Fabricación de carcasas mini para intercomunicadores de aleación de aluminio 383 mediante tecnología...
En la acelerada industria de las telecomunicaciones, los componentes duraderos y diseñados con precisión son fundamentales. Un componente crítico es la carcasa mini para intercomunicador, que requiere resistencia, precisión y acabados de alta calidad. Este blog profundiza en el proceso de fabricación de carcasas mini para intercomunicadores hechas de aleaciones de aluminio 383, mostrando las tecnologías y técnicas utilizadas para satisfacer estas demandas.
La aleación de aluminio 383 destaca por su excelente resistencia a la corrosión, buenas propiedades mecánicas y Suitabilidad para fundición de paredes delgadas, lo que la convierte en un material ideal para carcasas de intercomunicadores. Este blog explorará el proceso de fabricación integral, que incluye fundición a presión de aluminio, mecanizado CNC, roscado, pulido y acabado mediante deposición física de vapor (PVD).
A través de esta visión detallada, nuestro objetivo es proporcionar información sobre los desafíos y soluciones involucrados en la producción de carcasas mini para intercomunicadores de alta calidad, asegurando que cumplan con los rigurosos estándares de la industria de las telecomunicaciones.

Comprensión de la aleación de aluminio 383
Propiedades de la aleación de aluminio 383
La aleación de aluminio 383 es un material ampliamente utilizado en la industria de la fundición a presión, conocido por su excelente equilibrio de propiedades. Aquí hay algunas características clave que la hacen adecuada para carcasas mini de intercomunicadores:
Alta resistencia a la corrosión: La aleación de aluminio 383 exhibe una fuerte resistencia a la corrosión, lo que la hace ideal para usar en entornos donde la carcasa del intercomunicador puede estar expuesta a la humedad u otros elementos corrosivos.
Buenas propiedades mecánicas: Esta aleación ofrece resistencia y flexibilidad, esenciales para mantener la integridad estructural de componentes de pared delgada.
Excelente fundibilidad: La fluidez y la baja contracción de la aleación la hacen particularmente adecuada para procesos de fundición a presión, permitiendo la producción de formas complejas y detalles finos.
Idoneidad para fundición de pared delgada: Una de las características destacadas de la aleación de aluminio 383 es su capacidad para ser fundida en secciones de pared delgada sin comprometer la resistencia o durabilidad, lo cual es crucial para las carcasas mini de intercomunicadores.
Comparación con otras aleaciones de aluminio
Al seleccionar un material para la fundición a presión de carcasas mini de intercomunicadores, es esencial considerar cómo se compara la aleación de aluminio 383 con otras aleaciones de aluminio comúnmente utilizadas:
Frente a la aleación de aluminio 380: Aunque la 380 es similar en muchos aspectos, la aleación de aluminio 383 ofrece una resistencia a la corrosión ligeramente mejor y características mejoradas de llenado del molde, lo que la hace preferible para diseños de pared delgada e intrincados.
Frente a la aleación de aluminio 360: La 360 proporciona una excelente estanqueidad a la presión y se utiliza para componentes de alta resistencia. Sin embargo, la 383 a menudo se prefiere por sus características de fundición superiores y facilidad de uso en la producción de formas complejas.
Aplicación en carcasas mini de intercomunicadores
El uso de la aleación de aluminio 383 en carcasas mini de intercomunicadores aprovecha estas propiedades para ofrecer un producto ligero y robusto. La alta resistencia a la corrosión de la aleación garantiza una durabilidad a largo plazo. Al mismo tiempo, su excelente fundibilidad permite crear carcasas con dimensiones precisas y diseños intrincados.
En telecomunicaciones, donde se espera que los componentes funcionen de manera fiable en diversas condiciones ambientales, la aleación de aluminio 383 ofrece una solución confiable. Su idoneidad para la fundición de pared delgada la hace particularmente ventajosa para carcasas mini de intercomunicadores, donde la compacidad y la eficiencia son esenciales.
