Fabricação de Carcaça Mini Intercom em Liga de Alumínio 383 Usando Tecnologia de Fundição por Injeçã...
Na acelerada indústria de telecomunicações, componentes duráveis e projetados com precisão são fundamentais. Um componente crítico é a carcaça do mini intercomunicador, que requer resistência, precisão e acabamento de alta qualidade. Este blog explora o processo de fabricação de carcaças de mini intercomunicadores feitas de ligas de alumínio 383, destacando as tecnologias e técnicas utilizadas para atender a essas demandas.
A Liga de Alumínio 383 destaca-se devido à sua excelente resistência à corrosão, boas propriedades mecânicas e adequação para fundição de paredes finas, tornando-a um material ideal para carcaças de intercomunicadores. Este blog explorará o processo de fabricação abrangente, incluindo fundição por injeção de alumínio, usinagem CNC, rosqueamento, polimento e acabamento por Deposição Física de Vapor (PVD).
Através desta análise detalhada, pretendemos fornecer insights sobre os desafios e soluções envolvidos na produção de carcaças de mini intercomunicadores de alta qualidade, garantindo que atendam aos rigorosos padrões da indústria de telecomunicações.

Compreendendo a Liga de Alumínio 383
Propriedades da Liga de Alumínio 383
A Liga de Alumínio 383 é um material amplamente utilizado na indústria de fundição por injeção, conhecido pelo seu excelente equilíbrio de propriedades. Aqui estão algumas características principais que a tornam adequada para carcaças de mini intercomunicadores:
Alta Resistência à Corrosão: A Liga de Alumínio 383 exibe forte resistência à corrosão, tornando-a ideal para uso em ambientes onde a carcaça do intercomunicador pode ser exposta à umidade ou outros elementos corrosivos.
Boas Propriedades Mecânicas: Esta liga oferece resistência e flexibilidade, essenciais para manter a integridade estrutural de componentes de paredes finas.
Excelente Fundibilidade: A fluidez e a baixa contração da liga tornam-na particularmente adequada para processos de fundição por injeção, permitindo a produção de formas complexas e detalhes finos.
Adequação para Fundição de Paredes Finas: Uma das características marcantes da Liga de Alumínio 383 é a sua capacidade de ser fundida em seções de paredes finas sem comprometer a resistência ou durabilidade, o que é crucial para carcaças de mini intercomunicadores.
Comparação com Outras Ligas de Alumínio
Ao selecionar um material para fundição por injeção de carcaças de mini intercomunicadores, é essencial considerar como a Liga de Alumínio 383 se compara a outras ligas de alumínio comumente usadas:
Em comparação com a Liga de Alumínio 380: Embora a 380 seja semelhante em muitos aspectos, a Liga de Alumínio 383 oferece resistência à corrosão ligeiramente melhor e características aprimoradas de preenchimento do molde, tornando-a preferível para designs de paredes finas e intrincados.
Em comparação com a Liga de Alumínio 360: A 360 fornece excelente estanqueidade à pressão e é usada para componentes de alta resistência. No entanto, a 383 é frequentemente preferida pelas suas características superiores de fundição e facilidade de uso na produção de formas complexas.
Aplicação em Carcaça de Mini Intercomunicador
O uso da Liga de Alumínio 383 em carcaças de mini intercomunicadores aproveita essas propriedades para entregar um produto leve e robusto. A alta resistência à corrosão da liga garante durabilidade a longo prazo. Ao mesmo tempo, sua excelente fundibilidade permite a criação de carcaças com dimensões precisas e designs intrincados.
Nas telecomunicações, onde se espera que os componentes funcionem de forma confiável em várias condições ambientais, a Liga de Alumínio 383 oferece uma solução confiável. Sua adequação para fundição de paredes finas torna-a particularmente vantajosa para carcaças de mini intercomunicadores, onde a compacidade e a eficiência são essenciais.
Em resumo, a Liga de Alumínio 383 combina resistência à corrosão, resistência mecânica e fundibilidade, sendo bem adequada para as exigentes necessidades da indústria de telecomunicações para carcaças de mini intercomunicadores.
Visão Geral do Processo de Fabricação
Descrição do Processo de Fabricação Geral
A fabricação de carcaças de mini intercomunicadores usando Liga de Alumínio 383 envolve etapas intrincadas, cada uma crítica para garantir que o produto final atenda aos mais altos padrões de qualidade e desempenho. O processo integra várias tecnologias avançadas de fabricação: fundição por injeção de alumínio, usinagem CNC, rosqueamento, polimento e acabamento por Deposição Física de Vapor (PVD).
