थर्मल बैरियर कोटिंग्स: उच्च-तापमान परिस्थितियों में कस्टम पार्ट्स की सुरक्षा
थर्मल बैरियर कोटिंग्स (टीबीसी) की महत्वपूर्ण भूमिका
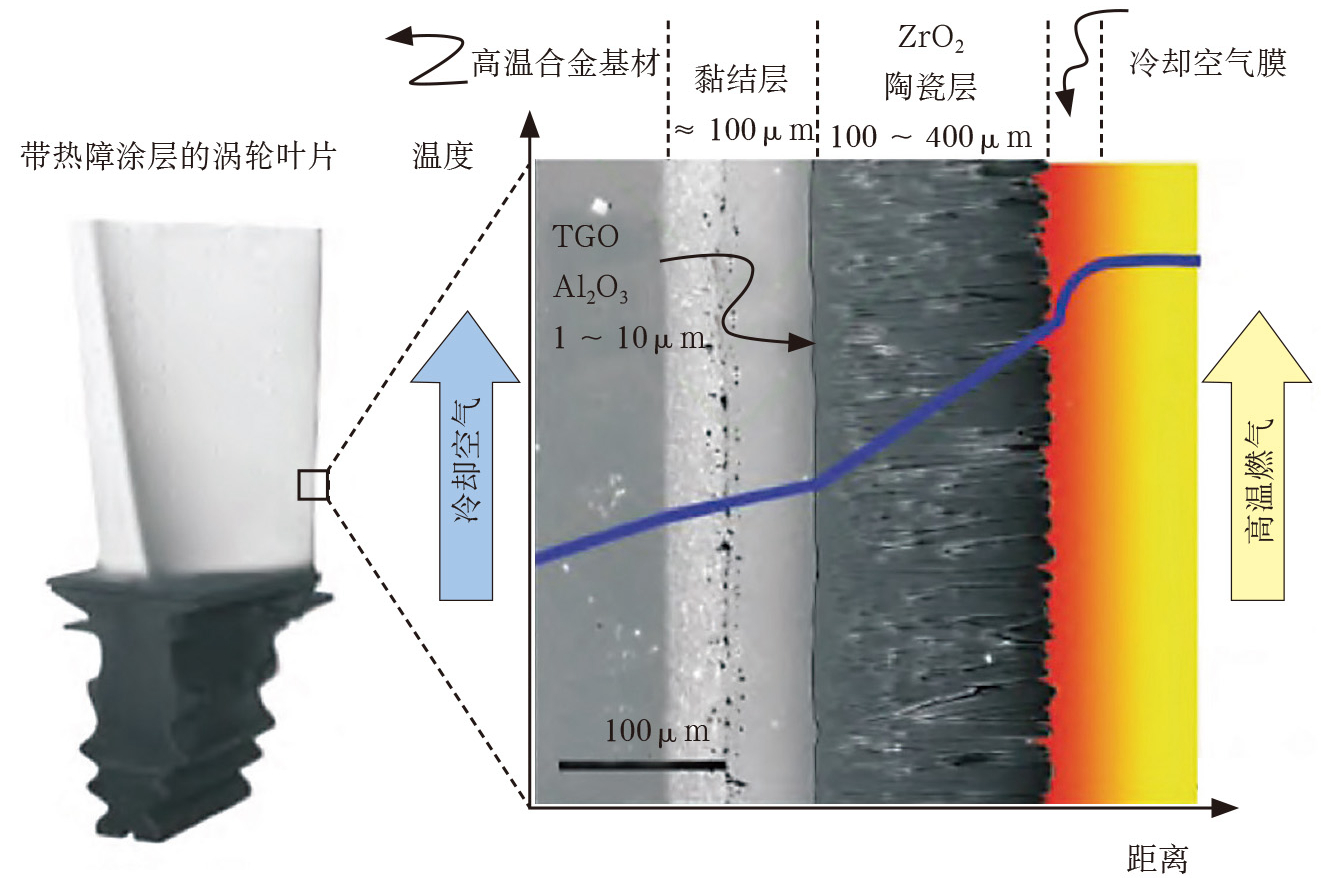
थर्मल बैरियर कोटिंग्स (टीबीसी) उन्नत सिरेमिक परतें हैं जिन्हें अत्यधिक गर्मी से इन्सुलेट करने, थर्मल तनाव और ऑक्सीकरण को कम करने के लिए सुपरएलॉय और उच्च-तापमान घटकों पर लगाया जाता है। एयरोस्पेस गैस टर्बाइन और पावर जनरेशन सिस्टम के लिए महत्वपूर्ण, टीबीसी इंजनों को उच्च दक्षता पर संचालित करने में सक्षम बनाती हैं जबकि घटकों के जीवनकाल को बढ़ाती हैं।
हाइपरसोनिक वाहनों और अगली पीढ़ी के टर्बाइनों में नवाचारों से प्रेरित होकर, वैश्विक टीबीसी बाजार के 2030 तक 6.5 बिलियन डॉलर से अधिक होने का अनुमान है। यट्रिया-स्थिरीकृत जिरकोनिया (वाईएसजेड) जैसी कोटिंग्स एएमएस 2680 जैसे कठोर मानकों को पूरा करती हैं और थर्मल साइक्लिंग में अनकोटेड पार्ट्स से 10 गुना बेहतर प्रदर्शन करती हैं।
टीबीसी प्रक्रिया: एक चरण-दर-चरण विवरण
प्रीप्रोसेसिंग आवश्यकताएं
सतह खुरदरीकरण: आसंजन बढ़ाने के लिए एल्यूमिना (आरए 4–6 µm) के साथ ग्रिट ब्लास्टिंग।
बॉन्ड कोट अनुप्रयोग: सिरेमिक परत बंधन में सुधार के लिए प्लाज्मा स्प्रेइंग के माध्यम से एक एमसीआरएएलवाई (एम = एनआई, सीओ) परत जमा करना।
मुख्य तकनीकों की तुलना
टीबीसी प्रक्रिया | कोटिंग मोटाई | मुख्य सामग्री | अनुप्रयोग क्षेत्र | लाभ |
|---|---|---|---|---|
एयर प्लाज्मा स्प्रे (एपीएस) | 300–500 µm | वाईएसजेड, Gd₂Zr₂O₇ | टर्बाइन ब्लेड, दहन कक्ष | लागत प्रभावी, तेज जमाव |