En resumen, la aleación de aluminio 383 combina resistencia a la corrosión, resistencia mecánica y fundibilidad, y es muy adecuada para los exigentes requisitos de la industria de las telecomunicaciones para carcasas mini de intercomunicadores.
Descripción general del proceso de fabricación
Descripción del proceso de fabricación general
La fabricación de carcasas mini para intercomunicadores utilizando aleación de aluminio 383 implica pasos intrincados, cada uno crítico para garantizar que el producto final cumpla con los más altos estándares de calidad y rendimiento. El proceso integra varias tecnologías de fabricación avanzadas: fundición a presión de aluminio, mecanizado CNC, roscado, pulido y acabado mediante deposición física de vapor (PVD).
Fundición a presión de aluminio: Este proceso comienza con la creación de moldes precisos para la carcasa del intercomunicador. La aleación de aluminio 383 fundida se inyecta en estos moldes bajo alta presión, formando la forma básica de la carcasa con paredes delgadas y detalles intrincados.
Mecanizado CNC: El mecanizado CNC logra superficies de ensamblaje de alta precisión y dimensiones exactas después de la fundición. Este paso asegura que todos los componentes de la carcasa encajen perfectamente y funcionen correctamente.
Roscado: Las carcasas se roscan posteriormente, proporcionando las características necesarias para el ensamblaje. Un roscado preciso es crucial para garantizar la durabilidad y funcionalidad del producto final.
Pulido: Para preparar la superficie para el acabado, las carcasas se someten a pulido. Este paso alisa las superficies, eliminando cualquier imperfección que pueda afectar la calidad del recubrimiento PVD.
Acabado PVD: Finalmente, se aplica un recubrimiento PVD (Deposición Física de Vapor). Este proceso de acabado avanzado mejora la durabilidad, apariencia y resistencia al desgaste y la corrosión de la carcasa.
Importancia de cada paso para lograr la calidad del producto final
Cada etapa del proceso de fabricación juega un papel vital para lograr la calidad y el rendimiento deseados de la carcasa mini del intercomunicador.
Fundición a presión: Garantiza la integridad estructural y la precisión dimensional de la carcasa. Un diseño de molde adecuado y técnicas de fundición correctas son esenciales para producir componentes de pared delgada sin defectos.
Mecanizado CNC: Proporciona la alta precisión necesaria para las superficies críticas de ensamblaje. Un mecanizado preciso asegura que todas las partes encajen perfectamente, manteniendo la funcionalidad y fiabilidad del intercomunicador.
Roscado: Añade características de ensamblaje necesarias con alta precisión, garantizando conexiones robustas y seguras. Un roscado deficiente puede provocar problemas de ensamblaje y fallos funcionales.
Pulido: Prepara la superficie para el acabado PVD eliminando imperfecciones que podrían comprometer la adhesión y apariencia del recubrimiento. Una superficie lisa es crucial para lograr un acabado de alta calidad.
Acabado PVD: Mejora las propiedades superficiales de la carcasa, proporcionando una excelente resistencia al desgaste, dureza y atractivo estético. Este paso final asegura que la carcasa funcione bien y tenga un aspecto profesional y duradero.
Enfoque integrado para resultados óptimos
Integrar estas tecnologías en un flujo de trabajo de fabricación fluido es fundamental para producir carcasas mini de intercomunicadores de alta calidad. Cada etapa del proceso complementa a las demás, resultando en un producto final que cumple con las exigentes demandas de la industria de las telecomunicaciones.
Sinergia de procesos: La combinación de fundición a presión, mecanizado CNC, roscado, pulido y acabado PVD asegura que cada carcasa sea funcionalmente robusta y estéticamente agradable.
Control de calidad: Durante la fabricación, se implementan estrictas medidas de control de calidad para detectar y corregir desviaciones, asegurando una calidad y rendimiento consistentes del producto.
