Defectos en Fundiciones de Arena: Causas y Prevención en Fundiciones Metálicas
¿Qué defectos de fundición en arena importan en la revisión de RFQ?
Los defectos de fundición en arena pueden afectar piezas metálicas personalizadas como carcasas, bases, marcos, soportes, cuerpos de bombas, tapas y componentes de maquinaria. La revisión de defectos de fundición en arena debe conectar la porosidad de gas, la contracción, las inclusiones, los cierres en frío, las grietas en caliente, el desplazamiento del macho, el margen de mecanizado y la evidencia de inspección con los requisitos del dibujo. El problema práctico del RFQ es decidir qué defectos afectan la función, cuáles afectan la apariencia y cuáles requieren inspección o cambios de proceso antes de la producción.
El riesgo de defectos depende de la calidad del molde, las propiedades de la arena, el diseño del macho, la ventilación, la temperatura de vertido, el sistema de compuertas, el diseño de mazarotas, el comportamiento de la aleación, la velocidad de enfriamiento y el mecanizado posterior a la fundición. Los compradores deben marcar zonas de presión, caras de sellado, trayectorias de carga, superficies cosméticas, puntos de referencia mecanizados y pasajes internos para que la fundición pueda hacer coincidir los controles de defectos con la función de la pieza.
¿Qué causa la porosidad de gas en las fundiciones de arena?
La porosidad de gas aparece como vacíos, orificios pequeños o cavidades más grandes relacionadas con el gas en una fundición de arena. El defecto puede provenir de una mala ventilación del molde, exceso de humedad, gas de los aglutinantes del macho, flujo turbulento de metal, aire atrapado o absorción de gas relacionada con la aleación.
La porosidad de gas importa cuando la fundición necesita estanqueidad a presión, resistencia a fugas, caras de sellado mecanizadas o secciones que soportan carga. Los RFQ deben identificar pruebas de fugas, pruebas de presión, seccionamiento, inspección por rayos X, inspección por TC o criterios de aceptación visual cuando la porosidad afecta la función de la pieza.

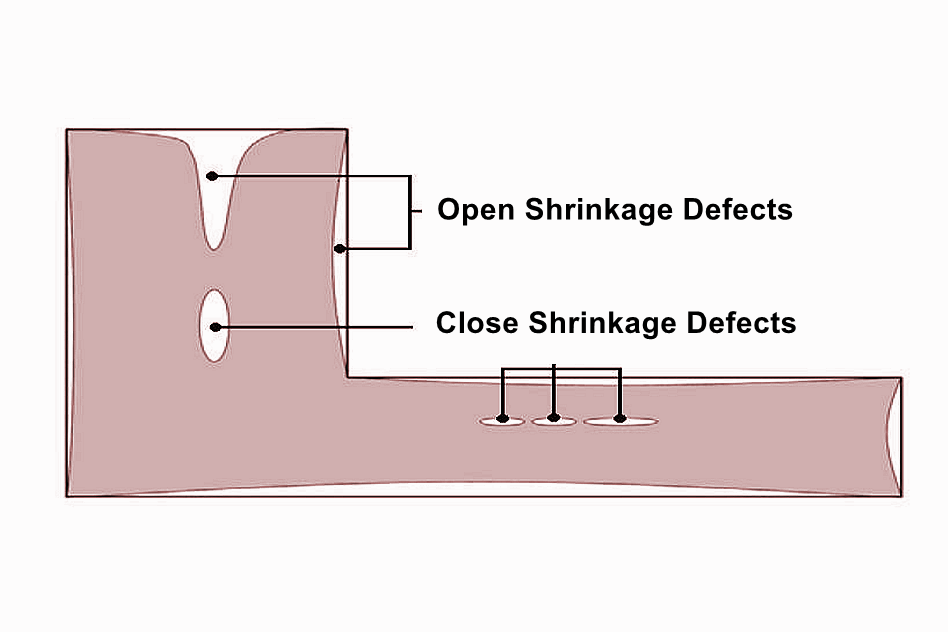
¿Qué causa los defectos de contracción en las piezas fundidas en arena?
