السباكة بالشمع المفقود | العملية، المواد، المزايا والعيوب
نظرة عامة على عملية الصب بالاستثمار
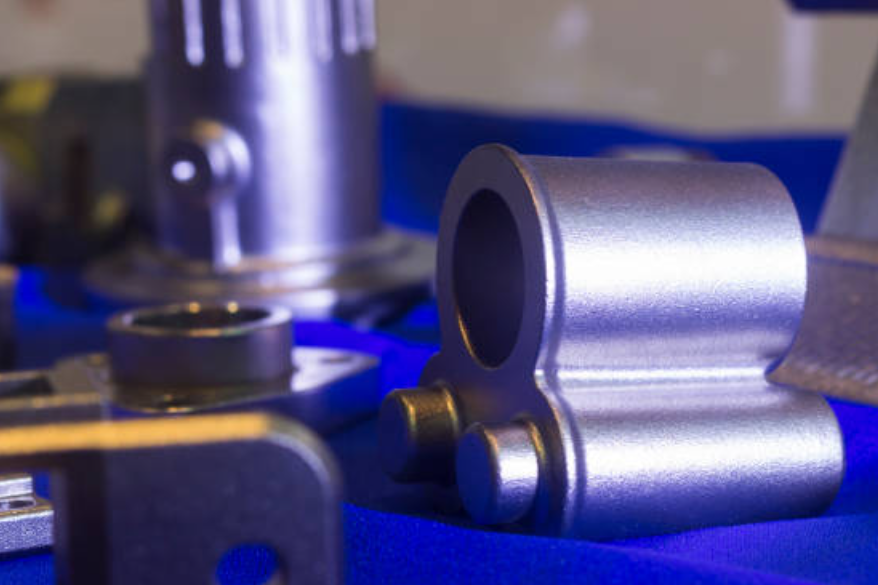
تُعرف عملية الصب بالاستثمار، والتي تسمى أيضًا الصب بالشمع المفقود، بأنها تقنية تصنيع لها تاريخ يمتد لآلاف السنين. تشتهر بقدرتها على إنتاج قطع تتميز بسطح نهائي فائق الدقة وأبعاد عالية الاتقان وتفاصيل معقدة. يُستخدم هذا الإجراء في العديد من الصناعات مثل الفضاء والسيارات والأجهزة الطبية لإنشاء قطع يصعب تصنيعها بطرق الصب الأخرى. تبرز عملية الصب بالاستثمار مرونة ودقة شركة Investment & Precision Casting Ltd.

عملية الصب بالاستثمار خطوة بخطوة
تشمل عملية الصب بالاستثمار عدة خطوات أساسية. فيما يلي وصف تفصيلي لهذه الخطوات:
إنشاء نماذج الشمع
تبدأ العملية بإنشاء نموذج شمعي يمثل المنتج النهائي. يتم عادةً صنع هذا النموذج باستخدام عمليات الحقن، حيث يُحقن الشمع المذاب في قالب معدني ويترك حتى يتصلب.

