¿Qué es el núcleo de arena en la fundición en arena?
¿Qué es un núcleo de arena en la fundición en arena?
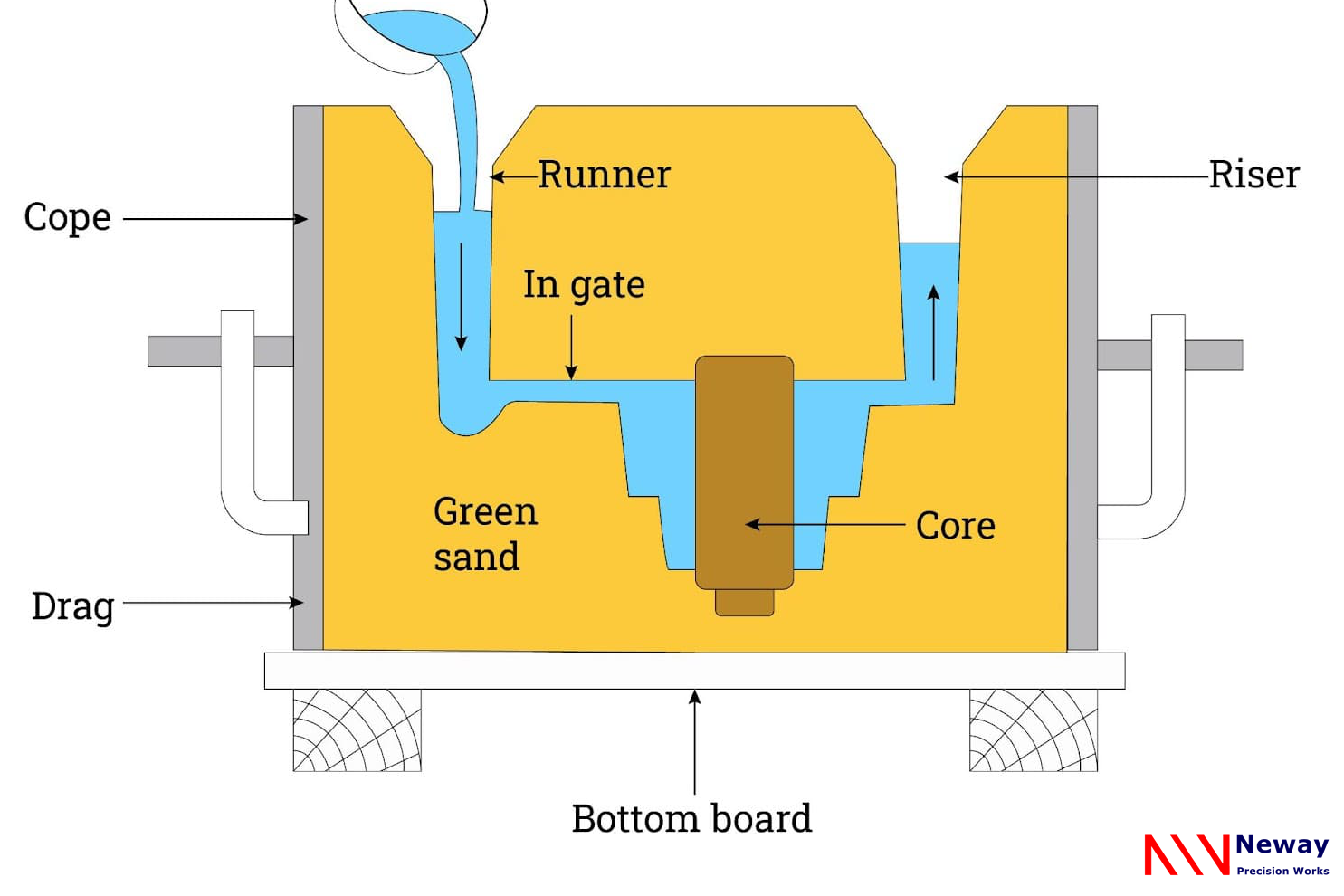
Un núcleo de arena es un cuerpo con forma de arena aglomerada colocado dentro de la cavidad del molde para formar agujeros internos, secciones huecas, pasajes, socavados o características rebajadas en la fundición en arena. El diseño del núcleo de arena debe conectar la geometría del pasaje interno, el soporte de las impresiones del núcleo, la resistencia del núcleo, la permeabilidad, la colapsabilidad, la ventilación de gases, el margen de mecanizado y la evidencia de inspección. El problema práctico en la solicitud de cotización (RFQ) es decidir si la característica interna requerida puede ser fundida con un núcleo estable y removible, o si debe rediseñarse, mecanizarse o fabricarse mediante otro proceso.
