Quais são os fatores que afetam a tolerância das peças MIM?
Quais fatores afetam a tolerância das peças MIM?
A tolerância das peças de moldagem por injeção de metal é afetada pela precisão da ferramentaria, consistência da matéria-prima, carga de pó, preenchimento do molde, localização do ponto de injeção, controle de desengraxe, retração durante a sinterização, geometria da peça, grau do material, usinagem secundária, acabamento superficial e método de inspeção. O problema prático na solicitação de cotação (RFQ) é identificar quais dimensões da peça MIM podem permanecer como sinterizadas e quais referências, furos, roscas ou superfícies de vedação precisam de usinagem ou retificação pós-sinterização.
MIM é diferente da usinagem convencional porque as peças verdes moldadas retraem durante o desengraxe e a sinterização. A tolerância final é, portanto, controlada pelo percurso completo: projeto do molde, processo de moldagem, processo térmico, suporte de fixação, operações secundárias e plano de medição. Os compradores devem marcar dimensões críticas para a função no desenho para que o fabricante possa separar as dimensões gerais moldadas das características de precisão que necessitam de controle mais rigoroso.
Como a ferramentaria e o projeto do molde afetam a tolerância MIM?
A precisão da ferramentaria define o ponto de partida para o controle de tolerância MIM. Dimensões da cavidade, pinos de núcleo, fechamentos, deslizantes, posição do extrator, ventilação, resfriamento, localização do ponto de injeção e design da linha de partição influenciam a forma moldada antes do desengraxe e sinterização. O desgaste e a manutenção da ferramenta também podem afetar a repetibilidade dimensional durante a produção.
O projeto do molde deve levar em conta a retração e a estabilidade das características. Nervuras finas, ranhuras longas, furos pequenos, paredes não suportadas, seções de parede irregulares e transições bruscas podem distorcer ou preencher de forma inconsistente. Uma RFQ prática deve mostrar referências críticas, superfícies de referência, interfaces de montagem e quaisquer características que não tolerem desalinhamento da linha de partição, rebarba, vestígio do ponto de injeção ou marcas do extrator.
Como a matéria-prima e o grau do material afetam a tolerância MIM?
A matéria-prima MIM combina pó metálico e aglutinante. O tamanho das partículas de pó, a distribuição das partículas, a carga de pó, o sistema de aglutinante, a mistura da matéria-prima e o armazenamento podem afetar o fluxo, a densidade de empacotamento, o comportamento de desengraxe e a retração durante a sinterização. Diferentes materiais MIM também podem retrair ou distorcer de forma diferente durante o processo térmico.
Por exemplo, aços inoxidáveis como MIM 17-4 PH, MIM 316L e MIM 420 podem exigir diferentes tratamentos térmicos, acabamentos superficiais ou revisões dimensionais. Aços de baixa liga, aços ferramenta, ligas magnéticas, ligas de tungstênio, ligas de cobalto e ligas de titânio também podem criar diferentes questões de retração, densidade, dureza e inspeção. O comprador deve definir o grau da liga ou o requisito funcional antes de finalizar as expectativas de tolerância.
Como a moldagem, o desengraxe e a sinterização controlam as dimensões MIM?
Os parâmetros de moldagem afetam a peça verde antes da etapa de forno. Pressão de injeção, velocidade de injeção, temperatura do molde, empacotamento, pressão de recalque e resfriamento podem influenciar a distribuição de densidade, linhas de solda, tensão no ponto de injeção e estabilidade da peça. Se a peça verde tiver variação de densidade ou tensão retida, a peça sinterizada pode distorcer mesmo quando a ferramenta é precisa.
O desengraxe e a sinterização são centrais para a tolerância MIM. O desengraxe deve remover o aglutinante sem danificar a peça. A sinterização deve controlar retração, densidade, atmosfera, suporte e ciclo térmico. Dispositivos de sinterização ou suportes podem ser necessários quando uma peça possui características longas não suportadas, requisitos de planicidade ou geometria sensível à distorção. A RFQ deve identificar superfícies que devem permanecer planas, paralelas, redondas ou concêntricas, para que o plano de processo possa abordar esses riscos.
Quais características da peça criam risco de tolerância em MIM?
