¿Qué son el troquel (hembra) y el punzón (macho) en el estampado de chapa metálica?
En el estampado de chapa metálica, el punzón es el elemento de herramienta macho que empuja, corta, forma o estira la chapa, mientras que el troquel es el elemento de herramienta hembra que soporta la chapa y define la forma final de la característica. El problema práctico en la solicitud de cotización (RFQ) es decidir cómo la geometría del punzón, la geometría de la cavidad del troquel, la holgura de la herramienta, el grado de la chapa, el espesor, la tolerancia, la dirección de la rebaba y el volumen de producción afectan la cotización de la pieza estampada.

¿Qué son el troquel y el punzón en el estampado de chapa metálica?
El punzón, a menudo llamado herramienta macho, es el elemento de herramienta móvil o de presión que aplica fuerza a la chapa metálica. El troquel, a menudo llamado herramienta hembra, es el elemento de herramienta receptor que soporta la chapa metálica y proporciona la cavidad, abertura o superficie de formado necesaria para crear la característica estampada.
Durante el recorte, punzonado, doblado, embutido, grabado o formado, el punzón y el troquel trabajan como un conjunto de herramientas emparejadas. La forma del punzón, la abertura del troquel, la holgura del material, la fuerza de la prensa y las propiedades de la chapa metálica determinan si la pieza se corta limpiamente, se forma con precisión, evita grietas y mantiene las dimensiones previstas.
Entidad de herramienta de estampado | Rol de fabricación | Problema de RFQ que los compradores deben definir |
|---|---|---|
Punzón | Empuja, corta, dobla, perfora o forma la chapa metálica | Forma de la característica, tamaño del agujero, línea de doblado, filo de corte y riesgo de desgaste |
Troquel | Soporta la chapa y proporciona la cavidad o abertura | Forma de la pieza, holgura, dirección de la rebaba, profundidad de formado y expulsión de la pieza |
Holgura punzón-troquel | Controla la calidad del corte, rebaba, zona de fractura y carga de la herramienta | Grado del material, espesor, calidad del borde y requisito de inspección |
Disposición de la tira | Controla el flujo de material a través de operaciones progresivas o de transferencia | Orientación de la pieza, desperdicio, diseño del portador y volumen de producción |