इलेक्ट्रॉन बीम पीवीडी (ईबी-पीवीडी) | 100–200 µm | वाईएसजेड, La₂Zr₂O₇ | एयरोस्पेस थर्मल बैरियर | स्तंभ संरचना, तनाव सहनशीलता |
सस्पेंशन प्लाज्मा स्प्रे (एसपीएस) | 50–150 µm | नैनो-वाईएसजेड, Al₂O₃ | हाइपरसोनिक वाहन त्वचा | अति-घनी सूक्ष्म संरचना |
पोस्ट-प्रोसेसिंग और अनुकूलन
लेजर ग्लेज़िंग: कम वायुगतिकीय खिंचाव के लिए सतहों को आरए <1 µm तक चिकना करना।
अविनाशी परीक्षण (एनडीटी): विलगन या दरारों का पता लगाने के लिए थर्मल इमेजिंग का उपयोग करना।
प्रदर्शन लाभ बनाम सीमाएं
गुण | टीबीसी-कोटेड पार्ट्स | अनकोटेड/बेयर सुपरएलॉय |
|---|---|---|
अधिकतम संचालन तापमान | 1200–1500°C | 800–1000°C |
थर्मल चालकता | 1–1.5 W/m·K (वाईएसजेड) | 15–20 W/m·K (इनकोनेल 718) |
थर्मल साइक्लिंग जीवन | 10,000+ चक्र (एएसटीएम C633) | 1,000–3,000 चक्र |
कटाव प्रतिरोध | 5–8x सुधार (एएसटीएम G76) | कण प्रभाव के प्रति संवेदनशील |
लागत | उच्च प्रारंभिक निवेश | कम प्रारंभिक लागत |
औद्योगिक अनुप्रयोग: जहां टीबीसी उत्कृष्ट हैं
एयरोस्पेस: जेट इंजन टर्बाइन ब्लेड (ईबी-पीवीडी वाईएसजेड कोटिंग्स)।
ऊर्जा: गैस टर्बाइन दहन कक्ष (थर्मल इन्सुलेशन के लिए एपीएस वाईएसजेड)।
ऑटोमोटिव: उच्च-प्रदर्शन इंजनों में टर्बोचार्जर रोटर्स।
टीबीसी चयन मार्गदर्शिका
सामग्री संगतता मैट्रिक्स
सब्सट्रेट प्रकार | निर्माण प्रक्रिया | अनुशंसित टीबीसी प्रक्रिया | प्रदर्शन लाभ फोकस |
|---|---|---|---|
ईबी-पीवीडी वाईएसजेड | थर्मल इन्सुलेशन, ऑक्सीकरण प्रतिरोध | ||
एपीएस एमसीआरएएलवाई + वाईएसजेड | गर्म जंग प्रतिरोध | ||
एसपीएस नैनो-वाईएसजेड | हाइपरसोनिक थर्मल प्रबंधन |
आपूर्तिकर्ता मूल्यांकन मानदंड
उपकरण: ±1% मोटाई एकरूपता वाले वैक्यूम प्लाज्मा स्प्रे सिस्टम।
