एल्यूमीनियम डाई कास्टिंग में सामान्य दोष और समाधान
RFQ समीक्षा में कौन से एल्यूमीनियम डाई कास्टिंग दोष मायने रखते हैं?
एल्यूमीनियम डाई कास्टिंग दोष आवास, कवर, ब्रैकेट, ताप-अपव्यय भागों, फ्रेम और दबाव-युक्त घटकों को प्रभावित कर सकते हैं। एल्यूमीनियम डाई कास्टिंग दोष समीक्षा में प्रत्येक दोष को भाग की विशेषता, कार्यात्मक जोखिम, प्रक्रिया कारण और निरीक्षण साक्ष्य से जोड़ना चाहिए। व्यावहारिक RFQ समस्या यह तय करना है कि कौन से दोष कॉस्मेटिक हैं, कौन से दोष मशीनिंग या असेंबली को प्रभावित करते हैं, और किन दोषों के लिए CMM माप, दृश्य मानक, X-ray निरीक्षण, CT निरीक्षण, लीक परीक्षण या दबाव परीक्षण जैसे निरीक्षण की आवश्यकता होती है।
सामान्य एल्यूमीनियम डाई कास्टिंग दोषों में गैस सरंध्रता, संकोचन सरंध्रता, कोल्ड शट, मिसरन, फ्लैश, पार्टिंग-लाइन बेमेल, गर्म दरारें, सतह दोष और मशीनिंग द्वारा आंतरिक रिक्तियों का उद्भव शामिल हैं। अधिकांश दोष नियंत्रण टूलींग से पहले शुरू होते हैं: मिश्र धातु चयन, दीवार संतुलन, गेट और रनर डिज़ाइन, वेंटिंग, ओवरफ्लो स्थान, डाई तापमान, शीतलन लेआउट, क्लैंपिंग नियंत्रण और मशीनिंग भत्ता सभी अंतिम भाग की गुणवत्ता को प्रभावित करते हैं।
सरंध्रता एल्यूमीनियम डाई कास्ट पार्ट्स को कैसे प्रभावित करती है?
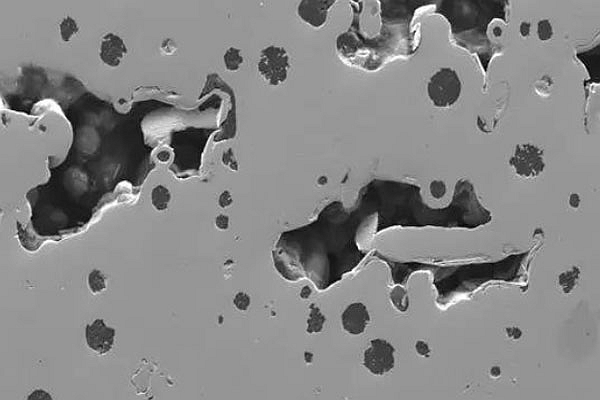
सरंध्रता एल्यूमीनियम डाई कास्ट भाग के अंदर एक रिक्ति या छिद्र है, और यह तब महत्वपूर्ण हो जाती है जब रिक्ति ताकत, लीक प्रदर्शन, दबाव जकड़न, कॉस्मेटिक सतहों या मशीनी सुविधाओं को प्रभावित करती है। गैस सरंध्रता वायु फँसाव, खराब वेंटिंग, अशांत भराव, नमी, घुली हुई गैस या अनुपयुक्त गेट और रनर डिज़ाइन से आ सकती है।
सरंध्रता नियंत्रण धातु प्रवाह और वायु निष्कासन से शुरू होता है। RFQ को दबाव सतहों, सीलिंग फलकों, मशीनी बोरों, लीक पथों और कॉस्मेटिक क्षेत्रों की पहचान करनी चाहिए क्योंकि विभिन्न क्षेत्रों में विभिन्न स्वीकृति मानदंडों की आवश्यकता हो सकती है। निरीक्षण में सेक्शनिंग, X-ray निरीक्षण, CT निरीक्षण, लीक परीक्षण या दबाव परीक्षण शामिल हो सकता है जब भाग कार्य के लिए आंतरिक-दोष समीक्षा की आवश्यकता होती है।
डाई कास्ट खंडों में संकोचन और सूक्ष्म सरंध्रता कैसे बनते हैं?
