Defeitos em Fundição de Areia: Causas e Prevenção em Fundições Metálicas
Quais defeitos de fundição de areia são importantes na análise de RFQ?
Fundição de areia defeitos podem afetar peças metálicas personalizadas, como carcaças, bases, quadros, suportes, corpos de bombas, tampas e componentes de máquinas. A análise de defeitos de fundição de areia deve conectar porosidade gasosa, contração, inclusões, rechupes, trincas a quente, deslocamento de macho, sobremetal de usinagem e evidências de inspeção aos requisitos do desenho. O problema prático de RFQ é decidir quais defeitos afetam a função, quais afetam a aparência e quais requerem inspeção ou mudanças no processo antes da produção.
O risco de defeitos depende da qualidade do molde, propriedades da areia, projeto do macho, ventilação, temperatura de vazamento, sistema de canais, projeto do massalote, comportamento da liga, taxa de resfriamento e usinagem pós-fundição. Os compradores devem marcar zonas de pressão, faces de vedação, caminhos de carga, superfícies estéticas, referenciais de usinagem e passagens internas para que a fundição possa adequar os controles de defeitos à função da peça.
O que causa porosidade gasosa em fundições de areia?
A porosidade gasosa aparece como vazios, furos de agulha ou cavidades maiores relacionadas a gás em uma fundição de areia. O defeito pode vir de má ventilação do molde, umidade excessiva, gás dos aglutinantes do macho, fluxo turbulento de metal, ar aprisionado ou absorção de gás relacionada à liga.
A porosidade gasosa é importante quando a peça fundida necessita de estanqueidade, resistência a vazamentos, faces de vedação usinadas ou seções de suporte de carga. Os RFQs devem identificar testes de vazamento, testes de pressão, seccionamento, inspeção por raio X, inspeção por TC ou critérios de aceitação visual quando a porosidade afetar a função da peça.

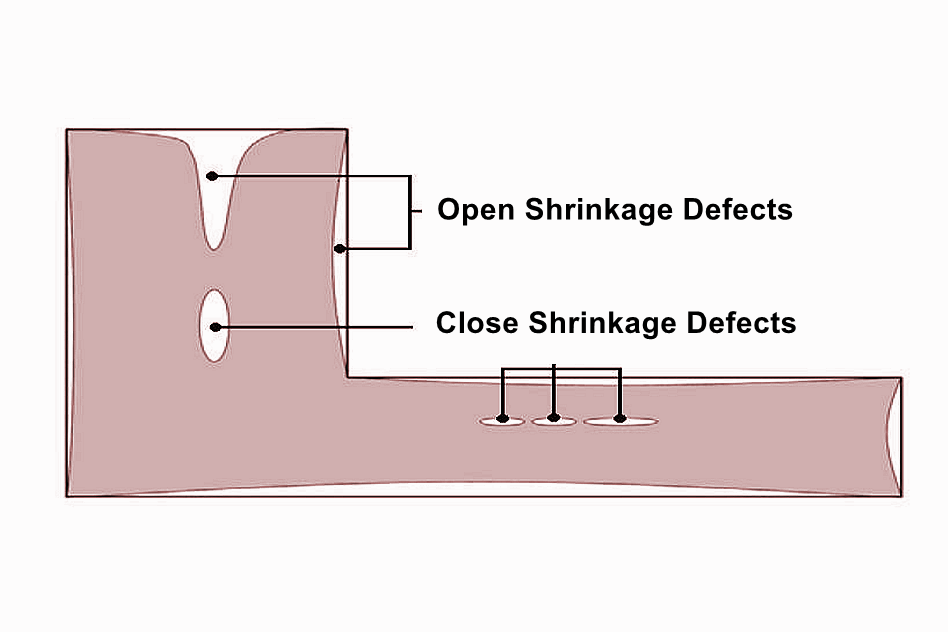
O que causa defeitos de contração em peças fundidas em areia?
Defeitos de contração se formam quando o metal líquido contrai durante a solidificação e a peça fundida não recebe metal de alimentação suficiente dos massalotes ou caminhos de alimentação locais. Seções espessas, mudanças abruptas de espessura, saliências isoladas, mau posicionamento de massalotes e resfriamento desigual podem aumentar o risco de contração.
O controle de contração geralmente requer revisão do projeto e do processo. A peça pode precisar de melhor equilíbrio de paredes, alterações nos massalotes, resfriadores, alterações no sistema de canais, ajuste do sobremetal de usinagem ou um plano de solidificação revisado. Os compradores devem identificar seções críticas e áreas usinadas onde a contração não pode ser aceita.
Por que ocorrem inclusões de areia e defeitos de molde?
Inclusões de areia ocorrem quando areia solta, material de molde quebrado, fragmentos de macho, escória, película de óxido ou material estranho fica preso na peça fundida. Erosão do molde, machos fracos, revestimento deficiente, vazamento turbulento, superfícies de molde danificadas e limpeza inadequada podem contribuir para defeitos de inclusão.
Inclusões podem afetar superfícies usinadas, faces de vedação, aparência e resistência. Se a peça fundida tiver passagens internas, o comprador deve definir acesso para limpeza e requisitos de inspeção. Uma característica de macho de areia pode exigir atenção especial à resistência do macho, ventilação e colapsabilidade.