प्रमाणपत्र: एयरोस्पेस के लिए NADCAP, ISO 14001 पर्यावरण अनुपालन।
सतह परिष्करण प्रौद्योगिकी मैट्रिक्स
प्रौद्योगिकी | मुख्य कार्य | मुख्य विशेषताएं | लाभ |
|---|---|---|---|
अत्यधिक गर्मी से इन्सुलेट करना | वाईएसजेड 100–500 µm, 1200°C क्षमता | उच्च संचालन तापमान सक्षम करता है | |
सिरेमिक मैट्रिक्स कंपोजिट (सीएमसी) की सुरक्षा करना | मुलाइट/सीआईसी, 50–200 µm | ऑक्सीकरण और जंग प्रतिरोध | |
टर्बाइनों में क्लीयरेंस कम करना | एल-एसआई/पॉलिएस्टर, 200–800 µm | बेहतर इंजन दक्षता |
तकनीकी उपयुक्तता: एक चार-आयामी मॉडल
तापमान प्रतिरोध ईबी-पीवीडी वाईएसजेड कोटिंग्स 1500°C तक तापमान बनाए रखती हैं, जो हाइपरसोनिक उड़ान और उन्नत टर्बाइनों में उपयोग को सक्षम करती हैं।
लागत दक्षता एयर प्लाज्मा स्प्रेइंग (एपीएस) कम प्रारंभिक लागत (~$50–150 प्रति भाग) प्रदान करती है, जबकि ईबी-पीवीडी की स्थायित्व जीवनचक्र व्यय को कम करती है।
स्थायित्व सस्पेंशन प्लाज्मा स्प्रे (एसपीएस) >80 एमपीए बॉन्ड शक्ति (एएसटीएम C633) प्राप्त करती है, जो उच्च-तनाव घटकों के लिए आदर्श है।
प्रसंस्करण जटिलता ईबी-पीवीडी को वैक्यूम वातावरण की आवश्यकता होती है, जो इसे उच्च-मूल्य एयरोस्पेस अनुप्रयोगों के लिए उपयुक्त बनाती है।
अक्सर पूछे जाने वाले प्रश्न
टीबीसी पर्यावरणीय बैरियर कोटिंग्स (ईबीसी) से कैसे भिन्न हैं?
क्या टीबीसी टाइटेनियम मिश्र धातुओं पर लागू की जा सकती हैं?
टीबीसी विलगन का क्या कारण है, और इसे कैसे रोका जाता है?
टीबीसी मोटाई को अविनाशी रूप से कैसे मापें?
क्या टीबीसी योगात्मक निर्माण प्रक्रियाओं के साथ संगत हैं?
