हम इंजेक्शन मोल्डिंग में अंडरकट से कैसे निपटते हैं?
इंजेक्शन मोल्डिंग में अंडरकट को कैसे संभाला जाना चाहिए?
इंजेक्शन मोल्डिंग में अंडरकट को पहले यह समीक्षा करके संभाला जाना चाहिए कि क्या भाग ज्यामिति को बदला जा सकता है, फिर यह तय करना चाहिए कि स्लाइड, लिफ्टर, साइड कोर, कोलैप्सिबल कोर, अनस्क्रूइंग मैकेनिज्म, इंसर्ट मोल्डिंग या द्वितीयक संचालन उचित हैं। व्यावहारिक RFQ समस्या उस अंडरकट समाधान को चुनना है जो अनावश्यक टूलिंग लागत, सहनशीलता जोखिम, कॉस्मेटिक निशान या उत्पादन रखरखाव को जोड़े बिना विश्वसनीय मोल्डिंग और इजेक्शन की अनुमति देता है।
अंडरकट एक ऐसी विशेषता है जो मोल्ड किए गए भाग को सामान्य खुलने की दिशा में सीधे मोल्ड से छोड़ने से रोकती है। अंडरकट हुक, स्नैप फीचर, साइड होल, आंतरिक धागे, खांचे, क्लिप, लॉकिंग टैब, केबल छेद या छिपे हुए साइड विवरण के रूप में दिखाई दे सकते हैं। प्लास्टिक इंजेक्शन मोल्डिंग, मेटल इंजेक्शन मोल्डिंग और सिरेमिक इंजेक्शन मोल्डिंग सभी को अंडरकट समस्याओं का सामना करना पड़ सकता है, लेकिन समाधान सामग्री व्यवहार, भाग आकार, संकोचन, सुविधा शक्ति और उत्पादन मात्रा पर निर्भर करता है।
अंडरकट हटाने के लिए भाग डिज़ाइन कब बदला जाना चाहिए?
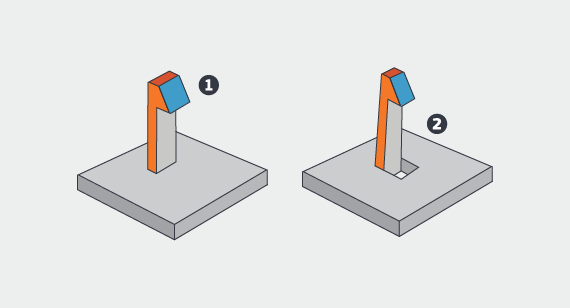
डिज़ाइन परिवर्तन आमतौर पर पहला विकल्प होता है जब अंडरकट भाग के कार्य के लिए आवश्यक नहीं होता है। ड्राफ्ट जोड़ना, पार्टिंग लाइन हिलाना, साइड विंडो खोलना, घटक को दो टुकड़ों में विभाजित करना, स्नैप विवरण बदलना, या छिपे हुए हुक को सरल फास्टनिंग सुविधा से बदलना मोल्ड जटिलता को कम कर सकता है। यह दृष्टिकोण टूलिंग जोखिम को कम कर सकता है और उत्पादन को अधिक दोहराने योग्य बना सकता है।
खरीदार को यह पहचानना चाहिए कि कौन सी अंडरकट विशेषताएं कार्यात्मक हैं और कौन सी केवल प्रारंभिक डिज़ाइन से विरासत में मिली हैं। एक कॉस्मेटिक खांचा, अनावश्यक रिवर्स दीवार, या अत्यधिक आक्रामक स्नैप को साइड एक्शन के साथ मोल्ड करने की तुलना में पुनः डिज़ाइन करना आसान हो सकता है। यदि अंडरकट असेंबली, सीलिंग, प्रतिधारण या उत्पाद फ़ंक्शन के लिए आवश्यक है, तो RFQ को उद्देश्य समझाना चाहिए ताकि टूलिंग समीक्षा एक उपयुक्त तंत्र चुन सके।
स्लाइड, लिफ्टर और साइड कोर का उपयोग अंडरकट के लिए कब किया जाता है?