Proceso de fundición a presión
Explicación detallada del proceso de fundición a presión para aleación de aluminio 383
La fundición a presión es un proceso de fabricación que implica forzar metal fundido bajo alta presión hacia la cavidad de un molde. Para la aleación de aluminio 383, este proceso es particularmente ventajoso debido a su excelente fundibilidad y capacidad para producir componentes intrincados y de pared delgada.
Consideraciones de diseño de moldes para paredes delgadas: El diseño del molde es crucial cuando se trabaja con componentes de pared delgada. Para prevenir puntos débiles y garantizar un enfriamiento uniforme, el molde debe tener en cuenta un espesor de pared uniforme para las carcasas mini de intercomunicadores. A menudo se utiliza software de simulación avanzado para optimizar el diseño del molde y predecir posibles problemas antes de comenzar la producción.
Proceso de inyección: La aleación de aluminio 383 fundida se inyecta en el molde a alta presión, lo que ayuda a llenar los detalles intrincados y las secciones delgadas de la carcasa. Mantener una temperatura y presión consistentes es esencial para evitar defectos como porosidad o llenado incompleto.
Enfriamiento y solidificación: Una vez que la aleación fundida llena el molde, debe enfriarse y solidificarse. La velocidad de enfriamiento debe controlarse para evitar tensiones internas y garantizar la integridad estructural de la carcasa. Los canales de enfriamiento adecuados dentro del molde ayudan a lograr una solidificación uniforme.
Desafíos en la fundición a presión de pared delgada
La producción de componentes fundidos a presión de pared delgada presenta varios desafíos que deben abordarse para garantizar resultados de alta calidad.
Gestión de los caudales y tasas de enfriamiento: Las paredes delgadas pueden enfriarse demasiado rápido, lo que lleva a un llenado incompleto o defectos. Para gestionar esto, es necesario un control preciso sobre la velocidad de flujo del metal fundido y la tasa de enfriamiento. Se utilizan máquinas de fundición a presión avanzadas equipadas con sistemas de monitoreo y control en tiempo real para mantener condiciones óptimas.
Garantizar la integridad estructural y evitar defectos: Las paredes delgadas son más susceptibles a defectos como porosidad, deformación y agrietamiento. Se presta especial atención a la composición de la aleación, el diseño del molde y los parámetros de fundición para contrarrestar estos problemas. La fundición a presión al vacío también se puede utilizar para minimizar la atrapación de aire y la porosidad.
Medidas de control de calidad
Mantener una alta calidad en la fundición a presión requiere inspección y pruebas rigurosas en varias etapas de la producción.
Inspección por rayos X: Este método de prueba no destructivo detecta defectos internos como porosidad o grietas dentro de las secciones de pared delgada de la carcasa.
Verificaciones dimensionales: Herramientas de medición de precisión, como máquinas de medición por coordenadas (CMM), aseguran que las piezas fundidas cumplan con las dimensiones y tolerancias especificadas.
Pruebas mecánicas: Las muestras del lote de fundición se someten a pruebas mecánicas para verificar su resistencia, dureza y otras propiedades relevantes.
Ejemplo de fundición a presión de pared delgada exitosa
Un ejemplo del mundo real demuestra el éxito de la fundición a presión de pared delgada utilizando aleación de aluminio 383 para carcasas mini de intercomunicadores. En un proyecto reciente, el diseño de la carcasa requería paredes tan delgadas como 1,5 mm mientras mantenía la integridad estructural y la precisión.
Diseño de molde optimizado: El diseño del molde se optimizó utilizando software de simulación avanzado para garantizar un flujo y enfriamiento uniformes, reduciendo la probabilidad de defectos.
Parámetros de fundición controlados: La máquina de fundición a presión se programó con parámetros precisos de temperatura, presión y velocidad de enfriamiento. Esto aseguró que cada carcasa se produjera según las especificaciones requeridas.