Fundição por Injeção de Alumínio: Este processo começa com a criação de moldes precisos para a carcaça do intercomunicador. A Liga de Alumínio 383 fundida é injetada nesses moldes sob alta pressão, formando a forma básica da carcaça com paredes finas e detalhes intrincados.
Usinagem CNC: A usinagem CNC alcança superfícies de montagem de alta precisão e dimensões exatas após a fundição. Esta etapa garante que todos os componentes da carcaça se encaixem perfeitamente e funcionem corretamente.
Rosqueamento: As carcaças são então rosqueadas, fornecendo os recursos necessários para a montagem. O rosqueamento preciso é crucial para garantir a durabilidade e funcionalidade do produto final.
Polimento: Para preparar a superfície para o acabamento, as carcaças passam por polimento. Esta etapa alisa as superfícies, removendo quaisquer imperfeições que possam afetar a qualidade do revestimento PVD.
Acabamento PVD: Finalmente, é aplicado o revestimento PVD (Deposição Física de Vapor). Este processo de acabamento avançado melhora a durabilidade, aparência e resistência ao desgaste e à corrosão da carcaça.
Importância de Cada Etapa para Alcançar a Qualidade do Produto Final
Cada etapa do processo de fabricação desempenha um papel vital na obtenção da qualidade e desempenho desejados da carcaça do mini intercomunicador.
Fundição por Injeção: Garante a integridade estrutural e a precisão dimensional da carcaça. O design adequado do molde e as técnicas de fundição são essenciais para produzir componentes de paredes finas sem defeitos.
Usinagem CNC: Fornece a alta precisão necessária para superfícies de montagem críticas. A usinagem precisa garante que todas as peças se encaixem perfeitamente, mantendo a funcionalidade e confiabilidade do intercomunicador.
Rosqueamento: Adiciona recursos de montagem necessários com alta precisão, garantindo conexões robustas e seguras. Um rosqueamento inadequado pode levar a problemas de montagem e falhas funcionais.
Polimento: Prepara a superfície para o acabamento PVD, eliminando imperfeições que poderiam comprometer a aderência e a aparência do revestimento. Uma superfície lisa é crucial para obter um acabamento de alta qualidade.
Acabamento PVD: Melhora as propriedades da superfície da carcaça, proporcionando excelente resistência ao desgaste, dureza e apelo estético. Esta etapa final garante que a carcaça tenha bom desempenho e pareça profissional e durável.
Abordagem Integrada para Resultados Ótimos
Integrar essas tecnologias em um fluxo de trabalho de fabricação contínuo é fundamental para produzir carcaças de mini intercomunicadores de alta qualidade. Cada etapa do processo complementa as outras, resultando em um produto final que atende às rigorosas demandas da indústria de telecomunicações.
Sinergia de Processos: A combinação de fundição por injeção, usinagem CNC, rosqueamento, polimento e acabamento PVD garante que cada carcaça seja funcionalmente robusta e esteticamente agradável.
Controle de Qualidade: Durante a fabricação, medidas rigorosas de controle de qualidade são implementadas para detectar e corrigir desvios, garantindo qualidade e desempenho consistentes do produto.
Processo de Fundição por Injeção
Explicação Detalhada do Processo de Fundição por Injeção para Liga de Alumínio 383
A fundição por injeção é um processo de fabricação que envolve forçar metal fundido sob alta pressão para dentro de uma cavidade do molde. Para a Liga de Alumínio 383, este processo é particularmente vantajoso devido à sua excelente fundibilidade e capacidade de produzir componentes intrincados e de paredes finas.
Considerações de Design do Molde para Paredes Finas: O design do molde é crucial ao trabalhar com componentes de paredes finas. Para evitar pontos fracos e garantir resfriamento uniforme, o molde deve considerar espessura de parede uniforme para carcaças de mini intercomunicadores. Software de simulação avançado é frequentemente usado para otimizar o design do molde e prever potenciais problemas antes do início da produção.
Processo de Injeção: A Liga de Alumínio 383 fundida é injetada no molde sob alta pressão, o que ajuda a preencher os detalhes intrincados e as seções finas da carcaça. Manter uma temperatura e pressão consistentes é essencial para evitar defeitos como porosidade ou preenchimento incompleto.
