हाई प्रिसिजन सीएनसी टर्निंग और पीवीडी कोटिंग स्टेनलेस स्टील पॉकेट मिरर
दर्पण का परिचय
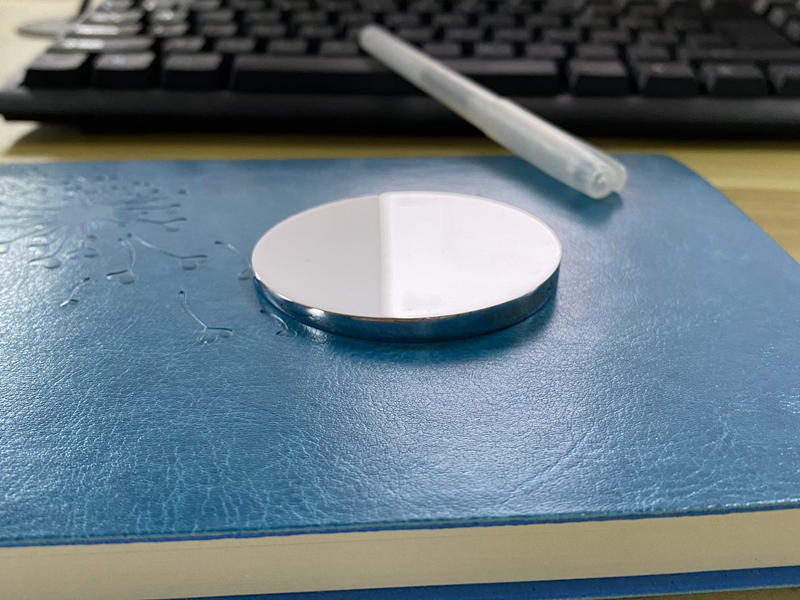
इस दर्पण का वृत्ताकार व्यास 60 मिमी है, सबसे मोटा किनारा 12 मिमी है, और सबसे पतला किनारा 6 मिमी है। ऐसा इसलिए है क्योंकि एक तरफ समतल है, और दूसरी तरफ अवतल गोलाकार सतह है। सामग्री स्टेनलेस स्टील है। फिनिश रोडियम प्लेटेड है।
मैं इस दर्पण को बनाने के इरादे को सभी की समझ को सुविधाजनक बनाने के लिए समझाता हूं।
डिजाइन स्पष्टीकरण
सामग्री चयन
हम 316L स्टेनलेस स्टील सामग्री चुनते हैं ताकि दर्पण में एक विशेष बनावट हो और जंग लगना आसान न हो। हम अन्य सामग्रियों के लिए खुले हैं। शर्त यह है कि दर्पण की गुणवत्ता और कार्य संतुष्ट हो सकें।
समतल और अवतल गोलाकार सतहें
जैसा कि हम सभी जानते हैं, दर्पण समतल में 100% उत्तम इमेजिंग कार्य होता है।

अवतल गोलाकार परावर्तक सतह में आवर्धन का कार्य होता है। डिजाइन किया गया चाप औसत देखने की दूरी में विवरण को दस गुना तक पहुंचा सकता है। बाजार में ऐसे कई दर्पण हैं लेकिन वे कांच के बने होते हैं। गिरने के प्रति प्रतिरोधी नहीं।

रोडियम-प्लेटेड
रोडियम मिश्र धातु एक गैर-विषैली, हानिरहित, कठोर और स्थिर धातु है जो दर्पण को उच्च खरोंच प्रतिरोध देती है। यह दर्पण की हल्की लक्जरी उत्पाद के रूप में स्थिति के अनुरूप भी है।
डायमंड स्टडेड डिजाइन
मुख्य कारण यह है कि समग्र दर्पण में कोई छेद नहीं है, और सतह की आवश्यकताएं अविश्वसनीय रूप से उच्च हैं। पीवीडी संभव नहीं था, इसलिए हमने पीवीडी के लिए सबसे मोटे किनारे में 1 मिमी का छेद ड्रिल किया। इस छेद में फिर अंतिम फिनिश के लिए एक राइनस्टोन सेट किया जाता है।
हमारी निर्माण विधि
ब्लैंक्स का निर्माण
सीएनसी टर्निंग
हम वर्तमान में दर्पणों के लिए ब्लैंक्स सीएनसी टर्न करते हैं। हम पहले 62 मिमी व्यास की 316L बार को 15 मिमी मोटाई में काटते हैं और फिर इसे हमारी आवश्यक समतल और त्रिज्या में टर्न करते हैं।
पॉलिशिंग प्रक्रिया
सबसे पहले, हमें दर्पण के किनारे को पॉलिश करके सीएनसी कट के निशान हटाने होंगे। फिर समतल दर्पण को समतल ग्राइंडर का उपयोग करके मिरर-पॉलिश किया जाता है। अंत में, हम अवतल गोलाकार सतह को मैन्युअल रूप से पॉलिश करते हैं।
पीवीडी कोटिंग