Cuando el metal fundido llena el molde, el núcleo de arena ocupa el espacio que debe permanecer hueco. Después de la solidificación, el núcleo se elimina mediante desmoldeo, limpieza mecánica, extracción asistida por agua u otros métodos de limpieza aprobados según el aglomerante y la geometría de la fundición.

¿Cómo crean los núcleos de arena pasajes internos?
La cavidad del molde define la forma exterior de la fundición, mientras que el núcleo de arena define el espacio negativo interno. Las impresiones del núcleo, los soportes (chaplets) cuando sean necesarios y las características del molde mantienen el núcleo en posición durante el ensamblaje del molde y el vertido del metal.
La ubicación del núcleo es crítica. Si un núcleo se desplaza, flota, se rompe o ventila mal, la fundición puede presentar variación de espesor de pared, pasajes bloqueados, defectos de gas, inclusiones o problemas de sobremedida de mecanizado. Los planos deben mostrar las características impulsadas por el núcleo, las aberturas de limpieza y el acceso de inspección siempre que sea posible.
¿Qué propiedades del núcleo son importantes para las piezas metálicas fundidas?
Un núcleo de arena útil necesita suficiente resistencia para soportar la manipulación, el ensamblaje del molde y el vertido del metal. Un núcleo de arena también necesita permeabilidad para que los gases puedan escapar, estabilidad dimensional para que las características internas permanezcan en posición y colapsabilidad para que el núcleo pueda eliminarse después de la solidificación de la fundición.
Otras propiedades pueden ser importantes dependiendo de la aleación y la pieza. El tipo de aglomerante, el tamaño del grano de arena, el revestimiento, el método de ventilación, el control de humedad, la condición de almacenamiento y el comportamiento térmico pueden afectar los defectos de gas, el acabado superficial, la erosión del núcleo y la dificultad de limpieza.
¿Cómo se fabrican los núcleos de arena?
Los núcleos de arena pueden producirse con procesos de caja fría, caja caliente, núcleo en concha, no horneado (no-bake) u otros procesos de fabricación de núcleos, dependiendo del tamaño de la pieza, la cantidad de producción, la resistencia del núcleo, el control dimensional y los requisitos del aglomerante. La ruta de fabricación del núcleo debe ajustarse a la aleación de fundición, la geometría del núcleo, las necesidades de ventilación y el método de eliminación.
Las cajas de núcleo definen la forma del núcleo. Después de formar y curar, el núcleo puede ser revestido, secado, inspeccionado y almacenado antes del ensamblaje del molde. Para fundiciones complejas, múltiples núcleos pueden ensamblarse en un paquete de núcleos para formar la geometría interna.
¿Qué riesgos de diseño causan defectos de fundición relacionados con el núcleo?
Los defectos relacionados con el núcleo pueden incluir desplazamiento del núcleo, rotura del núcleo, porosidad por gas, venado, penetración de metal, inclusión de arena, pasajes internos bloqueados, superficies internas rugosas y mal control del espesor de pared. Estos problemas a menudo provienen de un soporte inadecuado del núcleo, mala ventilación, presión excesiva del metal, resistencia insuficiente del núcleo, difícil acceso de limpieza o requisitos de plano poco claros.