Resfriamento e Solidificação: Assim que a liga fundida preenche o molde, ela deve resfriar e solidificar. A taxa de resfriamento deve ser controlada para evitar tensões internas e garantir a integridade estrutural da carcaça. Canais de resfriamento adequados dentro do molde ajudam a alcançar uma solidificação uniforme.
Desafios na Fundição por Injeção de Paredes Finas
Produzir componentes fundidos por injeção de paredes finas apresenta vários desafios que devem ser abordados para garantir resultados de alta qualidade.
Gerenciamento das Taxas de Fluxo e Resfriamento: Paredes finas podem resfriar muito rapidamente, levando a preenchimento incompleto ou defeitos. Para gerenciar isso, é necessário um controle preciso sobre a taxa de fluxo do metal fundido e a taxa de resfriamento. Máquinas de fundição por injeção avançadas equipadas com sistemas de monitoramento e controle em tempo real são usadas para manter condições ótimas.
Garantia da Integridade Estrutural e Evitação de Defeitos: Paredes finas são mais suscetíveis a defeitos como porosidade, empenamento e trincas. Atenção cuidadosa é dada à composição da liga, design do molde e parâmetros de fundição para contrariar esses problemas. A fundição por injeção a vácuo também pode ser usada para minimizar o aprisionamento de ar e a porosidade.
Medidas de Controle de Qualidade
Manter alta qualidade na fundição por injeção requer inspeção e teste rigorosos em várias etapas da produção.
Inspeção por Raios-X: Este método de teste não destrutivo detecta defeitos internos, como porosidade ou trincas nas seções de paredes finas da carcaça.
Verificações Dimensionais: Ferramentas de medição de precisão, como máquinas de medir por coordenadas (CMM), garantem que as peças fundidas atendam às dimensões e tolerâncias especificadas.
Testes Mecânicos: Amostras do lote de fundição são submetidas a testes mecânicos para verificar sua resistência, dureza e outras propriedades relevantes.
Exemplo de Fundição por Injeção de Paredes Finas Bem-Sucedida
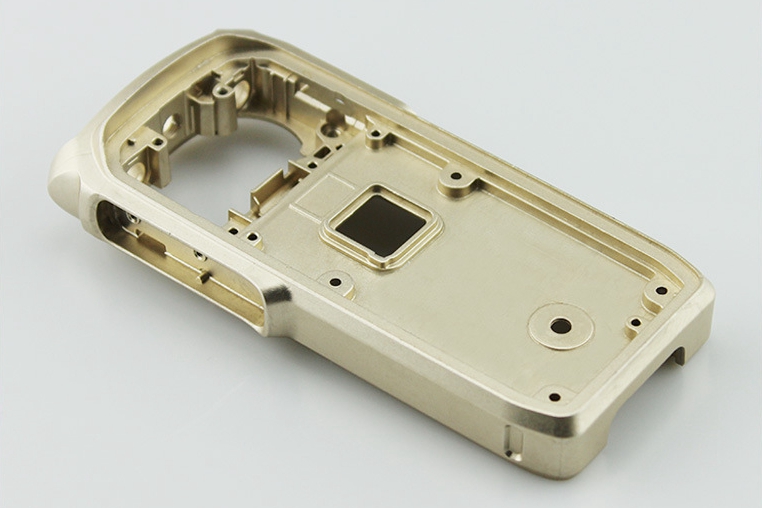
Um exemplo do mundo real demonstra o sucesso da fundição por injeção de paredes finas usando Liga de Alumínio 383 para carcaças de mini intercomunicadores. Em um projeto recente, o design da carcaça exigia paredes tão finas quanto 1,5 mm, mantendo a integridade estrutural e a precisão.
Design de Molde Otimizado: O design do molde foi otimizado usando software de simulação avançado para garantir fluxo e resfriamento uniformes, reduzindo a probabilidade de defeitos.
Parâmetros de Fundição Controlados: A máquina de fundição por injeção foi programada com parâmetros precisos de temperatura, pressão e taxa de resfriamento. Isso garantiu que cada carcaça fosse produzida conforme as especificações necessárias.
Inspeção Pós-Fundição: Medidas rigorosas de controle de qualidade, incluindo inspeção por raios-X e verificações dimensionais, confirmaram que as carcaças atendiam aos altos padrões exigidos para aplicações de telecomunicações.
