Espejo de bolsillo de acero inoxidable con torneado CNC de alta precisión y recubrimiento PVD
Introducción del Espejo
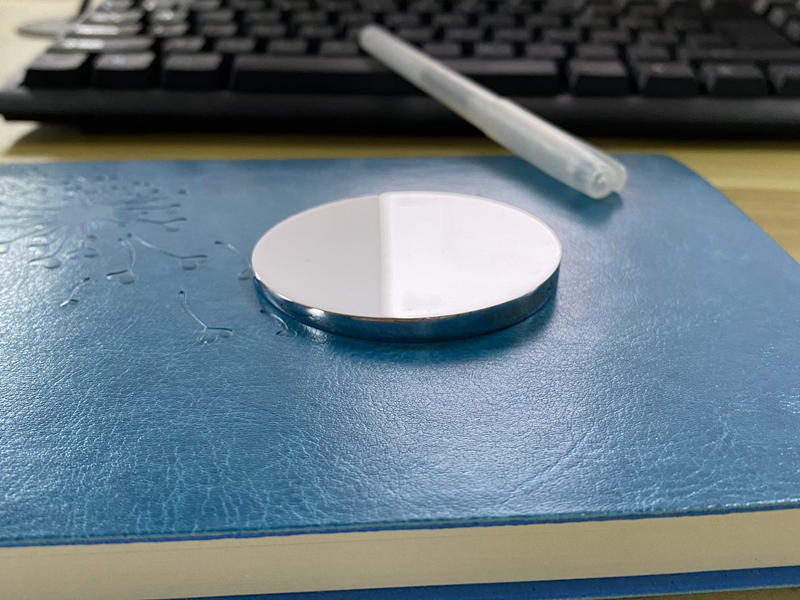
El diámetro circular de este espejo es de 60 mm, el borde más grueso es de 12 mm y el borde más delgado es de 6 mm. Esto se debe a que un lado es plano y el otro lado es una superficie esférica cóncava. El material es acero inoxidable. El acabado es plateado con rodio.
Explico la intención de fabricar este espejo para facilitar la comprensión de todos.
Explicación del Diseño
Selección de material
Elegimos material de acero inoxidable 316L para que el espejo tenga una textura particular y no sea fácil de oxidar. Estamos abiertos a otros materiales. La premisa es que se pueda satisfacer la calidad y función del espejo.
Superficies planas y esféricas cóncavas
Como todos sabemos, el plano del espejo tiene una función de imagen perfecta al 100%.

La superficie reflectante esférica cóncava tiene la función de ampliación. El arco diseñado puede hacer que los detalles se acerquen diez veces en la distancia de visión promedio. Muchos de estos espejos están en el mercado pero están hechos de vidrio. No resisten las caídas.

Plateado con rodio
La aleación de rodio es un metal no tóxico, inofensivo, rígido y estable que le da al espejo una alta resistencia a los arañazos. También está en línea con el posicionamiento del espejo como un producto de lujo ligero.
Diseño con incrustaciones de diamantes
La razón principal es que el espejo en general no tiene agujeros y los requisitos de la superficie son increíblemente altos. El PVD era imposible, así que perforamos un agujero de 1 mm en el borde más grueso para el PVD. Este agujero luego se engasta con una piedra de imitación para el acabado final.
nuestro método de fabricación
Fabricación de piezas en bruto
Torneado CNC
Actualmente torneamos en CNC las piezas en bruto para los espejos. Primero cortamos la barra de 316L con un diámetro de 62 mm a un grosor de 15 mm y luego la torneamos hasta el plano y radio que necesitábamos.
Proceso de pulido
Primero, debemos pulir el borde del espejo para eliminar las marcas de corte del CNC. Luego, el espejo plano se pule a espejo usando una pulidora plana. Finalmente, pulimos manualmente la superficie esférica cóncava.
Recubrimiento PVD
Compramos blancos de rodio para el recubrimiento PVD en el espejo en su conjunto. Como se mencionó anteriormente, tenemos un agujero de tornillo de 1 mm para colgar.
Artesanía con diamantes
Usamos diamantes Swarovski para el engaste. Este espejo puede convertirse en un colgante para algunos bolsos de diseñador. Ambos son hermosos y utilizables. Pertenece a bienes de lujo ligero.
Problemas que Encontramos
Apriete en el torneado CNC
En el proceso de torneado CNC, el borde del espejo se aprieta, con trazas de diversos grados, lo que hace que nuestro posterior pulido del borde del espejo sea extremadamente difícil y tenga una alta tasa de defectos.
Torneado CNC a espejo
Usamos herramientas de diamante para el torneado CNC pero aún teníamos finas líneas de CD. Usamos pulido ultrasónico para eliminar el patrón de CD en la superficie esférica cóncava y luego lo pulimos a mano. Debido al pulido ultrasónico, se producirá un pequeño ángulo R en el borde del espejo. También se puede decir que es un colapso pulido.
Defectos del PVD
Dado que solo hay un agujero de 1 mm, roscamos el agujero a 1 mm. Luego usamos un alambre fino con una rosca de 1 mm para conectar. Luego colgamos para el PVD. Debido al área de contacto limitada y a la conductividad insuficiente, algunos espejos tendrán defectos después del PVD, aproximadamente el 20%.
Artesanía con diamantes
Usamos montaje térmico, y parte de la energía térmica escapa alrededor del agujero, lo que causará un ennegrecimiento alrededor del agujero. Similar a marcas de quemaduras. Esto se debe al ennegrecimiento del acero inoxidable en el agujero a altas temperaturas. La tasa de defectos es de alrededor del 40%.
Sobre la Producción en Masa
Actualmente hemos fabricado 1000 espejos usando este método. Pero el costo es muy alto.
Estamos abiertos a cualquier proceso y cualquier material. Pero nuestro diseño original no puede cambiarse.
Después de optimizar el proceso, esperamos producir 8000 piezas esta vez. Actualmente, nos inclinamos por el proceso de moldeo por inyección de metal y el proceso de moldeo por compresión de polvo. Si tienes alguna buena sugerencia, por favor déjame un mensaje.