Inspección posterior a la fundición: Rigurosas medidas de control de calidad, incluida la inspección por rayos X y verificaciones dimensionales, confirmaron que las carcasas cumplían con los altos estándares requeridos para aplicaciones de telecomunicaciones.
Roscado y preparación para el ensamblaje
Técnicas para roscar piezas de aluminio fundidas a presión
El roscado es un paso crucial en la preparación de carcasas mini de intercomunicadores para el ensamblaje. Implica crear roscas internas o externas en las piezas de aluminio fundidas a presión para facilitar conexiones seguras con otros componentes. Dadas las propiedades mecánicas de la aleación de aluminio 383, se deben emplear técnicas específicas para garantizar roscas de alta calidad.
Machuelado: El machuelado se usa comúnmente para roscas internas. Se eligen machuelos de acero de alta velocidad (HSS) o de carburo por su durabilidad y capacidad para mantener filos de corte afilados. El proceso se controla cuidadosamente para prevenir problemas como el agarrotamiento o desgarro de la rosca, que pueden comprometer la integridad de las roscas.
Fresado de roscas: Una alternativa al machuelado, el fresado de roscas ofrece mayor control y flexibilidad. Utilizando máquinas CNC, las herramientas de fresado de roscas crean roscas mediante interpolación helicoidal, produciendo roscas precisas y consistentes con un menor riesgo de acumulación de virutas.
Laminado de roscas: Para aplicaciones específicas, el laminado de roscas (o rolado de roscas) puede crear roscas sin cortar. Este método desplaza material para formar las roscas, produciendo roscas más robustas y resistentes al desgaste. Sin embargo, requiere que el material tenga suficiente flexibilidad.
Garantizar la integridad y durabilidad de las roscas
La integridad y durabilidad de las roscas son esenciales para el ensamblaje confiable y el rendimiento a largo plazo de las carcasas mini de intercomunicadores. Se implementan varias prácticas para garantizar roscas de alta calidad.
Lubricación: Los lubricantes apropiados reducen la fricción y el calor durante el roscado, previniendo el desgaste de la herramienta y el daño al material. Esto ayuda a lograr roscas más suaves y limpias.
Control de calidad: Se utilizan calibres de roscas y sistemas de inspección óptica para verificar la precisión y consistencia de las roscas. Cualquier desviación de las dimensiones especificadas se aborda de inmediato para mantener la calidad.
Tratamiento térmico: En algunos casos, se puede aplicar un tratamiento térmico posterior al roscado para mejorar las propiedades mecánicas de las roscas, haciéndolas más resistentes al desgaste y la deformación.
Importancia de la precisión en los componentes roscados para el ensamblaje y la funcionalidad
El roscado de precisión asegura que la carcasa del intercomunicador ensamblada opere de manera confiable y cumpla con los estándares de rendimiento. Los siguientes aspectos destacan su importancia:
Conexiones seguras: Las roscas precisas garantizan conexiones ajustadas entre los componentes, previniendo el aflojamiento o desalineación durante la operación.
Facilidad de ensamblaje: Las roscas bien formadas facilitan un ensamblaje más suave, reduciendo el riesgo de roscas cruzadas y haciendo el proceso más eficiente.
Rendimiento y fiabilidad: Las roscas de precisión contribuyen a la integridad estructural general de la carcasa, asegurando que pueda soportar las tensiones mecánicas y las condiciones ambientales que encontrará en uso.
Ejemplo del mundo real de precisión en roscado
En una producción reciente de carcasas mini de intercomunicadores, el proceso de roscado requirió lograr una tolerancia de paso de rosca de ±0,005 mm. Así es como se logró esta precisión:
Máquinas CNC avanzadas: Máquinas CNC equipadas con capacidades de fresado de roscas crearon las roscas. Estas máquinas proporcionaron la precisión y el control necesarios para mantener tolerancias ajustadas.