Rosqueamento e Preparação para Montagem
Técnicas para Rosqueamento de Peças Fundidas por Injeção em Alumínio
O rosqueamento é uma etapa crucial na preparação de carcaças de mini intercomunicadores para montagem. Envolve criar roscas internas ou externas nas peças de alumínio fundido por injeção para facilitar conexões seguras com outros componentes. Dadas as propriedades mecânicas da Liga de Alumínio 383, técnicas específicas devem ser empregadas para garantir roscas de alta qualidade.
Machuração: A machuração é comumente usada para roscas internas. Machos de aço rápido (HSS) ou de carboneto são escolhidos pela sua durabilidade e capacidade de manter arestas de corte afiadas. O processo é cuidadosamente controlado para evitar problemas como gripe ou rasgo da rosca, que podem comprometer a integridade das roscas.
Fresamento de Rosca: Uma alternativa à machuração, o fresamento de rosca oferece maior controle e flexibilidade. Usando máquinas CNC, ferramentas de fresamento de rosca criam roscas por interpolação helicoidal, produzindo roscas precisas e consistentes com menor risco de acúmulo de cavacos.
Conformação por Rolamento: Para aplicações específicas, a conformação por rolamento (ou laminação de rosca) pode criar roscas sem corte. Este método desloca o material para formar as roscas, produzindo roscas mais robustas e resistentes ao desgaste. No entanto, requer que o material tenha flexibilidade suficiente.
Garantia da Integridade e Durabilidade da Rosca
A integridade e durabilidade da rosca são essenciais para a montagem confiável e o desempenho a longo prazo das carcaças de mini intercomunicadores. Várias práticas são implementadas para garantir roscas de alta qualidade.
Lubrificação: Lubrificantes apropriados reduzem o atrito e o calor durante o rosqueamento, prevenindo o desgaste da ferramenta e danos ao material. Isso ajuda a obter roscas mais lisas e limpas.
Controle de Qualidade: Calibradores de rosca e sistemas de inspeção óptica são usados para verificar a precisão e consistência das roscas. Quaisquer desvios das dimensões especificadas são abordados imediatamente para manter a qualidade.
Tratamento Térmico: Em alguns casos, o tratamento térmico pós-rosqueamento pode ser aplicado para melhorar as propriedades mecânicas das roscas, tornando-as mais resistentes ao desgaste e à deformação.
Importância da Precisão em Componentes Rosqueados para Montagem e Funcionalidade
O rosqueamento de precisão garante que a carcaça do intercomunicador montada opere de forma confiável e atenda aos padrões de desempenho. Os seguintes aspectos destacam sua importância:
Conexões Seguras: Roscas precisas garantem conexões firmes entre os componentes, prevenindo afrouxamento ou desalinhamento durante a operação.
Facilidade de Montagem: Roscas bem formadas facilitam uma montagem mais suave, reduzindo o risco de rosca cruzada e tornando o processo mais eficiente.
Desempenho e Confiabilidade: Roscas de precisão contribuem para a integridade estrutural geral da carcaça, garantindo que ela possa suportar as tensões mecânicas e condições ambientais que encontrará em uso.
Exemplo do Mundo Real de Precisão no Rosqueamento
Em uma produção recente de carcaças de mini intercomunicadores, o processo de rosqueamento exigiu atingir uma tolerância de passo de rosca de ±0,005 mm. Veja como essa precisão foi alcançada:
Máquinas CNC Avançadas: Máquinas CNC equipadas com capacidades de fresamento de rosca criaram as roscas. Essas máquinas forneceram a precisão e o controle necessários para manter tolerâncias apertadas.
Seleção e Manutenção de Ferramentas: Fresas de rosca de carboneto de alta qualidade foram selecionadas pela sua nitidez e durabilidade. A manutenção e inspeção regulares das ferramentas garantiram desempenho consistente durante toda a produção.
Monitoramento em Tempo Real: Sistemas de monitoramento em processo rastrearam a operação de rosqueamento, fornecendo feedback em tempo real sobre o desgaste da ferramenta e a qualidade da rosca. Ajustes foram feitos conforme necessário para manter as tolerâncias exigidas.
Inspeção Pós-Rosqueamento: Cada peça rosqueada passou por inspeção rigorosa usando calibradores de rosca e sistemas ópticos para verificar as dimensões e a qualidade das roscas. Quaisquer peças que não atendessem aos padrões foram retrabalhadas ou rejeitadas.
