什么是钣金折弯服务?
钣金折弯服务通过使用折弯机模具等工具进行可控变形,将切割后的金属板材成型为带角度或弯曲的零件。该工艺常用于激光切割、等离子切割、冲裁或剪切后的后续加工,以制造支架、面板、机箱、盖板、管道、防护罩、安装座及其他成型钣金部件。实际询价的关键在于在报价前明确材料牌号、板厚、折弯半径、折弯角度、折弯方向、公差、孔到折弯边的距离以及后续工序。
钣金折弯服务的作用是什么?
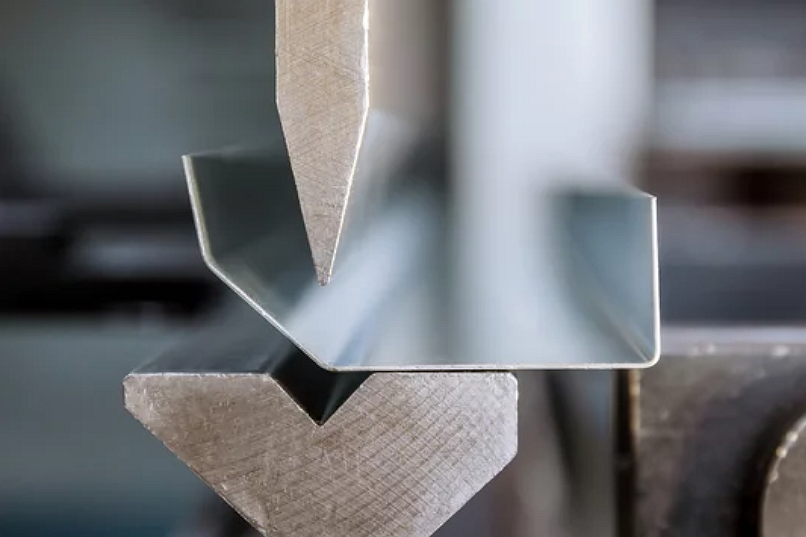
钣金折弯是将平板金属坯料转变为可控三维形状的过程,不涉及折弯线处材料的去除。通过凸模与凹模、折弯机、滚弯机或成型夹具施加力,使金属发生屈服并保持所需的角度或半径。
其价值在于:一块平板坯料可成为功能性支架、机箱壁、底盘、管道段、盖板、支撑件或安装板。折弯可减少焊接接头和组装零件数量,但最终精度取决于材料特性、模具选择、设备设置和检验方法。
常见的钣金折弯方法有哪些?
折弯机折弯是定制钣金零件最常用的方法,因为它支持多种角度、翻边、卡扣和箱体形式。对于面板、盖板和长翻边(表面划痕和零件搬运很重要)的情况,折叠法也常被考虑。滚弯用于大半径曲线、圆柱体和弧形面板。
折弯方法 | 最佳适用场景 | 询价需明确的细节 |
|---|---|---|
折弯机折弯 | 支架、翻边、机箱、面板及成型钣金件。 | 折弯角度、内半径、材料厚度、模具可达性和公差。 |
折叠 | 长面板、盖板、箱体及可见钣金表面。 | 翻边长度、外观面、边缘状态和折弯顺序。 |
滚弯 | 大半径曲线、圆柱段、防护罩及建筑面板。 | 半径、弧长、材料回弹和表面处理要求。 |
二次成型 | 压花、偏置、百叶窗、加强筋及局部特征。 | 特征位置、模具可行性和零件变形风险。 |
钣金折弯常用哪些材料?
碳钢、不锈钢、铝、镀锌钢、铜和黄铜是常见的钣金折弯材料。每种材料具有不同的延展性、回弹量、开裂风险、表面划痕风险以及腐蚀或表面处理要求。
不锈钢通常需要注意回弹和表面保护。铝重量轻且可成型,但合金和回火状态影响开裂风险。碳钢广泛用于支架、外壳和结构面板。镀锌钢需检查折弯处的镀层损伤。铜和黄铜可能因导电性或装饰外观而被选用,但应评估表面光洁度和折弯痕迹。
折弯半径和板厚如何影响询价?
折弯半径和板厚影响开裂、回弹、内半径、外形尺寸及模具选择。在厚或延展性较差的材料上进行小半径折弯可能导致开裂或过度减薄。较大的内半径对材料更安全,但可能改变零件配合和翻边位置。
买方应避免假设一种最小折弯半径适用于所有材料。询价时应注明材料牌号、厚度、必要时指明轧制方向、内折弯半径、折弯角度以及尺寸是以内部、外部还是中性层为基准。这些信息有助于供应商评估展开图和成型件尺寸。
哪些公差和检验细节对折弯钣金件重要?
折弯钣金件需要审核折弯角度、翻边长度、折弯后孔位、总高度、平面度和装配配合等方面的公差。平坦的激光切割毛坯可能满足其轮廓尺寸,但折弯会改变孔位、翻边位置并引入角度偏差。
检验项目 | 重要性 | 买方询价备注 |
|---|---|---|
折弯角度 | 决定配合、机箱闭合和支架对齐。 | 明确角度公差及是否需要功能检具。 |
翻边长度 | 影响安装、重叠和硬件间隙。 | 标注关键翻边尺寸和基准参考。 |
孔到折弯边距离 | 靠近折弯的孔可能变形或移位。 | 标记功能孔并允许DFM审核。 |
平面度 | 大型面板在切割、折弯或焊接中可能翘曲。 | 仅当影响装配或密封时定义平面度。 |
表面状态 | 工具痕迹或镀层损伤可能影响外观件。 | 标明外观面和表面处理要求。 |
哪些二次工序常与金属折弯结合?
金属折弯通常与激光切割、等离子切割、冲孔、攻丝、沉孔、焊接、铆接、打磨、拉丝、粉末喷涂、阳极氧化、电镀、钝化和装配等工序结合。这些步骤应一并考虑,因为折弯会影响孔位可达性、焊接顺序、涂层覆盖和最终检验。
如果零件是机箱,询价应明确盖板配合、卡扣位置、紧固方法、铰链或嵌件要求以及外观面。如果零件是结构支架,询价应明确受力方向、关键孔位、折弯半径以及折弯后是否需要焊接或机加工基准。
订购折弯件前买方应检查哪些设计风险?
主要设计风险包括回弹、开裂、翻边长度不足、孔离折弯线过近、折弯间干涉、模具可达性限制及外观划痕。当供应商在量产前审核展开图、折弯顺序、材料方向和关键尺寸时,这些风险可降低。
买方应尽可能同时提供展开DXF文件和带尺寸的成型件图纸。3D模型有助于沟通最终形状,但2D图纸仍需标注折弯线、角度、半径、材料、厚度和检验要求。
钣金折弯询价时买方应提供什么?
买方应提供CAD文件、展开图(如有)、成型件图纸、材料牌号、厚度、折弯半径、折弯角度、必要时注明轧制方向、外观面、数量、公差说明、后续工序和检验要求。对于重复生产,还应标明需批次间保持一致的关键尺寸。
清晰的钣金折弯询价让供应商能够选择正确的折弯方法、模具、折弯顺序和检验方案,从而降低试错风险,并有助于报价涵盖从切割到成型、精加工和装配的完整流程。