Acero para herramientas y recubrimiento | Afecta la resistencia al desgaste y el mantenimiento de la herramienta | Volumen anual, dureza del material, uso de acero inoxidable y riesgo de daño superficial |
Configuración de la prensa | Afecta la carrera, fuerza, velocidad, precisión de avance y repetibilidad | Tamaño de la pieza, profundidad de formado, tolerancia y monitoreo de calidad |
¿Qué hace el punzón en el estampado de chapa metálica?
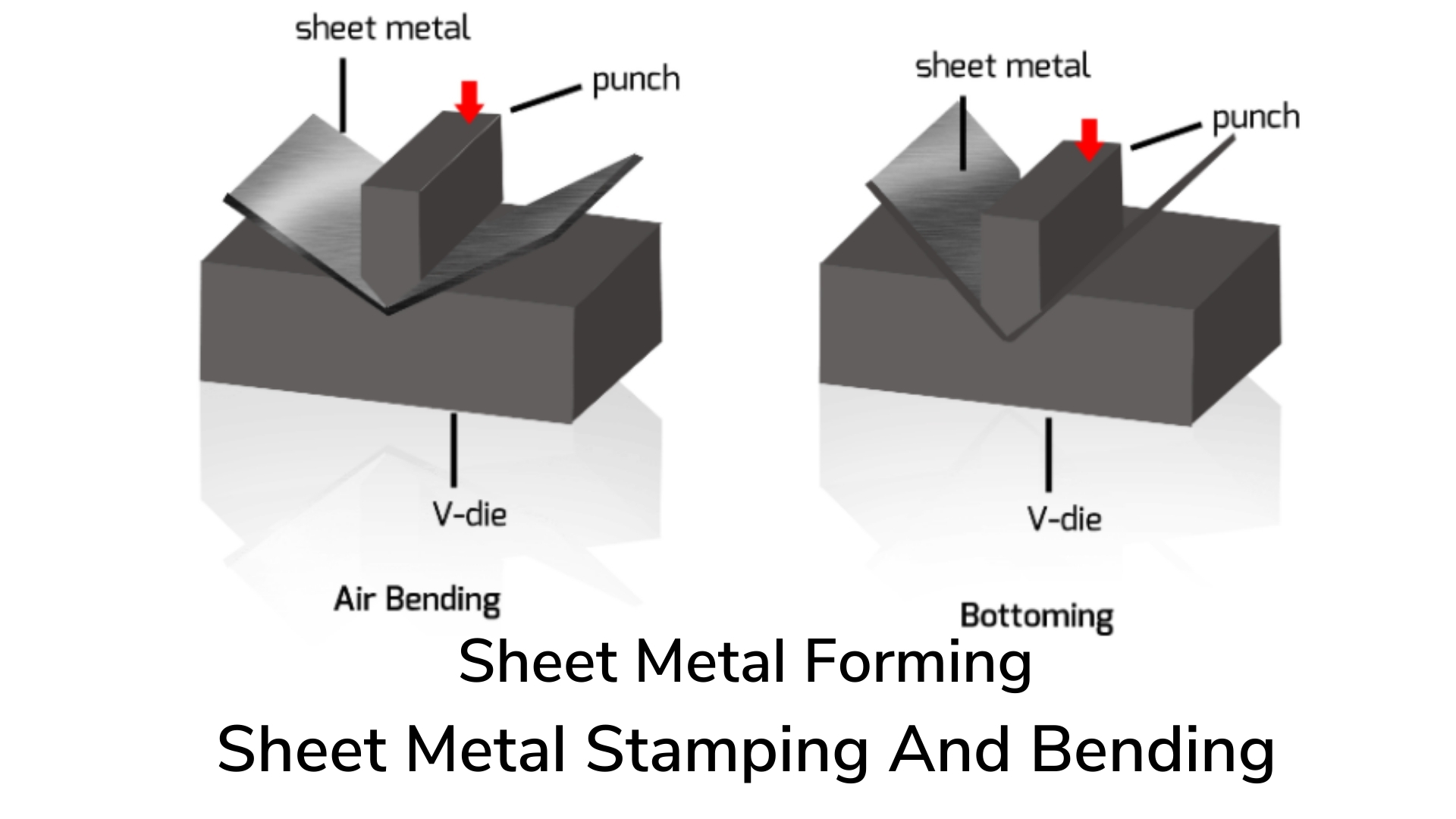
El punzón crea la deformación activa o la acción de corte. En el punzonado, el punzón atraviesa la chapa para hacer un agujero. En el recorte, el punzón y el troquel separan la forma exterior de la tira. En el doblado, el punzón empuja la chapa hacia la forma del troquel. En la embutición, el punzón tira del material de la chapa hacia una cavidad para formar un componente más profundo.
El diseño del punzón afecta la calidad del borde, la forma del agujero, la presión de formado, el riesgo de agarrotamiento y el desgaste de la herramienta. Un punzón pequeño puede ser sensible a la rotura. Un punzón largo o estrecho puede necesitar una guía más fuerte. Un punzón de formado puede necesitar planificación del radio para que el material se doble en lugar de agrietarse.

Los compradores deben identificar las características estampadas que son críticas: agujeros perforados, ranuras, persianas, lengüetas, líneas de doblado, relieves, copas embutidas o características de conector. Estas características determinan la geometría del punzón, el mantenimiento de la herramienta, los puntos de inspección y si se necesitan operaciones secundarias de desbarbado o formado.
¿Qué hace el troquel en el estampado de chapa metálica?
El troquel soporta la chapa metálica y controla la forma final de la característica. En operaciones de corte, la abertura del troquel trabaja con el punzón para cizallar el material. En operaciones de formado, la superficie del troquel guía la chapa hacia el contorno requerido de doblado, embutición, relieve o formado.
El diseño del troquel afecta la precisión dimensional, la dirección de la rebaba, la planitud de la pieza, la profundidad de embutición, el retorno elástico, las marcas superficiales y la expulsión. La geometría del troquel debe coincidir con el espesor, resistencia, ductilidad, dirección del grano, recubrimiento y requisitos superficiales del material.

