Espelho de Bolso de Aço Inoxidável com Torneamento CNC de Alta Precisão e Revestimento PVD
Introdução do Espelho
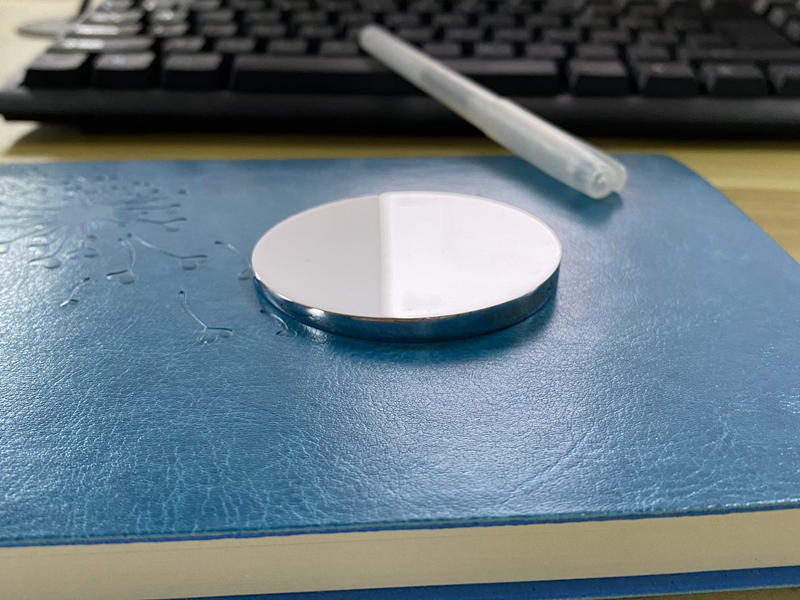
O diâmetro circular deste espelho é de 60mm, a borda mais espessa tem 12mm e a borda mais fina tem 6mm. Isso ocorre porque um lado é plano e o outro lado é uma superfície esférica côncava. O material é aço inoxidável. O acabamento é banhado a ródio.
Explico a intenção de fazer este espelho para facilitar o entendimento de todos.
Explicação do Design
Seleção de material
Escolhemos o material de aço inoxidável 316L para que o espelho tenha uma textura particular e não enferruje facilmente. Estamos abertos a outros materiais. A premissa é que a qualidade e a função do espelho possam ser satisfeitas.
Superfícies planas e esféricas côncavas
Como todos sabem, o plano do espelho tem uma função de imagem 100% perfeita.

A superfície refletora esférica côncava tem a função de ampliação. O arco projetado pode fazer com que os detalhes se aproximem dez vezes na distância média de visualização. Muitos desses espelhos estão no mercado, mas são feitos de vidro. Não resistentes a quedas.

Banhado a ródio
A liga de ródio é um metal não tóxico, inofensivo, rígido e estável que confere ao espelho uma alta resistência a arranhões. Também está de acordo com o posicionamento do espelho como um produto de luxo leve.
Design com diamantes incrustados
A principal razão é que o espelho como um todo não tem furos, e os requisitos da superfície são incrivelmente altos. O PVD era impossível, então perfuramos um furo de 1mm na borda mais espessa para o PVD. Este furo é então incrustado com uma pedra de strass para o acabamento final.
nosso método de fabricação
Fabricação das peças brutas
Torneamento CNC
Atualmente, torneamos as peças brutas dos espelhos por CNC. Primeiro cortamos a barra de 316L com diâmetro de 62mm para uma espessura de 15mm e depois a torneamos no plano e raio que precisávamos.
Processo de polimento
Primeiro, devemos polir a borda do espelho para remover as marcas de corte do CNC. O espelho plano é então polido a espelho usando um retificador plano. Finalmente, polimos manualmente a superfície esférica côncava.
Revestimento PVD
Compramos alvos de ródio para revestimento PVD no espelho como um todo. Como mencionado acima, temos um furo de parafuso de 1mm para suspensão.
Artesanato com diamante
Usamos diamantes Swarovski para a incrustação. Este espelho pode se tornar um pingente para algumas bolsas de designer. Ambos são bonitos e utilizáveis. Pertence a bens de luxo leve.
Problemas que Enfrentamos
Pinçamento no torneamento CNC
No processo de torneamento CNC, a borda do espelho será pinçada, com traços de graus variados, o que torna nosso polimento subsequente da borda do espelho extremamente difícil e tem uma alta taxa de defeitos.
Torneamento a espelho CNC
Usamos ferramentas de diamante para o torneamento CNC, mas ainda assim tínhamos finas linhas de CD. Usamos polimento ultrassônico para remover o padrão de CD na superfície esférica côncava e depois polimos manualmente. Devido ao polimento ultrassônico, um pequeno ângulo R será produzido na borda do espelho. Também pode ser dito como um colapso polido.
Defeitos no PVD
Como há apenas um furo de 1mm, rosqueamos o furo em 1mm. Em seguida, usamos um fio fino com rosca de 1mm para conectar. Em seguida, penduramos para o PVD. Devido à área de contato limitada e condutividade insuficiente, alguns espelhos terão defeitos após o PVD—cerca de 20%.
Artesanato com diamante
Usamos montagem térmica, e parte da energia térmica escapa ao redor do furo, o que causará escurecimento ao redor do furo. Semelhante a marcas de queimadura. Isso ocorre devido ao escurecimento do aço inoxidável no furo em altas temperaturas. A taxa de defeitos é de cerca de 40%.
Sobre a Produção em Massa
Atualmente, fizemos 1000 espelhos usando este método. Mas o custo é muito alto.
Estamos abertos a qualquer processo e qualquer material. Mas nosso design original não pode ser alterado.
Após otimizar o processo, esperamos produzir 8.000 peças desta vez. Atualmente, tendemos para o processo de moldagem por injeção de metal e processo de moldagem por compressão de pó. Se você tiver alguma boa sugestão, por favor, deixe-me uma mensagem.
