أساسيات التشطيبات السطحية الميكانيكية
الدور الحاسم للتشطيبات السطحية الميكانيكية
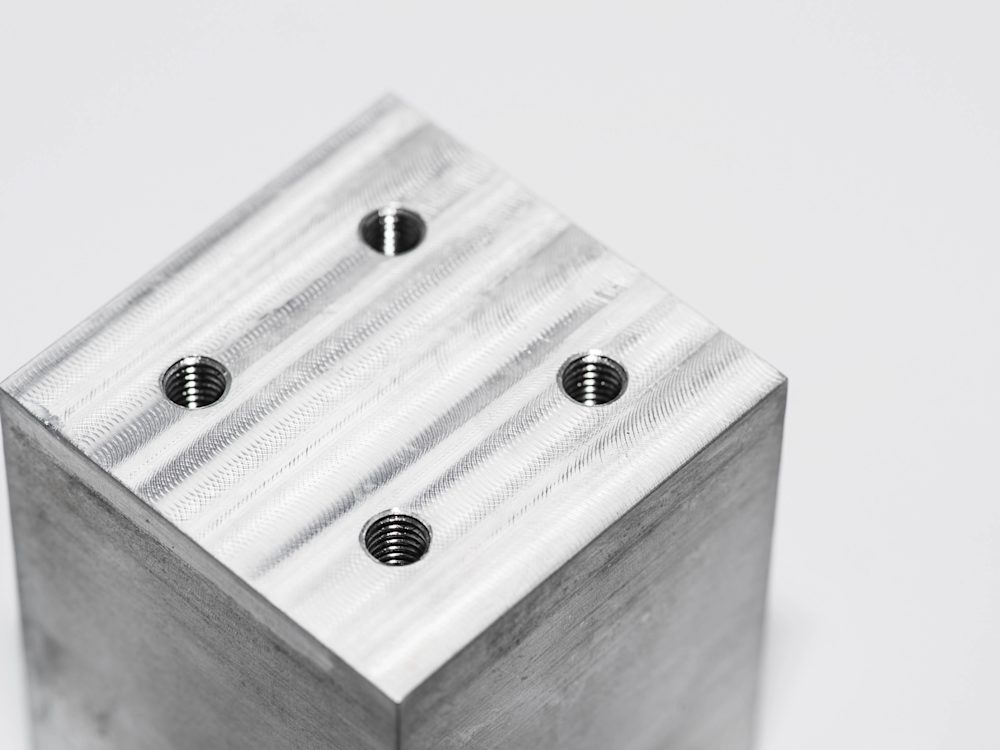
الأسطح الميكانيكية هي التشطيبات الأولية التي تبقى على الأجزاء بعد عمليات التصنيع مثل التصنيع باستخدام الحاسب الآلي (CNC)، أو الطباعة ثلاثية الأبعاد، أو الصب الدقيق. تحتفظ هذه الأسطح غير المصقولة بعلامات الأدوات وهي حاسمة لصناعات مثل الفضاء و الأجهزة الطبية، حيث يتطلب النمذجة السريعة والاختبار الوظيفي مكونات فعالة من حيث التكلفة وذات تسامح عالي.
بقيمة تتجاوز 12 مليار دولار عالمياً، تلغي التشطيبات الميكانيكية تكاليف المعالجة اللاحقة مع تقديم دقة لمواد مثل سبائك التيتانيوم و الفولاذ المقاوم للصدأ. إنها تتيح تسليمًا سريعًا للأجزاء الهيكلية في السيارات والإلكترونيات والمعدات الصناعية، موازنةً بين الكفاءة والأداء.
عملية التشطيب الميكانيكي: تفصيل خطوة بخطوة
أساسيات المعالجة المسبقة
اختيار المادة: يتم اختيار المواد الأساسية مثل الألمنيوم المصبوب أو سبائك المضغوط بالمسحوق لقابلية التشغيل.
تحسين المعاملات: يتم معايرة سرعة المغزل، ومعدل التغذية، وعمق القطع لتقليل خشونة السطح.