El comprador debe identificar pasajes internos, zonas de presión, características de sellado, canales de enfriamiento, pasajes de aceite, macizos de pernos y referencias de mecanizado. Si la geometría interna debe verificarse, la RFQ debe indicar si se requiere seccionamiento, inspección con boroscopio, prueba de presión, prueba de fugas, inspección por rayos X, inspección por tomografía computarizada (CT) u otra evidencia.
¿Cómo se eliminan e inspeccionan los núcleos de arena?
La eliminación del núcleo debe planificarse antes de la fundición. Una fundición hueca necesita aberturas o caminos de acceso que permitan eliminar la arena del núcleo sin dañar la pieza. Cavidades ciegas profundas, canales estrechos y bolsas atrapadas pueden dificultar la limpieza.
La inspección después de la eliminación del núcleo puede incluir inspección visual, controles dimensionales, inspección con máquina de medición por coordenadas (CMM), inspección con boroscopio, pruebas de presión, pruebas de fugas, seccionamiento, inspección por rayos X o inspección por CT. La evidencia requerida depende de si la característica del núcleo es cosmética, funcional, relacionada con presión o relacionada con seguridad.
Factor de diseño del núcleo | Por qué es importante | Riesgo de fundición a verificar | Información necesaria en la RFQ |
Soporte de la impresión del núcleo | Mantiene el núcleo en posición durante el ensamblaje del molde y el vertido | Desplazamiento del núcleo, variación de espesor de pared, pasajes bloqueados y error de sobremedida de mecanizado | Ubicaciones de las impresiones del núcleo, esquema de referencias, plano de cavidad interna y margen de mecanizado |
Resistencia del núcleo | Permite que el núcleo soporte la manipulación, el ensamblaje y la presión del metal fundido | Rotura del núcleo, inclusiones de arena, superficies internas rugosas y piezas defectuosas | Geometría del núcleo, aleación, temperatura de vertido, secciones de pared y límites de manipulación |
Permeabilidad y ventilación | Permite que los gases del núcleo y el molde escapen durante el vertido | Porosidad por gas, soplados, defectos superficiales y defectos internos | Camino de ventilación, tipo de aglomerante, revestimiento del núcleo, requisito de presión y método de inspección |
Colapsabilidad y eliminación | Permite eliminar la arena del núcleo después de la solidificación | Arena atrapada, canales bloqueados, daño por limpieza y fallo funcional | Aberturas de limpieza, tamaño del pasaje interno, método de eliminación y criterios de aceptación |
Acceso de inspección | Confirma que las características internas cumplen los requisitos funcionales | Bloqueo no detectado, fuga, error dimensional y defectos ocultos | Boroscopio, prueba de fugas, prueba de presión, rayos X, CT, seccionamiento o requisitos de informe |
¿Qué deben proporcionar los compradores para una RFQ de fundición en arena con núcleo?
Una RFQ útil debe incluir el plano 2D, el modelo 3D, el grado de aleación, la cantidad, la geometría del pasaje interno, los detalles de las impresiones del núcleo si están disponibles, los requisitos de espesor de pared, el margen de mecanizado, las aberturas de limpieza, los requisitos de presión o fugas, el acabado superficial, el tratamiento térmico y el método de inspección.
Si una característica del núcleo es crítica, el comprador debe marcar la característica interna como funcional en el plano. Esto ayuda a la fundición a revisar el diseño del núcleo, el ensamblaje del molde, el acceso de limpieza, el plan de mecanizado y la evidencia de inspección antes de la cotización.
Preguntas frecuentes relacionadas
¿Es rentable el servicio de fundición en arena personalizada?
Defectos en fundiciones de arena: causas y prevención en fundiciones metálicas
Fundición por gravedad vs fundición en arena: comparación de dos procesos de fundición de metales
¿Cuál es la diferencia entre la fundición en arena y la fundición a la cera perdida?
¿Cuáles son los estándares de tolerancia de la fundición de precisión?
¿Existen limitaciones o desafíos específicos asociados con la fundición a la cera perdida?