O que causa rechupes e peças incompletas em fundição de areia?
Rechupes e peças incompletas ocorrem quando o metal líquido não preenche completamente o molde ou duas frentes de metal se encontram sem se fundir totalmente. Esses defeitos podem aparecer perto de paredes finas, longos caminhos de fluxo, seções frias, áreas mal ventiladas ou geometria complexa.
Os controles possíveis incluem revisão da temperatura de vazamento, sistema de canais, tamanho dos canais de corrida, ventilação, espessura da parede, temperatura do molde e comportamento de fluxo da liga. Os compradores devem identificar seções finas, transições abruptas, nervuras longas e limites de linhas de fluxo estéticas antes da cotação.
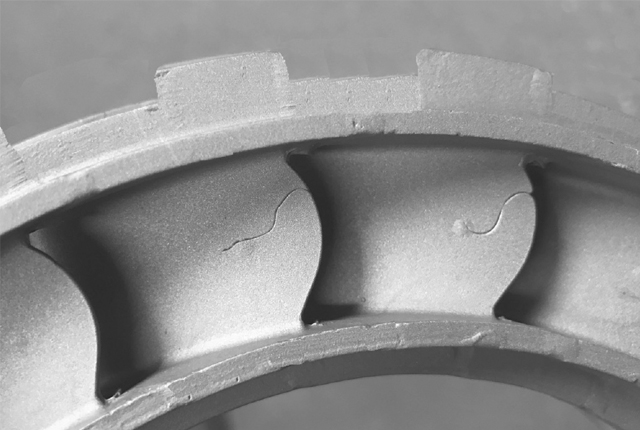
O que causa trincas a quente em fundições de areia?
A trinca a quente ocorre quando uma peça fundida racha durante a solidificação porque a contração é restringida pela geometria do molde, posição do macho, transições de parede ou resfriamento desigual. O defeito é importante quando a trinca intercepta um caminho de carga, limite de pressão, superfície usinada ou característica de montagem.
O risco de trinca a quente pode ser reduzido revisando o raio de concordância, transição de parede, comportamento da liga, projeto do massalote, restrição do molde, equilíbrio de resfriamento e projeto do macho. A inspeção pode incluir inspeção visual, inspeção por líquido penetrante, seccionamento, inspeção por raio X ou inspeção por TC quando o risco de trinca afetar os critérios de aceitação.

Que evidências de inspeção apoiam o controle de defeitos em fundição de areia?
As evidências de inspeção devem corresponder à função da peça fundida. Uma tampa decorativa pode precisar de inspeção visual e verificações dimensionais. Uma carcaça de pressão pode precisar de teste de vazamento ou pressão. Um suporte estrutural pode precisar de certificado de material, teste de dureza, relatório dimensional e inspeção de trincas, dependendo dos requisitos do comprador.
Evidências comuns incluem inspeção da primeira peça, relatório dimensional, inspeção por CMM, certificado de material, teste de dureza, registro de tratamento térmico, padrão de inspeção visual, relatório de rugosidade superficial, teste de vazamento, teste de pressão, inspeção por líquido penetrante, inspeção por raio X, inspeção por TC ou seccionamento. O comprador deve definir os critérios de aceitação antes da produção.
Defeito de Fundição de Areia | Causa Provável | Risco à Peça a Revisar | RFQ ou Evidência de Inspeção |
Porosidade gasosa | Má ventilação, umidade, gás do macho, enchimento turbulento ou absorção de gás da liga | Vazamento, falha de pressão, vazios em superfícies usinadas e redução de resistência | Teste de vazamento, teste de pressão, raio X, TC, seccionamento e critérios de aceitação de porosidade |
Contração | Alimentação insuficiente, mau projeto de massalotes, seções espessas e resfriamento desigual | Seções fracas, cavidades em superfícies usinadas e defeitos em zonas de pressão | Revisão de solidificação, plano de massalotes, sobremetal de usinagem, seccionamento, raio X ou TC |
Inclusões de areia | Erosão do molde, quebra do macho, areia solta, escória, película de óxido ou limpeza inadequada | Defeitos superficiais, passagens bloqueadas, problemas de vedação e rejeitos de usinagem | Padrão visual, acesso para limpeza, boroscópio, seccionamento e revisão de material |
Rechupe ou peça incompleta | Preenchimento incompleto, fluxo ruim, temperatura efetiva baixa, seções finas ou má ventilação | Juntas fracas, geometria incompleta, defeitos estéticos e interferência na montagem | Revisão de paredes, revisão de canais, aprovação de amostra, verificação dimensional e padrão visual |
Trinca a quente | Contração restringida, transições abruptas, concordâncias ruins, comportamento da liga ou desequilíbrio de resfriamento | Crescimento de trinca, falha do caminho de carga, vazamento de pressão e risco de rejeição após usinagem | Líquido penetrante, inspeção visual, seccionamento, raio X, TC e critérios de aceitação de trinca |
O que os compradores devem fornecer para reduzir o risco de defeitos em fundição de areia?
Um RFQ útil deve incluir o desenho 2D, modelo 3D, grau da liga, quantidade esperada, tamanho da peça fundida, espessura da parede, machos internos, dimensões críticas, sobremetal de usinagem, acabamento superficial, tratamento térmico, requisitos de vazamento ou pressão, zonas estéticas e método de inspeção.
O controle de defeitos começa antes do primeiro molde ser vazado. Desenhos claros ajudam a fundição a revisar o projeto do molde, projeto do macho, sistema de canais, massalotes, ventilação, usinagem, acabamento e evidências de inspeção em relação ao uso real da peça fundida.
FAQs Relacionadas
O serviço personalizado de fundição de areia é economicamente viável?
Fundição por gravidade vs fundição de areia: uma comparação de dois processos de fundição de metais
Qual é a diferença entre fundição de areia e fundição de precisão?
Existem limitações ou desafios específicos associados à fundição de precisão?