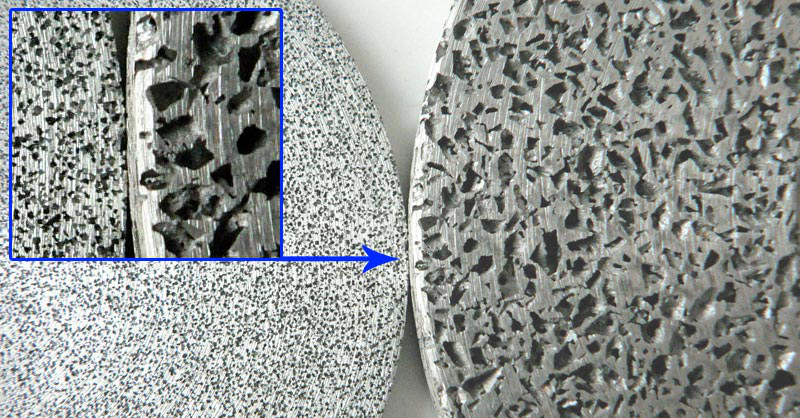
संकोचन और सूक्ष्म सरंध्रता तब बनते हैं जब एल्यूमीनियम जमने के दौरान सिकुड़ता है और स्थानीय धातु आपूर्ति आयतन परिवर्तन की भरपाई नहीं कर पाती। मोटे खंड, असमान दीवार संक्रमण, पृथक बॉस, भारी पसलियाँ, खराब शीतलन संतुलन और अनुपयुक्त फीडिंग स्थितियाँ संकोचन जोखिम बढ़ा सकती हैं।
समाधान दिशा केवल एक मशीन सेटिंग बदलना नहीं है। भाग डिज़ाइन में दीवार-मोटाई संतुलन, चिकने संक्रमण, बेहतर गेट स्थान, ओवरफ्लो समायोजन, शीतलन लेआउट समीक्षा या स्थानीय मशीनिंग भत्ता परिवर्तन की आवश्यकता हो सकती है। खरीदार को लोड-असर खंड, दबाव क्षेत्र और मशीनी सतहों को चिह्नित करना चाहिए क्योंकि संकोचन एक क्षेत्र में स्वीकार्य और दूसरे में अस्वीकार्य हो सकता है।
एल्यूमीनियम डाई कास्टिंग में कोल्ड शट और मिसरन का कारण क्या है?
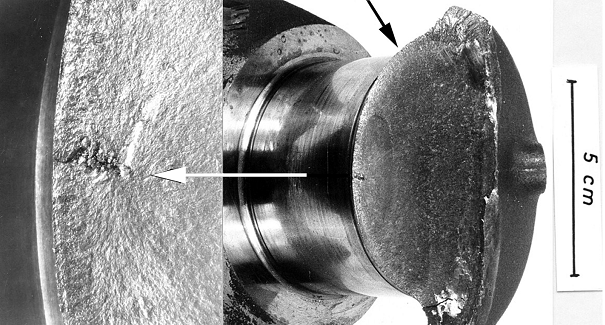
कोल्ड शट और मिसरन तब होते हैं जब पिघला हुआ एल्यूमीनियम जमने से पहले डाई गुहा को पूरी तरह से संगलित या पूरी तरह से भर नहीं पाता। ये दोष अक्सर प्रवाह रेखाओं, अधूरे किनारों, पतले-खंड अनिरंतरता, या कमजोर सीमों के रूप में दिखाई देते हैं जहाँ दो धातु मोर्चे उचित संगलन के बिना मिलते हैं।
संभावित कारणों में कम प्रभावी पिघल तापमान, कम डाई तापमान, खराब वेंटिंग, अनुपयुक्त गेट स्थान, लंबे प्रवाह पथ, पतली दीवारें, प्रवाह बाधाएं या समय से पहले जमना शामिल हैं। RFQ ड्रॉइंग में पतली दीवारें, लंबी पसलियाँ, गहरी पॉकेट, तीव्र संक्रमण और कॉस्मेटिक प्रवाह-रेखा सीमाओं का उल्लेख होना चाहिए ताकि टूलींग से पहले डाई कास्टिंग प्रक्रिया की समीक्षा की जा सके।
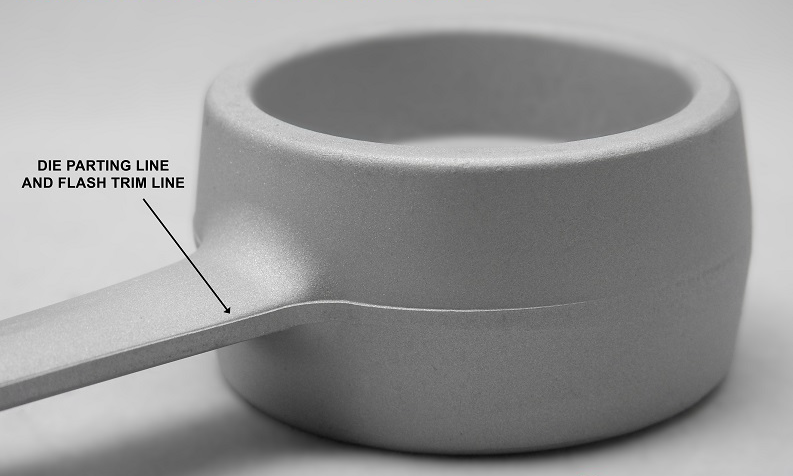
फ्लैश और पार्टिंग-लाइन दोष क्यों दिखाई देते हैं?