Selección y mantenimiento de herramientas: Se seleccionaron fresas de roscas de carburo de alta calidad por su filo y durabilidad. El mantenimiento e inspección regular de las herramientas aseguró un rendimiento consistente durante toda la producción.
Monitoreo en tiempo real: Los sistemas de monitoreo en proceso rastrearon la operación de roscado, proporcionando retroalimentación en tiempo real sobre el desgaste de la herramienta y la calidad de la rosca. Se realizaron ajustes según fuera necesario para mantener las tolerancias requeridas.
Inspección posterior al roscado: Cada pieza roscada pasó por una inspección rigurosa utilizando calibres de roscas y sistemas ópticos para verificar las dimensiones y la calidad de las roscas. Cualquier pieza que no cumpliera con los estándares fue retrabajada o rechazada.
Pulido y preparación de la superficie
Técnicas de pulido para aluminio
El pulido es un paso crítico en el proceso de fabricación de carcasas mini de intercomunicadores, particularmente al prepararse para técnicas de acabado superficial como PVD (Deposición Física de Vapor). Pulir aluminio implica varias técnicas para lograr una superficie lisa y libre de defectos.
Pulido mecánico: Este método utiliza materiales abrasivos para eliminar físicamente las imperfecciones de la superficie. Las herramientas estándar incluyen buffadoras rotativas, ruedas de lijado y cintas abrasivas. El pulido mecánico es efectivo para el pulido grueso inicial y la eliminación de defectos superficiales más significativos.
Pulido químico: Implica el uso de soluciones químicas para alisar la superficie disolviendo selectivamente los puntos altos en la superficie del aluminio. Este método se usa a menudo después del pulido mecánico para lograr un acabado más uniforme.
Electropulido: Un proceso electroquímico que alisa y brilla la superficie de aluminio eliminando una capa delgada de material. Esta técnica es beneficiosa para lograr un acabado de alto brillo y eliminar irregularidades superficiales microscópicas.
Importancia de la suavidad superficial para el recubrimiento PVD
Una superficie lisa y libre de defectos es esencial para el éxito del proceso de recubrimiento PVD. La calidad del acabado PVD depende directamente de la condición del sustrato. Aquí está por qué la suavidad superficial es crucial:
Adhesión: Una superficie lisa proporciona una mejor adhesión para el recubrimiento PVD, asegurando que se una bien con el sustrato de aluminio. Una mala adhesión puede provocar el desprendimiento o descamación del recubrimiento.
Uniformidad: Las irregularidades superficiales pueden causar una deposición desigual del recubrimiento PVD, resultando en un espesor inconsistente y posibles puntos débiles. Una superficie pulida ayuda a lograr una capa de recubrimiento uniforme.
Calidad estética: La apariencia de componentes como las carcasas mini de intercomunicadores es esencial. Una superficie lisa mejora el atractivo visual del recubrimiento PVD, proporcionando un acabado elegante y profesional.
Controles de calidad para asegurar la preparación de la superficie
Antes de proceder con el recubrimiento PVD, se realizan varios controles de calidad para asegurar que la superficie esté adecuadamente preparada.
Inspección visual: Se realiza una inspección visual exhaustiva para identificar cualquier defecto visible, como arañazos, abolladuras o puntos rugosos. Cualquier imperfección se aborda mediante pulido adicional.
Medición de rugosidad superficial: Herramientas como perfilómetros miden la rugosidad superficial para asegurar que cumpla con las especificaciones requeridas. Típicamente se desea una rugosidad superficial (Ra) de menos de 0,2 micrómetros para recubrimientos PVD.
Limpieza: Las piezas de aluminio pulidas se limpian meticulosamente para eliminar contaminantes, como aceites, polvo o residuos de pulido. A menudo se utilizan métodos de limpieza ultrasónica y química para lograr una superficie prístina.