تجميع نماذج الشمع وتشكيل «الشجرة»
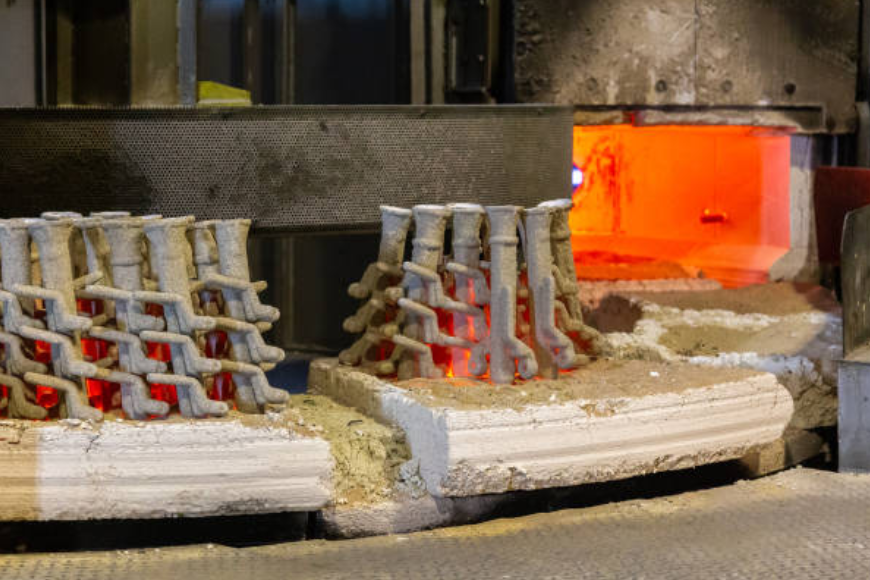
بعد تصنيع نماذج الشمع، يتم تجميعها على قناة تغذية لتشكيل هيكل يشبه الشجرة. يسمح هذا التصميم بصب عدة قطع في وقت واحد، مما يزيد من كفاءة العملية.
تكوين القشرة الخزفية
ثم تُغمس الشجرة الشمعية في معجون خزفي لتشكيل قشرة حول النماذج. تتكرر هذه الخطوة عدة مرات مع تجفيف القشرة بين كل غمسة وأخرى.
إزالة الشمع
عند جفاف القشرة الخزفية، يُذاب الشمع في فرن مخصص، مما يترك قالبًا مجوفًا. ومن هنا جاء اسم «الشمع المفقود».
الصهر والصب
يُسخن القالب المفرغ ثم يُملأ بالمعدن المذاب. يتجمد المعدن داخل القالب الخزفي ليشكل الجزء النهائي.
العمليات ال�����������������������������������������������������������������������������������هائية
بعد تبريد المعدن وتجمده، تُكسر القشرة الخزفية وتُفصل الأجزاء عن القناة. ثم تُجرى عمليات مثل الطحن والرمل أو التشغيل الآلي لتحقيق الأبعاد النهائية والتشطيب السطحي المطلوب.
نظرة عامة على المواد المستخدمة في الصب بالاستثمار
تظهر مرونة عملية الصب بالاستثمار في تنوع المواد التي يمكن استخدامها. يعتمد اختيار المادة على التطبيق والتكلفة والخصائص الميكانيكية ومواصفات الصب. تشمل المواد الأكثر شيوعًا الصلب المقاوم للصدأ والألمنيوم والسبائك الخاصة.
تقبل عملية الصب بالاستثمار مجموعة واسعة من المواد، تتميز كل منها بخصائص فريدة:

صلب مقاوم للصدأ
يتميز بقدرته العالية على مقاومة التآكل وخصائصه الميكانيكية الممتازة، ويُستخدم على نطاق واسع في صناعات الغذاء والطب والبحرية.
التصنيف | الدرجة | العملية | ورقة البيانات |
صُلب أَوستيتي | 304 (CF8) | صب بالغمر بالشمع المفقود | ورقة 304 |
صُلب أَوستيتي | 316 (CF8M) | صب بالغمر بالشمع المفقود | ورقة 316 |
صُلب مارتينسِتي | 410 (CA15) | صب بالغمر بالشمع المفقود | ورقة 410 |
صُلب مارتينسِتي | 17-4 PH (CB7Cu-1) | صب بالغمر بالشمع المفقود | ورقة 17-4 PH |
صُلب فيريتي | 430 (CF3) | صب بالغمر بالشمع المفقود | ورقة 430 |
صُلب ديوپليکس | 2205 (CD3MN) | صب بالغمر بالشمع المفقود | ورقة 2205 |
صل� �نخ�ض ال�با�كي�
ي�فر خ�ائ� �يك�ني�ية أ�ضل م�ار�ةً ب�لص�ب ال�رب�ني� �يُ�تخ�م في ا�تط�يق�ت ال�ي تت�لب ق�ة وم�ان� �ال�ت�ن. يتيح الصلب منخفض السبائكية إنتاج قطع متينة للبيئات الصعبة.