फ्लैश अतिरिक्त एल्यूमीनियम है जो डाई पार्टिंग लाइन, स्लाइड इंटरफ़ेस, इजेक्टर क्षेत्र या शटऑफ सतह से बच जाता है। फ्लैश और पार्टिंग-लाइन बेमेल महत्वपूर्ण हैं क्योंकि वे ट्रिमिंग लागत बढ़ा सकते हैं, असेंबली में बाधा डाल सकते हैं, सीलिंग फलकों को प्रभावित कर सकते हैं, या संभाले गए या कॉस्मेटिक सतहों के पास गड़गड़ाहट पैदा कर सकते हैं।
फ्लैश डाई घिसाव, क्लैंपिंग नियंत्रण, डाई फिट, थर्मल विस्तार, धातु दबाव, शटऑफ सतहों पर संदूषण, या अपर्याप्त रखरखाव से संबंधित हो सकता है। ड्रॉइंग को स्वीकार्य गड़गड़ाहट ऊंचाई, नो-बर एज, कॉस्मेटिक सतहें और पोस्ट-ट्रिम निरीक्षण आवश्यकताओं की पहचान करनी चाहिए। यदि पार्टिंग लाइन सीलिंग या स्लाइडिंग इंटरफ़ेस को पार करती है, तो कोटेशन में कास्टिंग के बाद मशीनिंग या नियंत्रित फिनिशिंग शामिल होनी चाहिए।
गर्म दरारों और आँसुओं की समीक्षा कैसे की जानी चाहिए?
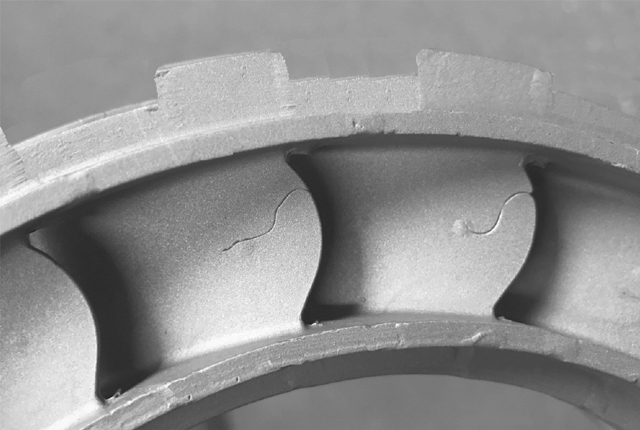
गर्म दरारें और गर्म आँसू अलगाव हैं जो तब बनते हैं जब कास्टिंग अभी भी जम रही होती है और डाई या असमान शीतलन द्वारा प्रतिबंधित होती है। ये दोष गंभीर होते हैं जब दरार लोड पथ, दबाव सीमा, मशीनी सतह, या माउंटिंग सुविधा को काटती है।
गर्म-दरार समीक्षा में मिश्र धातु व्यवहार, दीवार-खंड संक्रमण, फ़िलेट त्रिज्या, पसली डिज़ाइन, प्रतिबंधित संकोचन, गेट स्थान, शीतलन संतुलन और इजेक्शन तनाव पर विचार किया जाना चाहिए। RFQ को संरचनात्मक सुविधाओं, दबाव क्षेत्रों और निरीक्षण आवश्यकताओं की पहचान करनी चाहिए। जब दरार जोखिम स्वीकृति मानदंडों को प्रभावित करता है, तो डाई पेनेट्रेंट निरीक्षण, दृश्य मानक, सेक्शनिंग, X-ray निरीक्षण या CT निरीक्षण पर विचार किया जा सकता है।

कौन सा निरीक्षण साक्ष्य एल्यूमीनियम डाई कास्टिंग दोषों को नियंत्रित करने में मदद करता है?