Ejemplo de cómo lograr una preparación de superficie de alta calidad
En un proyecto reciente que involucraba carcasas mini de intercomunicadores, lograr un acabado superficial de alta calidad fue crítico para el éxito del recubrimiento PVD. Así es como se logró:
Pulido secuencial: Las carcasas pasaron por un proceso de pulido secuencial, comenzando con cintas abrasivas gruesas y moviéndose gradualmente a granos más finos. Este enfoque paso a paso aseguró la eliminación de todas las imperfecciones superficiales.
Electropulido para el acabado final: Después del pulido mecánico, las piezas se sometieron a electropulido para lograr un acabado tipo espejo. Este proceso mejoró la suavidad superficial y la preparó para una adhesión óptima del recubrimiento PVD.
Controles de calidad estrictos: Cada carcasa fue inspeccionada por rugosidad superficial y limpieza. Cualquier pieza que no cumpliera con los criterios estrictos fue repulida y limpiada hasta que aprobó la inspección.
Acabado PVD (Deposición Física de Vapor)
Explicación del proceso PVD
La Deposición Física de Vapor (PVD) es una técnica avanzada de acabado superficial para aplicar recubrimientos delgados y de alto rendimiento a diversos sustratos. El proceso PVD implica vaporizar un material sólido en el vacío y luego depositarlo sobre el sustrato, formando una película delgada.
Vaporización: El material de recubrimiento, a menudo un metal como titanio, cromo o aluminio, se vaporiza utilizando técnicas de evaporación térmica, pulverización catódica (sputtering) o vaporización por arco.
Transporte: El material vaporizado viaja a través de una cámara de vacío, asegurando una contaminación mínima y un entorno de deposición limpio.
Deposición: El vapor se condensa sobre el sustrato (en este caso, la carcasa de aluminio del intercomunicador), formando un recubrimiento delgado y uniforme que mejora las propiedades superficiales del material subyacente.
Beneficios del PVD para el aluminio
El PVD ofrece varias ventajas cuando se aplica a componentes de aluminio como carcasas mini de intercomunicadores:
Durabilidad mejorada: Los recubrimientos PVD mejoran significativamente la resistencia al desgaste y la dureza del aluminio, extendiendo la vida útil del componente.
Resistencia a la corrosión: El recubrimiento proporciona una barrera protectora que mejora la resistencia natural a la corrosión del aluminio, haciéndolo adecuado para entornos hostiles.
Atractivo estético: Los recubrimientos PVD pueden lograr diversos acabados, incluyendo apariencias metálicas, mate y coloreadas, mejorando el atractivo visual de la carcasa.
Proceso ecológico: El PVD es un proceso limpio y respetuoso con el medio ambiente que produce residuos mínimos en comparación con los métodos de recubrimiento tradicionales como la galvanoplastia.
Desafíos en el procesamiento PVD de aluminio fundido
Aplicar recubrimientos PVD a aluminio fundido plantea desafíos únicos debido a las propiedades del material y al proceso de fundición:
Preparación de la superficie: Como se discutió en la Sección 6, lograr una superficie perfectamente lisa y limpia es esencial para la adhesión del PVD. Cualquier defecto superficial o contaminante puede llevar a fallos en el recubrimiento.
Problemas de adhesión: La naturaleza porosa del aluminio fundido puede plantear desafíos de adhesión. El tratamiento superficial adecuado y el uso de capas promotoras de adhesión son cruciales.
Espesor de recubrimiento uniforme: Garantizar un espesor de recubrimiento uniforme, especialmente en geometrías complejas, requiere un control preciso sobre los parámetros del proceso PVD.

Lograr un acabado superficial de alta calidad y duradero
Para superar estos desafíos y lograr un acabado PVD de alta calidad en carcasas de intercomunicadores de aluminio fundido, se emplean varios pasos y técnicas:
Preparación de la superficie: Como se destacó en la Sección 6, el pulido y la limpieza meticulosos aseguran una superficie lisa y libre de contaminantes. Este paso es crítico para un recubrimiento PVD exitoso.