التصنيف | الدرجة | العملية | ورقة البيانات |
صلب منخفض السبائكية | 4130 (L80) | صب بالغمر بالشمع المفقود | ورقة 4130 |
صلب منخفض السبائكية | 4140 (L80) | صب بالغمر بالشمع المفقود | ورقة 4140 |
صلب منخفض السبائكية | 4340 (L80) | صب بالغمر بالشمع المفقود | ورقة 4340 |
صلب منخفض السبائكية | 8620 (L80) | صب بالغمر بالشمع المفقود | ورقة 8620 |
صلب منخفض السبائكية | 8630 (L80) | صب بالغمر بالشمع المفقود | ورقة 8630 |
صلب منخفض السبائكية | 9310 (L80) | صب بالغمر بالشمع المفقود | ورقة 9310 |
ألمنيوم مصبوب
خفيف الوزن ومقاوم للتآكل، يُستخدم الألمنيوم المصبوب في صناعات السيارات والفضاء.
التصنيف | الدرجة | العملية | ورقة البيانات |
سبائك الألمنيوم | A356 | صب بالغمر بالشمع المفقود | ورقة A356 |
سبائك الألمنيوم | A357 | صب بالغمر بالشمع المفقود | ورقة A357 |
سبائك الألمنيوم | 6061 | صب بالغمر بالشمع المفقود | ورقة 6061 |
سبائك الألمنيوم | 7075 | صب بالغمر بالشمع المفقود | ورقة 7075 |
�بائك �لألم�يوم | 356-T6 | ص� �الغم� با�شمع المف�و� | ورق� 356-T6 |
��ائك الألمنيوم | 380 | صب بالغمر بالشمع المفقود | ورقة 380 |
صلب كربوني
الصلب الكربوني مادة اقتصادية توفر توازنًا جيدًا بين القوة والمرونة ويُستخدم على نطاق واسع في عملية الصب بالاستثمار.
التصنيف | الدرجة | العملية | ورقة البيانات |
صلب كربوني | 1010 | صب بالغمر بالشمع المفقود | ورقة 1010 |
صلب كربوني | 1020 | صب بالغمر بالشمع المفقود | ورقة 1020 |
صلب كربوني | 1030 | صب بالغمر بالشمع المفقود | ورقة 1030 |
صلب كربوني | 1045 | صب بالغمر بالشمع المفقود | ورقة 1045 |
صلب كربوني | 1080 | صب بالغمر بالشمع المفقود | ورقة 1080 |
صلب كربوني | 4140 | صب بالغمر بالشمع المفقود | ورقة 4140 |
سبائك فائقة المقاومة
السبائك الفائقة قادرة على تحمل درجات حرارة عالية وبيئات تآكل قوية، وتُستخدم في محركات الطائرات وتوربينات الغاز.
التصنيف | الدرجة | العملية | ورقة البيانات |
سبائك قائمة على النيكل | IN718 | صب بالغمر بالشمع المفقود | ورقة IN718 |
سبائك قائمة على النيكل | IN625 | صب بالغمر بالشمع المفقود | ورقة IN625 |
سبائك قائمة على النيكل | IN713C | صب �الغمر ب�ل�م� �ل�فقود | ورقة IN713C |
س�ا�ك ق�ئ�ة �ل� �ل�يكل | IN738 | �ب ب�لغمر بالشمع المفقود | ورقة IN738 |
سبائك قائمة على الكوبالت | Mar-M-247 | صب بالغمر بالشمع المفقود | ورقة Mar-M-247 |
سبائك قائمة على الكوبالت | Haynes 25 | صب بالغمر بالشمع المفقود | ورقة Haynes 25 |
الحديد الزهر
الحديد الزهر معروف بسهولة صبه وسهولة معالجته ميكانيكيًا، ويُستخدم في التطبيقات الصناعية والسيارات.