निरीक्षण साक्ष्य दोष जोखिम और भाग कार्य से मेल खाना चाहिए। आयामी रिपोर्ट और CMM निरीक्षण सहनशीलता नियंत्रण का समर्थन करते हैं। दृश्य निरीक्षण मानक कॉस्मेटिक सतहों, फ्लैश, खरोंच और गेट-हटाने की गुणवत्ता का समर्थन करते हैं। X-ray या CT निरीक्षण आंतरिक सरंध्रता समीक्षा का समर्थन करता है। लीक परीक्षण और दबाव परीक्षण सीलबंद आवास, पंप बॉडी, वाल्व और दबाव-संबंधित भागों का समर्थन करते हैं।
खरीदारों को कोटेशन से पहले स्वीकृति मानदंड परिभाषित करने चाहिए। सुरक्षा-महत्वपूर्ण या विनियमित अनुप्रयोगों के लिए, ड्रॉइंग पैकेज को योग्यता आवश्यकताओं, दस्तावेज़ीकरण आवश्यकताओं और अंतिम सत्यापन जिम्मेदारी को परिभाषित करना चाहिए। डाई कास्टिंग आपूर्तिकर्ता विनिर्माण और निरीक्षण साक्ष्य का समर्थन कर सकता है, जबकि अंतिम सत्यापन खरीदार की जिम्मेदारी बनी रहती है।
दोष प्रकार | संभावित विनिर्माण कारण | समीक्षा करने योग्य भाग जोखिम | RFQ या निरीक्षण साक्ष्य |
गैस सरंध्रता | वायु फँसाव, खराब वेंटिंग, अशांत भराव, नमी, या घुली हुई गैस | लीकेज, कम दबाव जकड़न, मशीनिंग के बाद उजागर रिक्तियाँ, और ताकत में कमी | लीक परीक्षण, दबाव परीक्षण, X-ray निरीक्षण, CT निरीक्षण, सेक्शनिंग, या सरंध्रता स्वीकृति मानदंड |
संकोचन और सूक्ष्म सरंध्रता | असमान दीवार मोटाई, मोटे खंड, शीतलन असंतुलन, या अपर्याप्त स्थानीय फीडिंग | कमजोर लोड पथ, दबाव-क्षेत्र दोष, संक्षारण पथ, और मशीनी सतह रिक्तियाँ | दीवार समीक्षा, शीतलन समीक्षा, मशीनिंग भत्ता, सेक्शनिंग, X-ray, CT, या कार्यात्मक परीक्षण |
कोल्ड शट और मिसरन | अपूर्ण भराव, लंबे प्रवाह पथ, खराब वेंटिंग, कम प्रभावी तापमान, या पतली दीवार खंड | कमजोर सीम, अधूरे किनारे, कॉस्मेटिक प्रवाह चिह्न, और असेंबली हस्तक्षेप | प्रवाह समीक्षा, दृश्य मानक, आयामी जांच, पतली-दीवार समीक्षा, और नमूना अनुमोदन |
फ्लैश और पार्टिंग-लाइन बेमेल | डाई घिसाव, क्लैंपिंग नियंत्रण, शटऑफ संदूषण, थर्मल विस्तार, या स्लाइड बेमेल | गड़गड़ाहट, ट्रिमिंग लागत, सीलिंग-सतह हस्तक्षेप, कॉस्मेटिक दोष, और असेंबली जोखिम | गड़गड़ाहट सीमा, दृश्य मानक, ट्रिमिंग प्रक्रिया, मशीनिंग नोट, और प्रथम लेख निरीक्षण |
गर्म दरारें और आँसू | प्रतिबंधित संकोचन, मिश्र धातु संवेदनशीलता, तीव्र संक्रमण, असमान शीतलन, या इजेक्शन तनाव | दरार वृद्धि, लोड-पथ विफलता, दबाव लीकेज, और मशीनिंग के बाद अस्वीकृति जोखिम | DPI, दृश्य मानक, सेक्शनिंग, X-ray निरीक्षण, CT निरीक्षण, और स्वीकृति मानदंड |
कौन सी RFQ जानकारी एल्यूमीनियम डाई कास्टिंग दोष जोखिम को कम करती है?
एक उपयोगी एल्यूमीनियम डाई कास्टिंग RFQ में 2D ड्रॉइंग, 3D मॉडल, मिश्र धातु ग्रेड, वार्षिक मात्रा, प्रोटोटाइप या उत्पादन चरण, दीवार मोटाई, महत्वपूर्ण आयाम, डेटम योजना, कॉस्मेटिक सतहें, दबाव या लीक आवश्यकताएं, मशीनिंग भत्ता, कोटिंग या सतह उपचार, यदि आवश्यक हो तो ताप उपचार, और निरीक्षण विधि शामिल होनी चाहिए।
दोष में कमी प्रारंभिक डिजाइन और प्रक्रिया समीक्षा पर निर्भर करती है। जब खरीदार कोटेशन चरण में कार्यात्मक सतहों, नो-बर क्षेत्रों, सीलिंग फलकों, थ्रेडेड छिद्रों, बेयरिंग सीटों और दबाव सीमाओं की पहचान करते हैं, तो डाई कास्टिंग मार्ग का अधिक यथार्थवादी टूलींग, मशीनिंग, फिनिशिंग और निरीक्षण योजना के साथ समीक्षा की जा सकती है।
संबंधित पूछे जाने वाले प्रश्न