تقنيات أساسية مقارنة
عملية التشطيب الميكانيكي | خشونة السطح (Ra) | المواد الرئيسية | نطاق التطبيق | المزايا |
|---|---|---|---|---|
الطحن باستخدام الحاسب الآلي (CNC) | 0.8–3.2 ميكرومتر | الفولاذ المقاوم للصدأ، التيتانيوم | أجزاء الفضاء عالية الدقة | هندسات معقدة، تسامحات ضيقة (±0.01 مم) |
الخراطة | 1.6–6.3 ميكرومتر | الألمنيوم، النحاس الأصفر | الأعمدة، البطانات | الإنتاج بكميات كبيرة، تناظر أسطواني |
الطحن | 0.4–1.6 ميكرومتر | فولاذ الأدوات، السيراميك | الزرعات الطبية | تشطيبات فائقة النعومة، ضرر أدنى تحت السطح |
التشغيل بالتفريغ الكهربائي (EDM) | 3.2–12.5 ميكرومتر | التنغستن، السبائك الفائقة | هندسات معقدة | لا يوجد تلامس للأداة، يتعامل مع المواد المقساة |
المعالجة اللاحقة والتحسين
إزالة الحواف: يزيل الرملي بالرمل الحواف الحادة من أجل السلامة والوظيفة.
مراقبة الجودة: يتم قياس خشونة السطح باستخدام معايير ISO 1302.
مزايا الأداء مقابل القيود
توفر التشطيبات الميكانيكية أسطحًا وظيفية فورية ولكنها تتطلب مقايضات في مقاومة البيئة مقارنة بالبدائل المعالجة لاحقًا. فيما يلي مقارنة مفصلة للخصائص الرئيسية:
الخاصية | التشطيب الميكانيكي | التشطيب المعالج لاحقًا (مثل، الأكسدة، الطلاء الكهربائي) |
|---|---|---|
القوة الميكانيكية | تحتفظ بقوة الشد/الخضوع للمادة الأساسية | قد تتغير بسبب التصاق الطلاء أو التأثيرات الحرارية |
الصلادة | تطابق الركيزة (مثل، HRC 50–60 لفولاذ الأدوات) | معززة عبر الطلاءات (مثل، HV 800–1200 لطلاءات PVD) |
الاستقرار الكيميائي | عرضة للأكسدة والتعرض للحموض/القواعد | مقاومة محسنة (مثل، الألمنيوم المؤكسد يقاوم درجة حموضة 4–9) |
مقاومة رذاذ الملح | 24–48 ساعة (ASTM B117) | 500+ ساعة (مثل، الطلاء بالزنك-النيكل) |
مقاومة الأكسدة | ≤300°C (تعتمد على المادة الأساسية) | ≤1200°C (مع طلاءات الحاجز الحراري) |
مقاومة الخدش | منخفضة (علامات الأدوات عرضة للتآكل المرئي) | عالية (مثل، الطلاءات السيراميكية تحقق صلادة قلم 9H) |
التطبيقات الصناعية: حيث تتفوق التشطيبات الميكانيكية
السيارات: حوامل محرك الألمنيوم المصبوب بالقالب (تسامح ±0.05 مم).
الإلكترونيات الاستهلاكية: نماذج أولية مصنعة باستخدام الحاسب الآلي (CNC) لأغلفة الألمنيوم (Ra 1.6 ميكرومتر).
الأجهزة الطبية: أدوات الجراحة المصنوعة من التيتانيوم تستخدم مباشرة في البيئات المعقمة.
دليل اختيار التشطيب الميكانيكي
مصفوفة توافق المواد
نوع الركيزة | عملية التصنيع | العملية الموصى بها | تركيز تحسين الأداء |
|---|---|---|---|
الطحن باستخدام الحاسب الآلي (CNC) | هندسات معقدة، تسامحات ±0.01 مم | ||
الخراطة | أجزاء أسطوانية بكميات كبيرة | ||
الطحن | تشطيبات فائقة النعومة (Ra 0.4–1.6 ميكرومتر) | ||
التشغيل بالتفريغ الكهربائي (EDM) | المواد المقساة، هندسات معقدة |
معايير تقييم المورد
المعدات: قدرات تصنيع باستخدام الحاسب الآلي (CNC) 5 محاور أو عالية السرعة.