Capas de adhesión: Antes de aplicar el recubrimiento PVD final, se puede depositar una capa intermedia, como titanio o cromo, para mejorar la adhesión. Esta capa actúa como un agente de unión entre el sustrato de aluminio y el recubrimiento PVD.
Parámetros PVD optimizados: Los parámetros del proceso PVD, incluyendo temperatura, presión y velocidad de deposición, se controlan cuidadosamente para lograr un espesor de recubrimiento uniforme y propiedades ópticas. Los sistemas PVD avanzados con capacidades de monitoreo en tiempo real aseguran resultados consistentes.
Aseguramiento de la calidad: Después del recubrimiento, las carcasas pasan por controles de calidad rigurosos para verificar el espesor del recubrimiento, la adhesión y el acabado superficial. Técnicas como la fluorescencia de rayos X (XRF) y pruebas de rayado evalúan la integridad y el rendimiento del recubrimiento.
Ejemplo de aplicación exitosa de recubrimiento PVD
En un proyecto reciente, las carcasas mini de intercomunicadores requerían un acabado duradero y estéticamente agradable que pudiera soportar condiciones ambientales adversas. Así es como se aplicó con éxito el proceso de recubrimiento PVD:
Preparación: Las carcasas de aluminio se pulieron hasta un acabado tipo espejo y se limpiaron meticulosamente para eliminar todos los contaminantes.
Capa intermedia: Se depositó una capa delgada de titanio para promover la adhesión entre el aluminio y el recubrimiento PVD final.
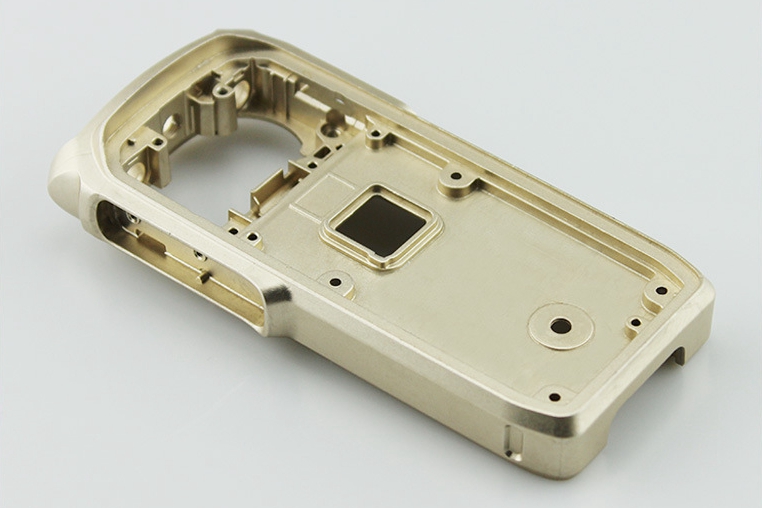
Recubrimiento PVD: Las carcasas se recubrieron con una capa de nitruro de titanio (TiN), conocida por su dureza y apariencia dorada. Los parámetros del proceso se optimizaron para asegurar un espesor de recubrimiento uniforme de 2 micrómetros.
Control de calidad: Las carcasas recubiertas se inspeccionaron para verificar el espesor del recubrimiento y la adhesión. Las pruebas de rayado confirmaron la durabilidad del recubrimiento, y las inspecciones visuales aseguraron un acabado superficial impecable.
Superación de los desafíos de fabricación
Resumen de los principales desafíos
Producir carcasas mini de intercomunicadores de alta calidad a partir de aleación de aluminio 383 implica abordar varios desafíos críticos durante la fabricación. Estos desafíos incluyen:
Fundición a presión de pared delgada: Garantizar la integridad estructural de las secciones de pared delgada mientras se mantiene la precisión dimensional y se previenen defectos como porosidad y deformación.
