铝合金压铸常见缺陷及解决方案
由于其高生产率、高精度和近净成形能力,铝合金压铸工艺被广泛应用于汽车、航空航天和消费品行业。然而,在铝合金压铸过程中可能会出现缺陷,从而损害铸件的质量和性能。本文将探讨一些最常见的铝合金压铸缺陷、其成因、影响以及缓解解决方案。
避免缺陷对于经济高效、高质量的铝合金压铸生产至关重要。需要对合金选择、模具设计、过程控制和模拟进行仔细分析,以主动识别和解决潜在缺陷。了解普通铝合金压铸缺陷的根本原因和缓解策略,能够制造出尺寸精确、结构健全的部件。通过充分的前期工程严谨性,铝合金压铸件可以提供卓越的性能和可靠性。
气孔与裹气
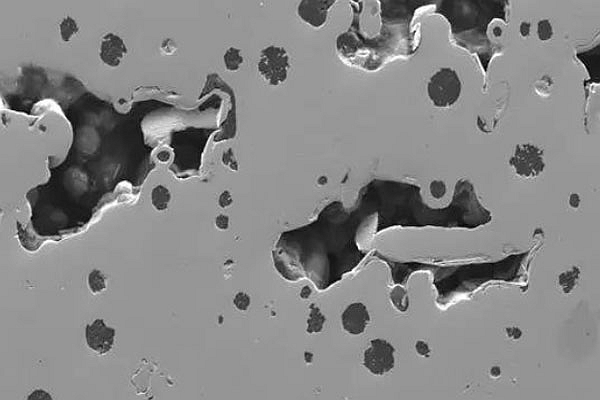
气孔和裹气是铝合金压铸件中最常遇到的缺陷之一,表现为分布在零件内部的小孔或空洞。
成因: 过高的熔体温度会导致空气吸收和氢气溶解,从而产生气孔。排气不足限制了熔体填充模具时气体的逸出。不良的浇注系统设计导致湍流填充模具,裹挟气泡。
影响: 气孔会削弱零件强度,成为应力集中点,并损害压力密封性。可能导致泄漏、尺寸不稳定、机械性能下降以及现场故障。
解决方案: 优化浇注系统设计、排气口位置和模具填充动力学可以最大限度地减少裹气。控制熔体温度、使用覆盖剂和除气技术可以减少溶解气体。前期模拟有助于避免问题。
缩孔与显微疏松
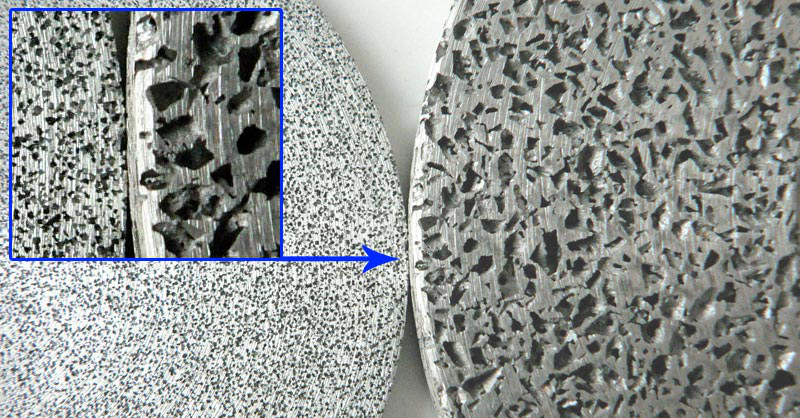
凝固收缩和显微疏松也是常见的压铸缺陷,由补偿体积收缩的补缩金属不足引起。
成因: 压铸中的高冷却速率可能导致显微疏松,因为凝固前沿在收缩空洞被填充之前就相遇了。合金敏感性、厚壁截面和不良排气会加剧这些缺陷。
影响: 收缩会导致机械性能下降、压力密封性丧失、潜在泄漏和腐蚀。显微疏松会削弱零件并降低延展性。