Los defectos de contracción se forman cuando el metal fundido se contrae durante la solidificación y la fundición no recibe suficiente metal de alimentación de las mazarotas o de las trayectorias de alimentación locales. Las secciones gruesas, los cambios abruptos de espesor, los resaltes aislados, la mala colocación de mazarotas y el enfriamiento desigual pueden aumentar el riesgo de contracción.
El control de la contracción generalmente requiere una revisión del diseño y del proceso. La fundición puede necesitar un mejor equilibrio de paredes, cambios en las mazarotas, enfriadores, cambios en el sistema de compuertas, ajuste del margen de mecanizado o un plan de solidificación revisado. Los compradores deben identificar las secciones transversales críticas y las áreas mecanizadas donde no se puede aceptar la contracción.
¿Por qué ocurren las inclusiones de arena y los defectos del molde?
Las inclusiones de arena ocurren cuando arena suelta, material de molde roto, fragmentos de macho, escoria, película de óxido o material extraño queda atrapado en la fundición. La erosión del molde, machos débiles, mala capa de revestimiento, vertido turbulento, superficies de molde dañadas y limpieza inadecuada pueden contribuir a los defectos de inclusión.
Las inclusiones pueden afectar las superficies mecanizadas, las caras de sellado, la apariencia y la resistencia. Si la fundición tiene pasajes internos, el comprador debe definir el acceso de limpieza y los requisitos de inspección. Un macho de arena puede requerir atención especial a la resistencia del macho, la ventilación y la colapsabilidad.

¿Qué causa los cierres en frío y las faltas de llenado en la fundición en arena?
Los cierres en frío y las faltas de llenado ocurren cuando el metal fundido no llena completamente el molde o dos frentes de metal se encuentran sin fusionarse completamente. Estos defectos pueden aparecer cerca de paredes delgadas, trayectorias de flujo largas, secciones frías, áreas mal ventiladas o geometría compleja.
Los posibles controles incluyen revisar la temperatura de vertido, el sistema de compuertas, el tamaño del bebedero, la ventilación, el espesor de pared, la temperatura del molde y el comportamiento de flujo de la aleación. Los compradores deben identificar secciones delgadas, transiciones bruscas, nervaduras largas y límites cosméticos de líneas de flujo antes de la cotización.
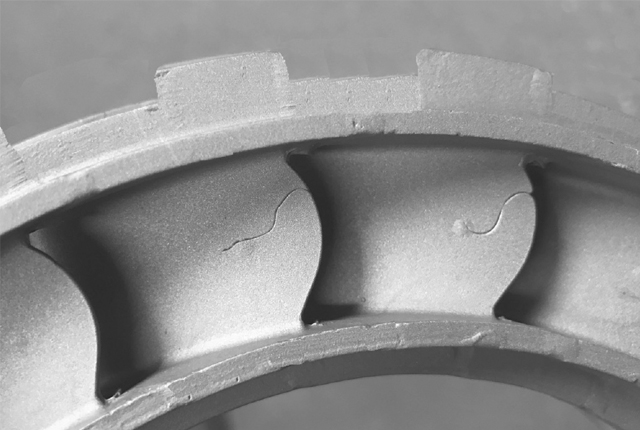
¿Qué causa las grietas en caliente en las fundiciones de arena?
Las grietas en caliente ocurren cuando una fundición se agrieta durante la solidificación porque la contracción está restringida por la geometría del molde, la ubicación del macho, las transiciones de pared o el enfriamiento desigual. El defecto es importante cuando la grieta intersecta una trayectoria de carga, un límite de presión, una superficie mecanizada o una característica de montaje.