हम दर्पण पर समग्र रूप से पीवीडी कोटिंग के लिए रोडियम टारगेट खरीदते हैं। जैसा कि ऊपर उल्लेख किया गया है, हमारे पास लटकाने के लिए एक 1 मिमी स्क्रू होल है।
डायमंड क्राफ्ट
हम सेटिंग के लिए स्वारोव्स्की डायमंड का उपयोग करते हैं। यह दर्पण कुछ डिजाइनर बैग के लिए एक पेंडेंट बन सकता है। दोनों सुंदर और उपयोगी हैं। यह हल्के लक्जरी सामान से संबंधित है।
समस्याएं जिनका हमने सामना किया
सीएनसी टर्निंग पिंच
सीएनसी टर्निंग प्रक्रिया में, दर्पण के किनारे पर पिंच होगा, जिसमें अलग-अलग डिग्री के निशान होंगे, जो हमारे दर्पण के किनारे की बाद की पॉलिशिंग को अत्यंत कठिन बनाता है और इसमें दोष दर अधिक होती है।
सीएनसी मिरर टर्निंग
हमने सीएनसी टर्निंग के लिए डायमंड प्रॉप्स का उपयोग किया लेकिन फिर भी बारीक सीडी लाइनें थीं। हम अवतल गोलाकार सतह पर सीडी पैटर्न को हटाने के लिए अल्ट्रासोनिक पॉलिशिंग का उपयोग करते हैं और फिर इसे हाथ से पॉलिश करते हैं। अल्ट्रासोनिक पॉलिशिंग के कारण, दर्पण के किनारे पर एक छोटा आर-एंगल उत्पन्न होगा। इसे पॉलिश किया गया कोलैप्स भी कहा जा सकता है।
पीवीडी दोष
चूंकि केवल एक 1 मिमी छेद है, हमने छेद को 1 मिमी टैप किया। फिर 1 मिमी थ्रेड वाली पतली तार से कनेक्ट करें। फिर पीवीडी लटकाएं। संपर्क क्षेत्र सीमित और चालकता अपर्याप्त होने के कारण, कुछ दर्पणों में पीवीडी के बाद दोष होंगे—लगभग 20%।
डायमंड क्राफ्ट
हम थर्मल माउंटिंग का उपयोग करते हैं, और ताप ऊर्जा का एक हिस्सा छेद के आसपास निकल जाता है, जिससे छेद के आसपास कालापन हो जाएगा। जले हुए निशान के समान। यह उच्च तापमान पर छेद में स्टेनलेस स्टील के काले होने के कारण होता है। दोष दर लगभग 40% है।
बड़े पैमाने पर उत्पादन के बारे में
हमने वर्तमान में इस विधि का उपयोग करके 1000 दर्पण बनाए हैं। लेकिन लागत बहुत अधिक है।
हम किसी भी प्रक्रिया और किसी भी सामग्री के लिए खुले हैं। लेकिन हमारा मूल डिजाइन नहीं बदला जा सकता।
प्रक्रिया को अनुकूलित करने के बाद, हम इस बार 8,000 टुकड़े उत्पादित करने की उम्मीद करते हैं। वर्तमान में, हम मेटल इंजेक्शन मोल्डिंग प्रक्रिया और पाउडर कंप्रेशन मोल्डिंग प्रक्रिया की ओर झुकाव रखते हैं। यदि आपके पास कोई अच्छा सुझाव है, तो कृपया मुझे एक संदेश छोड़ें।