解决方案: 调整浇注系统以提供足够的金属量、优化温度梯度以及使用挤压销有助于补偿收缩。适当的模具设计、均匀冷却、改良合金和微观结构控制可以最大限度地减少显微疏松。
冷隔与浇不足
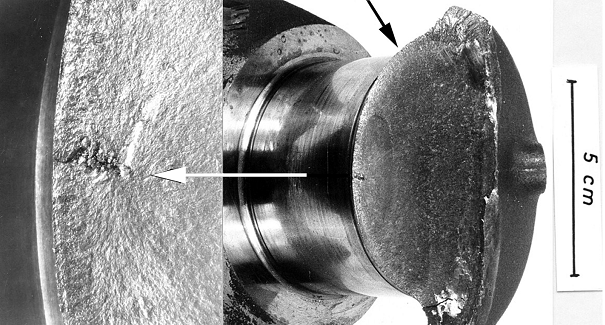
冷隔和浇不足缺陷源于铸造过程中模具型腔填充不完全。
成因: 金属温度过低或冷却过度可能阻止熔融金属到达模具的所有区域。不正确的浇注、过早凝固、气体裹挟和不良排气会促进这些缺陷。
影响: 冷隔和浇不足会在铸件中产生薄弱点和间断平面,严重降低强度并导致部件失效。
解决方案: 增强模具润滑和保持最佳浇注温度有助于避免这些缺陷。修改流道和浇口的大小、数量和位置可以改善型腔填充。
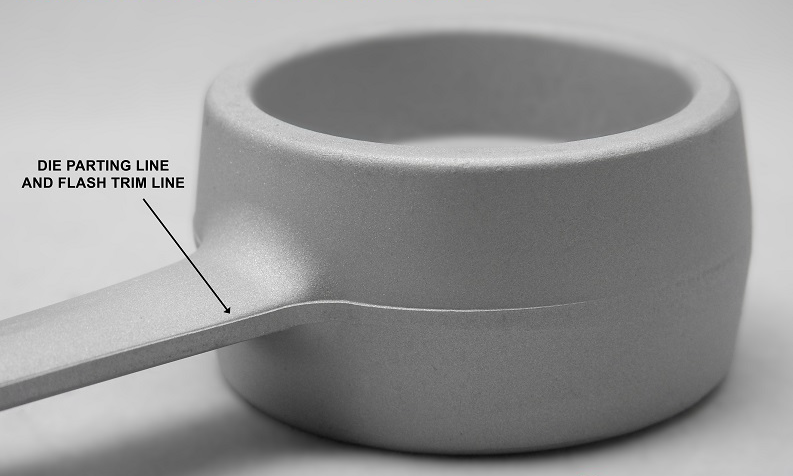
飞边与飞边线
飞边指的是铸造过程中从模具分型线挤出的多余金属。飞边线是留在铸件上的不需要的凝固金属脊。
成因: 不当的合模、不均匀的模具膨胀、颗粒污染以及磨损的模具部件可能导致铸造过程中因渗漏而产生飞边缺陷。
影响: 飞边必须通过打磨去除,这既昂贵又耗时。它也表明过程控制可能存在不足。
解决方案: 保持所需的合模力、更换磨损的模具、改善模具润滑以及调整飞边间隙尺寸有助于避免飞边。控制填充速率、金属温度和机器参数至关重要。
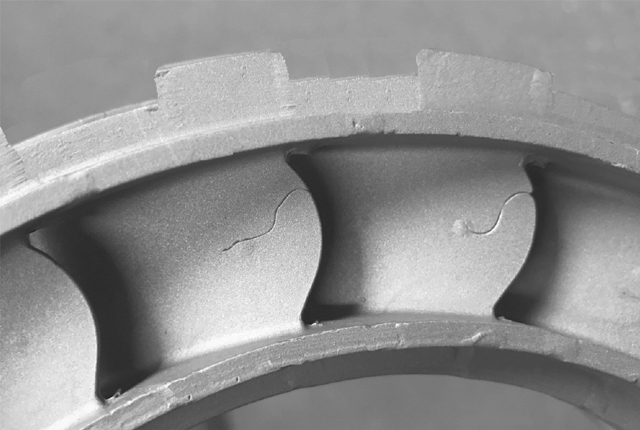
热裂纹与撕裂
热裂纹和撕裂表现为铸件中的分离,由凝固过程中的应力引起。

成因: 凝固过程中来自模具的约束结合高的温度梯度,在敏感合金中会促进这些缺陷。不良的浇注系统设计也有影响。
影响: 裂纹严重损害铸件的完整性和使用寿命,导致失效或无法满足功能要求。
解决方案: 调整浇注系统设计、控制模具温度、降低温度梯度以及使用挤压销有助于防止热撕裂。优化冷却模式和速率至关重要。