El riesgo de grietas en caliente se puede reducir revisando el radio de acuerdo, la transición de pared, el comportamiento de la aleación, el diseño de mazarotas, la restricción del molde, el equilibrio de enfriamiento y el diseño del macho. La inspección puede incluir inspección visual, inspección por líquidos penetrantes, seccionamiento, inspección por rayos X o inspección por TC cuando el riesgo de grietas afecta los criterios de aceptación.

¿Qué evidencia de inspección respalda el control de defectos en la fundición en arena?
La evidencia de inspección debe coincidir con la función de la fundición. Una tapa decorativa puede necesitar inspección visual y controles dimensionales. Una carcasa a presión puede necesitar pruebas de fugas o presión. Un soporte estructural puede necesitar certificado de material, prueba de dureza, informe dimensional e inspección de grietas según los requisitos del comprador.
La evidencia común incluye inspección de primera pieza, informe dimensional, inspección CMM, certificado de material, prueba de dureza, registro de tratamiento térmico, estándar de inspección visual, informe de rugosidad superficial, prueba de fugas, prueba de presión, inspección por líquidos penetrantes, inspección por rayos X, inspección por TC o seccionamiento. El comprador debe definir los criterios de aceptación antes de la producción.
Defecto de Fundición en Arena | Causa Probable | Riesgo de la Pieza a Revisar | Evidencia de RFQ o Inspección |
Porosidad de gas | Mala ventilación, humedad, gas del macho, llenado turbulento o absorción de gas de la aleación | Fugas, falla de presión, vacíos en superficies mecanizadas y reducción de resistencia | Prueba de fugas, prueba de presión, rayos X, TC, seccionamiento y criterios de aceptación de porosidad |
Contracción | Alimentación insuficiente, mal diseño de mazarotas, secciones gruesas y enfriamiento desigual | Secciones débiles, cavidades en superficies mecanizadas y defectos en zonas de presión | Revisión de solidificación, plan de mazarotas, margen de mecanizado, seccionamiento, rayos X o TC |
Inclusiones de arena | Erosión del molde, rotura del macho, arena suelta, escoria, película de óxido o limpieza deficiente | Defectos superficiales, pasajes bloqueados, problemas de sellado y rechazos de mecanizado | Estándar visual, acceso de limpieza, boroscopio, seccionamiento y revisión de material |
Cierre en frío o falta de llenado | Llenado incompleto, mal flujo, baja temperatura efectiva, secciones delgadas o mala ventilación | Uniones débiles, geometría incompleta, defectos cosméticos e interferencia de ensamblaje | Revisión de pared, revisión de compuertas, aprobación de muestra, control dimensional y estándar visual |
Grieta en caliente | Contracción restringida, transiciones bruscas, malos radios, comportamiento de la aleación o desequilibrio de enfriamiento | Crecimiento de grieta, falla en la trayectoria de carga, fuga de presión y riesgo de rechazo después del mecanizado | Líquidos penetrantes, inspección visual, seccionamiento, rayos X, TC y criterios de aceptación de grietas |
¿Qué deben proporcionar los compradores para reducir el riesgo de defectos en la fundición en arena?
Un RFQ útil debe incluir el dibujo 2D, el modelo 3D, el grado de aleación, la cantidad esperada, el tamaño de la fundición, el espesor de pared, los machos internos, las dimensiones críticas, el margen de mecanizado, el acabado superficial, el tratamiento térmico, los requisitos de fugas o presión, las zonas cosméticas y el método de inspección.
El control de defectos comienza antes de verter el primer molde. Los dibujos claros ayudan a la fundición a revisar el diseño del molde, el diseño del macho, el sistema de compuertas, las mazarotas, la ventilación, el mecanizado, el acabado y la evidencia de inspección en función del uso real de la fundición.
Preguntas frecuentes relacionadas
¿Es rentable el servicio de fundición en arena personalizado?
¿Cuál es la diferencia entre la fundición en arena y la fundición a la cera perdida?
¿Cuáles son los estándares de tolerancia de la fundición de precisión?
¿Existen limitaciones o desafíos específicos asociados con la fundición a la cera perdida?