Mecanizado CNC de alta precisión: Lograr tolerancias precisas en las superficies críticas de ensamblaje para garantizar un ajuste perfecto y funcionalidad.
Procesamiento PVD de aluminio fundido: Preparar la superficie de aluminio fundido para el recubrimiento PVD para asegurar adhesión, uniformidad y durabilidad.
Soluciones y estrategias implementadas para superar estos desafíos
Técnicas avanzadas de diseño de moldes
Software de simulación: Uso de software avanzado para optimizar el diseño de moldes para secciones de pared delgada. Esto ayuda a predecir y abordar posibles problemas relacionados con las tasas de flujo y enfriamiento, asegurando una solidificación uniforme y reduciendo el riesgo de defectos.
Fabricación de moldes de precisión: Empleo de técnicas de mecanizado y fabricación de alta precisión para crear moldes que produzcan fundiciones consistentes y de alta calidad.
Prácticas de mecanizado CNC de precisión
Selección y mantenimiento de herramientas: Elegir las herramientas de corte adecuadas, como herramientas de acero de alta velocidad o de carburo, y mantenerlas regularmente para asegurar el filo y la durabilidad. Esto ayuda a lograr la precisión y el acabado superficial necesarios.
Parámetros de mecanizado optimizados: Seleccionar y ajustar cuidadosamente los parámetros de mecanizado, como la velocidad de corte, la velocidad de avance y la profundidad de corte, para equilibrar las tasas de eliminación de material y la calidad superficial. Esto asegura alta precisión y minimiza el desgaste de la herramienta.
Monitoreo en proceso: Implementación de sistemas de monitoreo en tiempo real para rastrear el desgaste de la herramienta y las condiciones de mecanizado. Esto permite ajustes inmediatos para mantener la precisión y la calidad.
Métodos especializados de recubrimiento PVD para aluminio fundido
Preparación de la superficie: Realizar pulido y limpieza meticulosos para lograr una superficie lisa y libre de defectos. Este paso es crítico para asegurar que el recubrimiento PVD se adhiera adecuadamente y logre el acabado deseado.
Capas promotoras de adhesión: Aplicar capas intermedias, como titanio o cromo, para mejorar la adhesión del recubrimiento PVD final. Esto ayuda a superar los desafíos planteados por la naturaleza porosa del aluminio fundido.
Parámetros controlados del proceso PVD: Controlar cuidadosamente los parámetros del proceso PVD, incluyendo temperatura, presión y velocidad de deposición, para lograr un espesor de recubrimiento uniforme y propiedades ópticas. Los sistemas PVD avanzados con capacidades de monitoreo en tiempo real aseguran resultados consistentes.
Aplicación en el mundo real de las soluciones
En un proyecto reciente, estas estrategias se implementaron con éxito para producir carcasas mini de intercomunicadores de alta calidad para la industria de las telecomunicaciones. El proyecto involucró:
Fundición a presión de pared delgada: Utilizando software de simulación avanzado y fabricación de moldes de precisión, el equipo produjo fundiciones de pared delgada con defectos mínimos. Las piezas finales demostraron una excelente precisión dimensional e integridad estructural.
Mecanizado CNC de alta precisión: Parámetros de mecanizado optimizados, herramientas de corte de alta calidad y monitoreo en tiempo real aseguraron que las superficies críticas de ensamblaje cumplieran con las tolerancias de ±0,01 mm. Este mecanizado de precisión permitió un ensamblaje perfecto y un rendimiento confiable.
Recubrimiento PVD: Después de una preparación superficial exhaustiva y la aplicación de una capa promotora de adhesión, las carcasas se recubrieron con una capa de nitruro de titanio (TiN) duradera y estéticamente agradable. El proceso PVD controlado resultó en un espesor de recubrimiento uniforme y propiedades superficiales mejoradas.