Polimento e Preparação de Superfície
Técnicas de Polimento para Alumínio
O polimento é uma etapa crítica no processo de fabricação de carcaças de mini intercomunicadores, especialmente ao se preparar para técnicas de acabamento de superfície como PVD (Deposição Física de Vapor). Polir alumínio envolve várias técnicas para obter uma superfície lisa e sem defeitos.
Polimento Mecânico: Este método usa materiais abrasivos para remover fisicamente imperfeições da superfície. Ferramentas padrão incluem buffers rotativos, discos de lixamento e correias abrasivas. O polimento mecânico é eficaz para o polimento inicial grosseiro e remoção de defeitos de superfície mais significativos.
Polimento Químico: Envolve o uso de soluções químicas para alisar a superfície dissolvendo seletivamente os pontos altos na superfície do alumínio. Este método é frequentemente usado após o polimento mecânico para obter um acabamento mais uniforme.
Eletropolimento: Um processo eletroquímico que alisa e brilho a superfície do alumínio removendo uma fina camada de material. Esta técnica é benéfica para obter um acabamento de alto brilho e remover irregularidades microscópicas da superfície.
Importância da Suavidade da Superfície para Revestimento PVD
Uma superfície lisa e sem defeitos é essencial para o sucesso do processo de revestimento PVD. A qualidade do acabamento PVD depende diretamente da condição do substrato. Eis por que a suavidade da superfície é crucial:
Aderência: Uma superfície lisa proporciona melhor aderência para o revestimento PVD, garantindo que ele se ligue bem ao substrato de alumínio. Aderência pobre pode levar ao descascamento ou lascamento do revestimento.
Uniformidade: Irregularidades na superfície podem causar deposição desigual do revestimento PVD, resultando em espessura inconsistente e potenciais pontos fracos. Uma superfície polida ajuda a alcançar uma camada de revestimento uniforme.
Qualidade Estética: A aparência de componentes como carcaças de mini intercomunicadores é essencial. Uma superfície lisa realça o apelo visual do revestimento PVD, proporcionando um acabamento elegante e profissional.
Verificações de Qualidade para Garantir a Prontidão da Superfície
Antes de prosseguir com o revestimento PVD, várias verificações de qualidade são realizadas para garantir que a superfície esteja adequadamente preparada.
Inspeção Visual: Uma inspeção visual minuciosa é realizada para identificar quaisquer defeitos visíveis, como arranhões, amassados ou pontos ásperos. Quaisquer imperfeições são tratadas através de polimento adicional.
Medição da Rugosidade da Superfície: Ferramentas como profilômetros medem a rugosidade da superfície para garantir que atenda às especificações necessárias. Uma rugosidade superficial (Ra) inferior a 0,2 micrômetros é tipicamente desejada para revestimentos PVD.
Limpeza: As peças de alumínio polidas são meticulosamente limpas para remover contaminantes, como óleos, poeira ou resíduos de polimento. Métodos de limpeza ultrassônica e química são frequentemente usados para obter uma superfície impecável.
Exemplo de Como Alcançar Preparação de Superfície de Alta Qualidade
Em um projeto recente envolvendo carcaças de mini intercomunicadores, alcançar um acabamento de superfície de alta qualidade foi crítico para o sucesso do revestimento PVD. Veja como isso foi realizado:
Polimento Sequencial: As carcaças passaram por um processo de polimento sequencial, começando com correias abrasivas grossas e progredindo gradualmente para granulometrias mais finas. Esta abordagem passo a passo garantiu a remoção de todas as imperfeições da superfície.
Eletropolimento para Acabamento Final: Após o polimento mecânico, as peças foram submetidas ao eletropolimento para obter um acabamento espelhado. Este processo aumentou a suavidade da superfície e a preparou para uma aderência ótima do revestimento PVD.
Verificações de Qualidade Rigorosas: Cada carcaça foi inspecionada quanto à rugosidade da superfície e limpeza. Quaisquer peças que não atendessem aos critérios rigorosos foram repolidas e limpas até passarem na inspeção.
Acabamento PVD (Deposição Física de Vapor)
Explicação do Processo PVD
A Deposição Física de Vapor (PVD) é uma técnica avançada de acabamento de superfície para aplicar revestimentos finos e de alto desempenho em vários substratos. O processo PVD envolve vaporizar um material sólido no vácuo e depois depositá-lo no substrato, formando um filme fino.
