa com um pacote de RFQ completo. Os fornecedores só podem recomendar a rota de protótipo correta se entenderem o que o comprador está tentando validar e o que se espera que a peça se torne na produção. Dados incompletos frequentemente levam à escolha do método de protótipo errado, o que pode desperdiçar tempo e aumentar o custo de desenvolvimento.
Checklist de RFQ de Protótipo para Peças de Alumínio
Item do RFQ | Por Que É Importante |
|---|---|
Arquivos 3D | Permitem revisão de geometria, espessura de parede, nervuras e lógica de ferramentagem |
Desenhos 2D | Definem dimensões críticas, datums e prioridades de tolerância |
Material | Esclarece se o protótipo deve simular o comportamento da liga final |
Requisito de acabamento | Determina se é necessária validação cosmética ou de revestimento |
Quantidade | Ajuda a escolher entre CNC único, validação de baixo volume ou teste de processo |
Superfícies de usinagem | Identifica quais recursos precisam de revisão de pós-processamento |
Contexto de aplicação | Ajuda a determinar se a função, o encaixe ou o realismo do processo importa mais |
Quanto mais completa for esta informação, mais fácil será escolher entre Prototipagem por Usinagem CNC, Prototipagem por Moldagem Rápida e o desenvolvimento real de protótipos de fundição de alumínio.
Conclusão: Escolha a Rota de Protótipo Com Base no Que Deve Ser Provado
Os protótipos de fundição de alumínio são mais úteis quando são escolhidos com base no propósito de validação, e não por hábito. Protótipos CNC são ideais para verificações rápidas de geometria e montagem. A ferramentagem rápida pode suportar validação orientada ao processo de baixo volume antes da ferramentagem definitiva. Peças protótipo de fundição reais são melhores quando a equipe deve entender o comportamento da fundição, influência da contração, sobremetal de usinagem e condições de superfície semelhantes à produção.
Para compradores desenvolvendo novas peças de alumínio para OEM, a rota de prototipagem mais inteligente é aquela que responde às perguntas técnicas mais importantes antes do investimento em ferramentagem. Se você está preparando um novo projeto, comece revisando a Fundição de Alumínio, compare os caminhos de Prototipagem disponíveis e alinhe seu RFQ em torno da função exata que o protótipo deve validar.