Los compradores deben informar al proveedor qué lado de la pieza es cosmético o funcional. La dirección de la rebaba, las marcas del expulsor, las marcas del troquel y los arañazos de formado pueden ser más importantes en superficies visibles, áreas de contacto eléctrico, caras de sellado o interfaces de ensamblaje de precisión.
¿Cómo afectan la holgura punzón-troquel, las rebabas y el retorno elástico a las piezas estampadas?
La holgura punzón-troquel es una de las decisiones de herramienta más importantes. Una holgura que no coincida con el grado y espesor del material puede aumentar las rebabas, el desgarro del borde, la carga del punzón, el desgaste de la herramienta y la variación dimensional. La holgura exacta debe ser establecida por el proveedor de estampado en función del material y la característica.
Las rebabas son importantes porque el borde cizallado a menudo tiene un lado de rebaba y un lado de redondeo. El dibujo debe indicar si la dirección de la rebaba es importante para el ensamblaje, contacto eléctrico, seguridad, sellado o apariencia cosmética. Si las rebabas son inaceptables, puede ser necesario cotizar desbarbado, tamboreo, cepillado o acabado secundario.
El retorno elástico ocurre cuando la chapa metálica regresa parcialmente después del formado. El retorno elástico depende de la resistencia del material, espesor, radio de doblado, dirección del grano, geometría de formado y compensación de la herramienta. Los compradores deben identificar los ángulos de doblado, la planitud y las superficies de acoplamiento que requieren inspección.
¿Qué tipos de troquel se utilizan en el estampado de chapa metálica?
Los tipos comunes de troquel incluyen troqueles de recorte, troqueles de punzonado, troqueles de doblado, troqueles de formado, troqueles de embutición, troqueles compuestos, troqueles progresivos y troqueles de transferencia. El tipo de troquel depende de la geometría de la pieza, volumen de producción, número de operaciones, tolerancia, utilización del material y necesidades de automatización.
Un troquel de una sola operación puede ser adecuado para una pieza simple de bajo volumen o validación de prototipo. Un troquel progresivo puede ser más adecuado cuando la producción de alto volumen requiere múltiples operaciones en una disposición de tira. Un troquel de transferencia puede considerarse cuando las piezas son demasiado grandes o complejas para el manejo progresivo de tiras.
La RFQ debe identificar la cantidad esperada, tamaño de la pieza, material, espesor, número de características, superficies cosméticas y requisitos de inspección. Estos detalles ayudan al proveedor a elegir una ruta de herramienta en lugar de asumir que un tipo de troquel se adapta a cada proyecto de estampado.
¿Qué deben incluir los compradores en una RFQ para herramientas de troquel y punzón?
Una RFQ útil de estampado de chapa metálica debe incluir el modelo CAD 3D, el dibujo 2D, el grado del material, el espesor de la chapa, el temple o dureza cuando sea relevante, el volumen anual, la etapa de producción objetivo, las dimensiones críticas, el requisito de dirección de la rebaba, el acabado superficial, el recubrimiento, la planitud, los ángulos de doblado, las tolerancias de los agujeros y el método de inspección.
Los compradores también deben compartir si la pieza es un prototipo, un estampado de bajo volumen o una pieza de producción de alto volumen. El diseño del punzón y el troquel cambia según el volumen esperado, la vida útil de la herramienta, el plan de mantenimiento, la automatización y el objetivo de costo.
La respuesta práctica es que el troquel y el punzón no son solo nombres genéricos de herramientas. El punzón y el troquel definen la geometría de la pieza estampada, la calidad del borde, el comportamiento de formado, el costo, el riesgo de mantenimiento y la estrategia de inspección.
Preguntas frecuentes relacionadas
¿Cuáles son los beneficios del proceso de estampado de metales?
13 Consideraciones de diseño mecánico para piezas de estampado de metales
¿Qué materiales se utilizan típicamente en el estampado de chapa metálica?
¿Qué precisión pueden tener los procesos de estampado de chapa metálica?
¿Cuáles son los defectos comunes en el estampado de chapa metálica y cómo se pueden prevenir?
¿Qué es el estampado progresivo y cómo beneficia la producción de alto volumen?