स्लाइड, लिफ्टर और साइड कोर बाहरी साइड होल, क्लिप, विंडो, लैच फीचर और साइड-फेसिंग ज्यामिति के लिए सामान्य टूलिंग समाधान हैं। एक स्लाइड भाग निकलने से पहले बगल की ओर चलता है। एक लिफ्टर एक सुविधा को छोड़ने के लिए एक कोण पर चलता है। एक साइड कोर एक छेद, अवकाश या सुविधा बनाता है जिसे मुख्य मोल्ड खुलने की दिशा में नहीं बनाया जा सकता है।
ये तंत्र लागत, मोल्ड आकार, पहनने के बिंदु, समय आवश्यकताएं और रखरखाव जोड़ते हैं। वे पार्टिंग लाइन, विटनेस मार्क या छोटे बेमेल क्षेत्र भी छोड़ सकते हैं। RFQ को कॉस्मेटिक सतहों, सीलिंग सतहों, साइड एक्शन के पास महत्वपूर्ण आयाम, अपेक्षित उत्पादन मात्रा, और क्या साइड-एक्शन सुविधा को CMM, पिन गेज या गो/नो-गो गेज के साथ निरीक्षण की आवश्यकता है, परिभाषित करना चाहिए।
कोलैप्सिबल कोर और अनस्क्रूइंग मोल्ड कब आवश्यक होते हैं?
कोलैप्सिबल कोर आंतरिक अंडरकट जैसे आंतरिक खांचे, स्नैप रिंग या कोर के चारों ओर लिपटी सुविधाओं को मोल्ड करने में मदद कर सकते हैं। अनस्क्रूइंग मोल्ड का उपयोग तब किया जाता है जब मोल्ड किए गए धागे या हेलिकल सुविधाओं को भाग को नुकसान पहुंचाए बिना छोड़ा जाना चाहिए। ये तंत्र साधारण स्लाइड की तुलना में अधिक जटिल होते हैं और भाग के कार्य और उत्पादन योजना द्वारा उचित ठहराया जाना चाहिए।
थ्रेडेड सुविधाओं के लिए, खरीदार को पुष्टि करनी चाहिए कि क्या मोल्डेड धागा वास्तव में आवश्यक है या पोस्ट-मोल्डेड टैप्ड इंसर्ट, मेटल इंसर्ट, द्वितीयक टैपिंग या असेंबली परिवर्तन अधिक व्यावहारिक है। सही निर्णय सामग्री, धागे की ताकत, पहनने की आवश्यकता, टॉर्क आवश्यकता, सहनशीलता और उत्पादित होने वाले भागों की संख्या पर निर्भर करता है।
क्या इंसर्ट मोल्डिंग या ओवरमोल्डिंग अंडरकट समस्याओं को हल कर सकता है?
इंसर्ट मोल्डिंग कभी-कभी एक कठिन मोल्डेड अंडरकट को मेटल इंसर्ट, थ्रेडेड इंसर्ट, बुशिंग, पिन या सुदृढीकरण से बदल सकता है। ओवरमोल्डिंग दूसरी सामग्री का उपयोग करके पकड़, सील, कुशन या प्रतिधारण सुविधाएं बना सकता है जब डिज़ाइन और सामग्री अनुकूलता उस मार्ग का समर्थन करती है। ये विकल्प प्राथमिक मोल्ड को सरल बना सकते हैं, लेकिन वे इंसर्ट प्लेसमेंट, बॉन्डिंग, फ्लैश और असेंबली-नियंत्रण प्रश्न पेश करते हैं।
RFQ में इंसर्ट ड्राइंग, इंसर्ट सामग्री, ओवरमोल्ड सामग्री, बॉन्डिंग आवश्यकता, पुल-आउट आवश्यकता, टॉर्क आवश्यकता और कोई रिसाव या स्थायित्व परीक्षण शामिल होना चाहिए। इंसर्ट मोल्डिंग और ओवरमोल्डिंग को एक कार्यात्मक समस्या का समाधान करना चाहिए, न कि केवल एक प्रक्रिया चरण से दूसरे में जटिलता स्थानांतरित करना।
द्वितीयक संचालन या मार्ग परिवर्तन कब बेहतर होते हैं?