التصنيف | النوع | العملية | ورقة البيانات |
الحديد الرمادي | Class 20 | صب بالغمر بالشمع المفقود | ورقة Class 20 |
الحديد الرمادي | Class 30 | صب بالغمر بالشمع المفقود | ورقة Class 30 |
الحديد الرمادي | Class 40 | صب بالغمر بالشمع المفقود | ورقة Class 40 |
الحديد الدكتايل | 65-45-12 | صب بالغمر بالشمع المفقود | ورقة 65-45-12 |
الحديد الدكتايل | 80-55-06 | صب بالغمر بالشمع المفقود | ورقة 80-55-06 |
الحديد الدكتايل | 100-70-03 | صب بالغمر بالشمع المفقود | ورقة 100-70-03 |
سبائك النحاس
سبائك النحاس بما في ذلك النحاس الأصفر والبرونز معروفة بموصلية ممتازة ومقاومة للتآكل.
التصنيف | الدرجة | العملية | ورقة البيانات |
سبائك النحاس | C83600 | صب بالغمر بالشمع المفقود | ورقة C83600 |
�بائك ا�نحاس | C92200 | صب با�غمر بالشمع المف�ود | و�قة C92200 |
سبائك النحاس | C95400 | صب بالغمر بالشمع المفقود | ورقة C95400 |
سبائك النحاس | C95800 | صب بالغمر بالشمع المفقود | ورقة C95800 |
سبائك النحاس | C17200 | صب بالغمر بالشمع المفقود | ورقة C17200 |
سبائك النحاس | C17510 | صب بالغمر بالشمع المفقود | ورقة C17510 |
سبائك خاصة
تُستخدم السبائك الخاصة للتطبيقات التي تتطلب خصائص فريدة مثل مقاومة الحرارة العالية أو الخصائص المغناطيسية أو المقاومة للتآكل. تشمل سبائك التيتانيوم، الكوبالت والنيكل.
التصنيف | الدرجة | العملية | ورقة البيانات |
سبائك التيتانيوم | Ti-6Al-4V | صب بالغمر بالشمع المفقود | ورقة Ti-6Al-4V |
سبائك التيتانيوم | Ti-6Al-2Sn-4Zr-2Mo | صب بالغمر بالشمع المفقود | ورقة Ti-6Al-2Sn-4Zr-2Mo |
سبائك كوبالت عالية الحرارة | CoCrMo | صب بالغمر بالشمع المفقود | ورقة CoCrMo |
سبائك كوبالت عالية الحرارة | MP35N | صب بالغمر بالشمع المفقود | ورقة MP35N |
سبائك نيكل عالية الحرارة | Rene 41 | صب بالغمر بالشمع المفقود | ورقة Rene 41 |
سبائك نيكل عالية الحرارة | Hastelloy X | صب بالغمر بالشمع المفقود | ورقة Hastelloy X |
معالجات السطح
تُطبق م�ا�جات ال�ط� لتح�ين ا�مظهر، و�ي�د� م�ا�مة التآكل، وتعديل خصا�ص الما�ة و�م�ي� �ل�ط� �ن ا�عوام� �ل�حيطة. ي�تمد �و� المعالجة على متطلبات المنتج النهائي.
أنواع معالجات السطح
تشمل الطرق الشائعة:
الطلاء الكهربائي
الطلاء الكهربائي هو عملية تستخدم التيار الكهربائي لترسيب الأيونات المعدنية من محلول على سطح موصل، مما ينتج طبقة معدنية رقيقة ومتجانسة. تعمل القطعة ككاثود والأنود مصنوع من المعدن المراد ترسيبه. يعزز هذا الطلاء مقاومة التآكل والتآكل السطحي ويحسن المظهر.