Vaporização: O material de revestimento, frequentemente um metal como titânio, cromo ou alumínio, é vaporizado usando técnicas de evaporação térmica, pulverização catódica (sputtering) ou vaporização por arco.
Transporte: O material vaporizado viaja através de uma câmara de vácuo, garantindo contaminação mínima e um ambiente de deposição limpo.
Deposição: O vapor condensa no substrato (neste caso, a carcaça de alumínio do intercomunicador), formando um revestimento fino e uniforme que melhora as propriedades da superfície do material subjacente.
Benefícios do PVD para Alumínio
O PVD oferece várias vantagens quando aplicado a componentes de alumínio como carcaças de mini intercomunicadores:
Durabilidade Aprimorada: Os revestimentos PVD melhoram significativamente a resistência ao desgaste e a dureza do alumínio, estendendo a vida útil do componente.
Resistência à Corrosão: O revestimento fornece uma barreira protetora que aumenta a resistência natural à corrosão do alumínio, tornando-o adequado para ambientes hostis.
Apelo Estético: Os revestimentos PVD podem alcançar vários acabamentos, incluindo aparências metálicas, foscas e coloridas, aumentando o apelo visual da carcaça.
Processo Ecológico: O PVD é um processo limpo e ambientalmente amigável que produz resíduos mínimos em comparação com métodos de revestimento tradicionais como a galvanoplastia.
Desafios no Processamento PVD de Alumínio Fundido
Aplicar revestimentos PVD em alumínio fundido apresenta desafios únicos devido às propriedades do material e ao processo de fundição:
Preparação da Superfície: Conforme discutido na Seção 6, alcançar uma superfície perfeitamente lisa e limpa é essencial para a aderência do PVD. Quaisquer defeitos de superfície ou contaminantes podem levar a falhas no revestimento.
Problemas de Aderência: A natureza porosa do alumínio fundido pode representar desafios de aderência. O tratamento de superfície adequado e o uso de camadas promotoras de aderência são cruciais.
Espessura Uniforme do Revestimento: Garantir uma espessura de revestimento uniforme, especialmente em geometrias complexas, requer controle preciso sobre os parâmetros do processo PVD.

Alcançando um Acabamento de Superfície de Alta Qualidade e Durável
Para superar esses desafios e alcançar um acabamento PVD de alta qualidade em carcaças de intercomunicadores de alumínio fundido, várias etapas e técnicas são empregadas:
Preparação da Superfície: Conforme destacado na Seção 6, polimento e limpeza meticulosos garantem uma superfície lisa e livre de contaminantes. Esta etapa é crítica para um revestimento PVD bem-sucedido.
Camadas de Aderência: Antes de aplicar o revestimento PVD final, uma camada intermediária, como titânio ou cromo, pode ser depositada para melhorar a aderência. Esta camada atua como um agente de ligação entre o substrato de alumínio e o revestimento PVD.
Parâmetros PVD Otimizados: Os parâmetros do processo PVD, incluindo temperatura, pressão e taxa de deposição, são cuidadosamente controlados para alcançar uma espessura de revestimento uniforme e propriedades ópticas. Sistemas PVD avançados com capacidades de monitoramento em tempo real garantem resultados consistentes.
Garantia de Qualidade: Após o revestimento, as carcaças passam por verificações de qualidade rigorosas para verificar a espessura do revestimento, aderência e acabamento da superfície. Técnicas como fluorescência de raios-X (XRF) e teste de riscamento avaliam a integridade e o desempenho do revestimento.
Exemplo de Aplicação Bem-Sucedida de Revestimento PVD
Em um projeto recente, as carcaças de mini intercomunicadores exigiam um acabamento durável e esteticamente agradável que pudesse resistir a condições ambientais adversas. Veja como o processo de revestimento PVD foi aplicado com sucesso:
Preparação: As carcaças de alumínio foram polidas até um acabamento espelhado e meticulosamente limpas para remover todos os contaminantes.
Camada Intermediária: Uma fina camada de titânio foi depositada para promover a aderência entre o alumínio e o revestimento PVD final.
Revestimento PVD: As carcaças foram revestidas com uma camada de nitreto de titânio (TiN), conhecida por sua dureza e aparência dourada. Os parâmetros do processo foram otimizados para garantir uma espessura de revestimento uniforme de 2 micrômetros.
