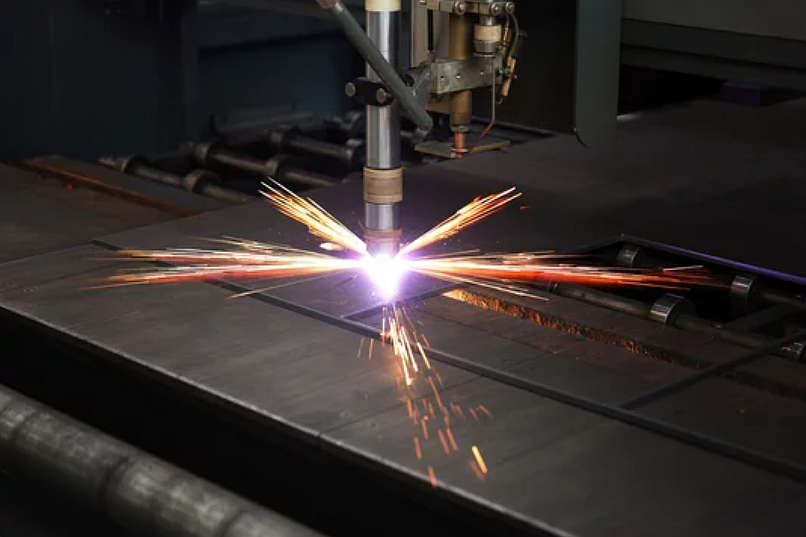
等离子切割服务用于什么?
等离子切割服务用于将导电金属切割成板材、厚板和型材毛坯,用于制造、原型制作、维修和生产准备。该工艺是等离子切割,常见的零件类型包括支架、框架、底板、机器防护罩、角撑板、法兰、面板、支撑件和焊接结构件。实际的询价问题在于确定等离子切割在金属零件进行折弯、焊接、机加工、涂层或组装之前,是否能提供足够的边缘质量、公差控制、厚度能力和成本效益。
等离子切割服务常用于哪些金属零件?
等离子切割通常用于需要快速轮廓切割而非精细激光级细节的导电金属零件。典型的询价包括碳钢板、不锈钢支架、铝板、结构角撑板、设备底座、机器防护罩、管道支架、维修板和焊接组件毛坯。
当买家需要将接近净形的金属毛坯转入后续加工时,该工艺很有用。如果等离子切割边缘不是最终的精加工表面,后续操作如打磨、机加工、钻孔、攻丝、折弯、焊接、喷砂或涂层可以完成零件要求。
哪些材料适合等离子切割?
等离子切割适用于导电金属。碳钢、不锈钢和铝是等离子切割询价中常见的材料。铜合金、黄铜和其他导电金属也可考虑,但在生产前应确认材料厚度、热输入、边缘质量和熔渣风险。
等离子切割通常不适用于非导电塑料、木材、橡胶或陶瓷,因为该工艺需要通过导电材料产生电弧。如果买家需要同时切割金属和塑料,询价应将材料分组,并评估激光切割、机加工、水刀切割或其他途径用于非金属零件。
等离子切割在钣金制造中的位置?
等离子切割通常为钣金制造或板材制造创建第一阶段的毛坯。切割后,零件可能进入去毛刺、折弯、焊接、沉孔、攻丝、表面处理或组装。这使得等离子切割不仅是一个切割决策,更是工艺路线决策。
制造阶段 | 等离子切割用途 | 买家询价详情 |
|---|---|---|
毛坯准备 | 切割外轮廓、孔、槽和板形。 | 发送DXF或DWG文件、PDF图纸、材料等级和厚度。 |
焊接件准备 | 在焊接前创建板材、角撑板、连接片和支架。 | 定义焊接边缘、坡口需求和装配公差。 |
折弯准备 | 在折弯成形前切割平板毛坯。 | 定义折弯线、折弯半径、纹理方向和孔与弯边的距离。 |
机加工准备 | 在CNC加工前粗切板材或毛坯。 | 定义加工余量和基准面。 |
表面处理准备 | 为打磨、喷砂、喷漆、粉末涂层或电镀准备零件。 | 定义毛刺、熔渣、边缘清理和外观表面要求。 |
何时等离子切割对原型制作有用?
当买家需要从导电板材或厚板快速获得功能性毛坯、支架、测试框架、夹具板、防护罩或焊接组件时,等离子切割对金属原型制作很有用。该工艺有助于在投入更昂贵的模具或生产夹具之前验证尺寸、装配和制造路线。
对于原型,买家应确定哪些尺寸必须符合生产意图,哪些特征仅用于概念评审。原型底板可能允许较粗糙的边缘,而原型定位支架在等离子切割后可能仍需要机加工孔或受控基准面。
等离子切割如何用于维护和维修?
维护和维修工作通常使用等离子切割去除损坏的金属部分、切割替换板、修整支架或准备加固零件。设备框架、工业防护罩、磨损板、支撑结构和维修连接片通常可以从导电金属坯料中切割,然后根据需要进行装配、焊接或机加工。
维修零件的询价应包括已知的材料等级、实际厚度、所需装配、焊接位置,以及替换零件是否必须匹配现有磨损部件。照片可以辅助讨论,但受控切割仍需图纸或测量草图。
哪些行业使用等离子切割,买家应验证什么?
等离子切割可支持工业设备、建筑五金、运输部件、农业机械、能源设备、建筑金属制品和一般金属制造。共同点不是行业标签,而是导电金属在下一次制造阶段前需要切割轮廓。
对于汽车、航空航天、能源或其他受监管的应用,买家在批准路线前应定义图纸要求、检验证据、材料可追溯性和最终验证责任。等离子切割可能创建毛坯,但完整零件可能仍需要机加工、成形、焊接、热处理、涂层或组装级验证。
使用等离子切割的主要限制是什么?
主要限制是熔渣、边缘斜角、热影响区、孔质量、窄槽控制和精细细节。这些限制并不意味着等离子切割不合适;这些限制告诉买家哪些特征需要额外审查或二次加工。
等离子切割限制 | 制造风险 | 可能的询价响应 |
|---|---|---|
熔渣或焊渣 | 可能干扰焊接、涂层或装配。 | 增加去毛刺、打磨或边缘清理要求。 |
边缘斜角 | 可能影响配合表面或视觉边缘。 | 定义允许的边缘角度或机加工关键边缘。 |
热影响区 | 可能影响变形或边缘状态。 | 审查切割顺序、材料支撑和平整度要求。 |
小孔 | 单独切割后可能无法满足装配或对中需求。 | 对关键孔使用钻孔、铰孔或CNC加工。 |
精细装饰细节 | 与激光切割相比可能失去清晰度。 | 对薄板或精细轮廓零件考虑激光切割。 |
买家应发送哪些信息进行等离子切割询价?
买家应发送CAD文件、图纸、材料等级、厚度、数量、关键尺寸、边缘质量要求、毛刺或熔渣限制、后续操作和检验要求。如果等离子切割零件将进行折弯、焊接、机加工、喷漆、粉末涂层或组装,询价应明确说明这些后续阶段。
一份好的等离子切割询价应将一般轮廓几何形状与功能特征区分开来。供应商可以为毛坯报价等离子切割,并仅在保护零件功能需要的步骤中推荐二次钻孔、机加工、去毛刺、折弯或表面处理。