الترسيب الفيزيائي للبخار (PVD)
PVD هي عملية ترسيب دقيقة تستخدم تبخير المادة المطلية ثم ترسيبها كطبقة رقيقة على السطح لتحسين الصلابة ومقاومة التآكل والتآكل السطحي، مع ضمان التصاق ممتاز ومظهر جمالي.
التلميع
التلميع هو عملية تستخدم المواد الكاشطة لإنشاء سطح أملس ولامع من خلال فرك دائري. يزيل الطبقات السطحية لتحسين الانعكاس واللمعان، مما يسهل التنظيف ويمنع تراكم الأوساخ.
تصلب السطح
تصلب السطح هو علاج حراري يركز على تقوية الطبقة الخارجية من المعدن بينما يحافظ على مركز مرن وطيّع. تشمل الطرق التبريد السريع، وإدخال الكربون أو النيتروجين، والمعالجة بالليزر.
الطلاء بالمسحوق
الطلاء بالمسحوق هو عملية صناعية حيث تُرش جزيئات مسحوق جاف مشحونة كهربائياً على السطح ثم تُعالج بالحرارة لتذوب وتتصلب في طبقة صلبة وموحدة مقاومة للتآكل والصدمات.
التحملات في الصب بالاستثمار
يمكن لعملية الصب بالاستثمار تحقيق تحملات دقيقة ومتكررة. عادةً ما تكون التحملات ±0.003 إلى ±0.004 لكل بوصة (±0.076 إلى ±0.102 مم لكل سم) عند قياس نفس النقطة عدة مرات.
العوامل المؤثرة على التحمل:
هندسة القطعة: الأشكال المتماثلة والجدران المتسقة تقلل م� ال�فاو�.
تح�ل�ت �لقا�ب و�لأدا�: �شك� حو�ل� 10٪ �ن �لتفا�ت ال�لي.
مت�ي�ا� ا�عملي�: ت�كل حوال� 70٪، بما في ذ�ك نمو�ج ا�ش�ع والق�لب ا�خزفي والسباك�.
�س�ر�ت�جيات تح�ين التحمل:
إعادة تصميم القطعة بإضافة دعائم وأضلاع.
ضبط أدوات حقن الشمع بعد الأجزء التجريبية الأولى.
التسوية والمعالجة بالإجهاد.
الفحص والقياس الإضافي.
التشغيل الآلي النهائي.
يمكن تحقيق تحملات حتى ±0.002 بوصة (±0.051 مم) في بعض الميزات، ولكن ±0.004 بوصة لكل بوصة هو المعيار الشائع للتحمل الممتاز.
مزايا عملية الصب بالاستثمار
السباكة الاستثمارية تقدم العديد من المزايا:

إنتاج قطع بمقاسات متنوعة من الصغيرة جدًا إلى الكبيرة جدًا.
إنشاء أشكال هندسية معقدة يصعب تحقيقها بطرق أخرى.
تحقيق سطح نهائي دقيق وأبعاد دقيقة دون معالجات إضافية.
تحملات متكررة ودقيقة.
خصائص ميكانيكية ممتازة وسلامة هيكلية عالية.
ملاحظات عند استخدام الصب بالاستثمار
على الرغم من المزايا، يجب مراعاة:
التكلفة العالية للقوالب للأشكال المعقدة.
القيود على الحجم تبعًا لقدرات المصب.
الصعوبة في تصنيع الأشكال الدقيقة والصغيرة جدًا.
الوقت الطويل للإنتاج عند القطع المعقدة أو الإنتاج الكبير.
الخاتمة
تعد عملية الصب بالاستثمار طريقة متعددة الاستخدامات لإنتاج قطع معقدة بدقة عالية وتشطيب سطحي ممتاز. يجب عند الاختيار مراعاة احتياجات المشروع من مواد، ومعالجات السطح، وتحملات.