الشهادات: ISO 9001، AS9100 (للمطابقة في مجال الفضاء).
مصفوفة تقنيات التشطيب السطحي
التقنية | الوظيفة الرئيسية | الميزات الرئيسية | المزايا |
|---|---|---|---|
سطح مباشر خالٍ من المعالجة اللاحقة من التصنيع باستخدام الحاسب الآلي/الطباعة ثلاثية الأبعاد/الصب | Ra 0.8–25 ميكرومتر، يحتفظ بعلامات الأدوات، فعال من حيث التكلفة | تسليم سريع، لا توجد تكاليف إضافية، مثالي للنماذج الأولية | |
تشكيل طبقة أكسيد كهروكيميائية على الألمنيوم | Ra 0.4–1.6 ميكرومتر، مقاومة التآكل (ASTM B117 >500 ساعة)، خصائص عازلة | خفيف الوزن، ألوان جمالية، مقاومة محسنة للتآكل | |
التطبيق الكهروستاتيكي لمسحوق بوليمر | سمك 50–120 ميكرومتر، مقاومة للأشعة فوق البنفسجية/الكيميائية، تشطيبات غير لامعة/لامعة | صديق للبيئة (بدون مركبات عضوية متطايرة)، متين للاستخدام الخارجي (السيارات، الأدوات الكهربائية) | |
الإزالة الكهروكيميائية للخشونة الدقيقة على السطح | Ra <0.4 ميكرومتر، إزالة الحواف، يخمّد الفولاذ المقاوم للصدأ (ASTM A967) | نعومة بدرجة طبية، أسطح صحية، يقلل الاحتكاك | |
ترسيب طبقة رقيقة عبر الرش بالتفريغ | سمك 1–5 ميكرومتر، صلادة HV 800–3000، مقاومة للحرارة ≤800°C | تشطيبات زخرفية (ذهبي، أسود)، يطيل عمر الأداة، عملية صديقة للبيئة |
الملاءمة التقنية: نموذج رباعي الأبعاد
الدقة الأبعادية تحقق الأسطح الميكانيكية تسامحات تبلغ ±0.01–0.05 مم (ISO 2768) مع خشونة تتراوح من Ra 0.8–25 ميكرومتر، مناسبة للنماذج الأولية الوظيفية. يمكن للبدائل المعالجة لاحقًا مثل الصقل أو التلميع الكهربائي تحسين هذا إلى ±0.005 مم و Ra 0.1–0.4 ميكرومتر.
الكفاءة التكلفية تكلف الأجزاء الميكانيكية 5–50 دولارًا للوحدة بسبب المعالجة الدنيا، بينما تزيد الطلاءات (مثل، PVD، الحواجز الحرارية) التكاليف إلى 20–200 دولارًا للجزء.
مقاومة البيئة. بينما تتحمل الأسطح الميكانيكية 24–48 ساعة في اختبارات رذاذ الملح (ASTM B117) و ≤300°C، فإن التشطيبات المعالجة لاحقًا مثل الأكسدة أو الحواجز الحرارية تمدد المقاومة إلى 500–1000 ساعة و ≤1200°C.
مهلة التسليم يتم تسليم المكونات الميكانيكية في 1–7 أيام، بينما تتطلب الأجزاء المطلية 7–21 يومًا للمعالجات الإضافية.
الأسئلة الشائعة
كيف يقارن التشطيب الميكانيكي بالأكسدة في مقاومة التآكل؟
هل يمكن للأسطح الميكانيكية تلبية معايير النظافة الطبية ISO 13485؟
ما هي المواد غير المناسبة للتشطيبات الميكانيكية؟
ما هي التقنيات التي تقلل من علامات الأدوات المرئية على الأجزاء الميكانيكية؟
هل المعالجة اللاحقة إلزامية للمكونات الميكانيكية في البيئات الرطبة؟