Controle de Qualidade: As carcaças revestidas foram inspecionadas quanto à espessura e aderência do revestimento. Testes de riscamento confirmaram a durabilidade do revestimento, e inspeções visuais garantiram um acabamento de superfície impecável.
Superando Desafios de Fabricação
Resumo dos Principais Desafios
Produzir carcaças de mini intercomunicadores de alta qualidade a partir da Liga de Alumínio 383 envolve abordar vários desafios críticos ao longo da fabricação. Esses desafios incluem:
Fundição por Injeção de Paredes Finas: Garantir a integridade estrutural de seções de paredes finas enquanto mantém a precisão dimensional e previne defeitos como porosidade e empenamento.
Usinagem CNC de Alta Precisão: Alcançar tolerâncias precisas em superfícies de montagem críticas para garantir encaixe perfeito e funcionalidade.
Processamento PVD de Alumínio Fundido: Preparar a superfície de alumínio fundido para revestimento PVD para garantir aderência, uniformidade e durabilidade.
Soluções e Estratégias Implementadas para Superar Esses Desafios
Técnicas Avançadas de Design de Moldes
Software de Simulação: Uso de software avançado para otimizar o design de moldes para seções de paredes finas. Isso ajuda a prever e abordar potenciais problemas relacionados às taxas de fluxo e resfriamento, garantindo solidificação uniforme e reduzindo o risco de defeitos.
Fabricação de Moldes de Precisão: Emprego de técnicas de usinagem e fabricação de alta precisão para criar moldes que produzem fundições consistentes e de alta qualidade.
Práticas de Usinagem CNC de Precisão
Seleção e Manutenção de Ferramentas: Escolha das ferramentas de corte certas, como ferramentas de aço rápido ou carboneto, e manutenção regular para garantir nitidez e durabilidade. Isso ajuda a alcançar a precisão necessária e o acabamento da superfície.
Parâmetros de Usinagem Otimizados: Seleção e ajuste cuidadosos dos parâmetros de usinagem, como velocidade de corte, taxa de avanço e profundidade de corte, para equilibrar as taxas de remoção de material e a qualidade da superfície. Isso garante alta precisão e minimiza o desgaste da ferramenta.
Monitoramento em Processo: Implementação de sistemas de monitoramento em tempo real para rastrear o desgaste da ferramenta e as condições de usinagem. Isso permite ajustes imediatos para manter a precisão e a qualidade.
Métodos Especializados de Revestimento PVD para Alumínio Fundido
Preparação da Superfície: Realização de polimento e limpeza meticulosos para obter uma superfície lisa e sem defeitos. Esta etapa é crítica para garantir que o revestimento PVD adira adequadamente e alcance o acabamento desejado.
Camadas Promotoras de Aderência: Aplicação de camadas intermediárias, como titânio ou cromo, para melhorar a aderência do revestimento PVD final. Isso ajuda a superar os desafios impostos pela natureza porosa do alumínio fundido.
Parâmetros Controlados do Processo PVD: Controle cuidadoso dos parâmetros do processo PVD, incluindo temperatura, pressão e taxa de deposição, para alcançar espessura de revestimento uniforme e propriedades ópticas. Sistemas PVD avançados com capacidades de monitoramento em tempo real garantem resultados consistentes.
Aplicação no Mundo Real das Soluções
Em um projeto recente, essas estratégias foram implementadas com sucesso para produzir carcaças de mini intercomunicadores de alta qualidade para a indústria de telecomunicações. O projeto envolveu:
Fundição por Injeção de Paredes Finas: Usando software de simulação avançado e fabricação de moldes de precisão, a equipe produziu fundições de paredes finas com defeitos mínimos. As peças finais demonstraram excelente precisão dimensional e integridade estrutural.
Usinagem CNC de Alta Precisão: Parâmetros de usinagem otimizados, ferramentas de corte de alta qualidade e monitoramento em tempo real garantiram que as superfícies de montagem críticas atendessem às tolerâncias de ±0,01 mm. Esta usinagem de precisão permitiu montagem perfeita e desempenho confiável.
Revestimento PVD: Após preparação thorough da superfície e aplicação de uma camada promotora de aderência, as carcaças foram revestidas com uma camada durável e esteticamente agradável de nitreto de titânio (TiN). O processo PVD controlado resultou em uma espessura de revestimento uniforme e propriedades de superfície aprimoradas.