द्वितीयक संचालन बेहतर हो सकते हैं जब अंडरकट छोटा, कम मात्रा, टूल करना कठिन, या एक सटीक सतह पर स्थित हो। ड्रिलिंग, मिलिंग, ट्रिमिंग, टैपिंग, स्लॉटिंग या मैनुअल हटाने पर मोल्डिंग के बाद विचार किया जा सकता है जब टूलिंग जटिलता उचित नहीं है। MIM और CIM भागों के लिए, कुछ अंडरकट जैसी सुविधाओं के लिए पोस्ट-सिंटरिंग मशीनिंग या ग्राइंडिंग की आवश्यकता हो सकती है, लेकिन सामग्री की कठोरता और भंगुरता पर विचार किया जाना चाहिए।
एक मार्ग परिवर्तन बेहतर हो सकता है जब भाग में विश्वसनीय इंजेक्शन मोल्डिंग के लिए बहुत अधिक अंडरकट हों। सीएनसी मशीनिंग, कास्टिंग, एडिटिव मैन्युफैक्चरिंग, फैब्रिकेशन या कई भागों से असेंबली की समीक्षा मात्रा, सामग्री, सहनशीलता और लागत लक्ष्य के आधार पर की जा सकती है। खरीदारों को प्रक्रिया-मार्ग समीक्षा का अनुरोध करना चाहिए जब अंडरकट पूरे भाग की लागत या निर्माण क्षमता को नियंत्रित करता है।
कौन सी RFQ जानकारी अंडरकट की समीक्षा में मदद करती है?
एक उपयोगी RFQ में 2D ड्राइंग, 3D मॉडल, सामग्री ग्रेड, उत्पादन मात्रा, अंडरकट फ़ंक्शन, असेंबली आवश्यकता, कॉस्मेटिक सतहें, महत्वपूर्ण आयाम, ड्राफ्ट सीमाएं, सहनशीलता आवश्यकताएं और निरीक्षण विधि शामिल होनी चाहिए। यदि कोई अंडरकट स्नैप फिट, सीलिंग, केबल रूटिंग, द्रव प्रवाह, थ्रेडेड असेंबली या प्रतिधारण बल से जुड़ा है, तो खरीदार को उस कार्यात्मक आवश्यकता का वर्णन करना चाहिए।
मोल्ड समीक्षा को पहचानना चाहिए कि कौन से अंडरकट डिज़ाइन द्वारा हटाए जा सकते हैं, किन्हें साइड एक्शन की आवश्यकता है, किन्हें विशेष कोर तंत्र की आवश्यकता है, और कौन से मोल्डिंग के बाद बेहतर तरीके से संभाले जा सकते हैं। यह वर्गीकरण खरीदार को मोल्ड डिज़ाइन के लिए प्रतिबद्ध होने से पहले टूलिंग लागत, उत्पादन जोखिम, चक्र समय, रखरखाव और अंतिम निरीक्षण की तुलना करने में मदद करता है।
अंडरकट समाधान | सर्वोत्तम-फिट स्थिति | विनिर्माण जोखिम | खरीदार की पुष्टि आवश्यक |
डिज़ाइन परिवर्तन | गैर-कार्यात्मक अंडरकट, टाले जा सकने वाले रिवर्स वॉल, या ऐसी विशेषताएं जिन्हें विभाजित या ड्राफ्ट किया जा सकता है | असेंबली परिवर्तन, दिखावट परिवर्तन, या खरीदार डिज़ाइन अनुमोदन की आवश्यकता | कार्यात्मक उद्देश्य, ड्राफ्ट भत्ता, पार्टिंग लाइन प्राथमिकता, और कॉस्मेटिक सतह सीमाएं |
स्लाइड, लिफ्टर, या साइड कोर | साइड होल, साइड क्लिप, लैच विवरण, और मुख्य मोल्ड खुलने की दिशा के बाहर की विशेषताएं | टूल घिसाव, बेमेल, फ्लैश, चक्र समय, और साइड-एक्शन रखरखाव | महत्वपूर्ण आयाम, सतह वर्ग, अपेक्षित मात्रा, और निरीक्षण विधि |
कोलैप्सिबल कोर या अनस्क्रूइंग मोल्ड | आंतरिक अंडरकट, थ्रेडेड सुविधाएं, या कोर के चारों ओर लिपटी ज्यामिति | उच्च टूलिंग जटिलता, तंत्र समय, धागा क्षति, और रखरखाव लागत | धागा कार्य, टॉर्क आवश्यकता, सामग्री व्यवहार, और उत्पादन मात्रा |
द्वितीयक संचालन या मार्ग परिवर्तन | कम मात्रा, टूल करना कठिन सुविधाएं, या अंडरकट जिन्हें पोस्ट-मोल्ड सटीकता की आवश्यकता है | अतिरिक्त संचालन लागत, फिक्सचर आवश्यकता, गड़गड़ाहट, आयामी भिन्नता, और हैंडलिंग क्षति | मात्रा, सहनशीलता, डेटम संरचना, गड़गड़ाहट भत्ता, और अंतिम निरीक्षण साक्ष्य |
संबंधित FAQs