O risco de tolerância MIM aumenta quando a peça apresenta espessura de parede irregular, seções longas e finas, furos cegos profundos, características de pinos de núcleo pequenos, cantos vivos, grandes superfícies planas, nervuras de alta relação de aspecto, paredes finas, canais internos ou múltiplas referências críticas em diferentes planos. Essas características podem afetar o preenchimento do molde, a extração, o desengraxe, o suporte de sinterização e a repetibilidade da medição.
Os compradores devem evitar atribuir tolerâncias restritas a todas as superfícies por padrão. Uma abordagem melhor é classificar as dimensões como funcionais, relacionadas à montagem, cosméticas ou apenas de referência. Dimensões funcionais podem necessitar de controle mais rigoroso ou usinagem secundária. Características cosméticas podem precisar de acabamento superficial ou critérios visuais. Dimensões apenas de referência podem ser aceitáveis com variação normal moldada após revisão de engenharia.
Quando a usinagem secundária é necessária para a tolerância MIM?
A usinagem secundária é necessária quando as dimensões MIM sinterizadas não podem suportar de forma confiável o ajuste, vedação, rosca, referência, assento de rolamento ou interface de montagem exigidos. Operações comuns incluem usinagem CNC, furação, roscamento, alargamento, retificação, lapidação, eletroerosão (EDM) e polimento. Essas operações são geralmente aplicadas apenas a características críticas, pois usinar todas as superfícies pode reduzir as vantagens de custo e design do MIM.
A RFQ deve identificar referências usinadas, furos roscados, furos de ajuste de pressão, faces de vedação, superfícies deslizantes, características de engrenagem ou outras áreas de precisão. Se uma etapa de revestimento, galvanoplastia, passivação, tratamento térmico ou polimento seguir a usinagem, a tolerância final deve levar em conta a sequência de acabamento e qualquer espessura de revestimento ou risco de distorção.
Quais métodos de inspeção suportam o controle de tolerância MIM?
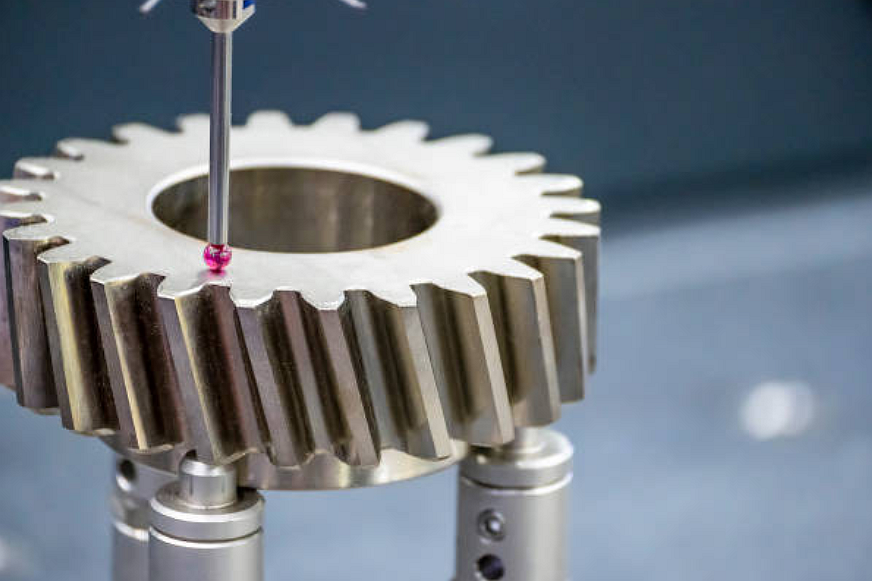
A inspeção deve corresponder à característica e ao estágio de produção. Evidências comuns podem incluir relatório de MMC (CMM), inspeção da primeira peça, relatório dimensional, calibrador passa/não passa, medição óptica, calibrador de rosca, relatório de rugosidade superficial, teste de dureza, verificação de densidade, relatório de espessura de revestimento ou padrão de inspeção visual. Para produção, o plano de controle também pode necessitar de rastreamento de cavidade, rastreabilidade de lote, repetibilidade do dispositivo e método de amostragem acordado com o comprador.
O método de medição é importante porque peças MIM pequenas podem ter curvas complexas, características minúsculas e estruturas de referência difíceis. Uma dimensão medida com paquímetro, MMC, sistema óptico ou calibrador personalizado pode não produzir o mesmo nível de repetibilidade. Os compradores devem definir critérios de aceitação e evidência de inspeção durante a cotação, especialmente para componentes MIM de tolerância restrita ou peças para uso regulamentado.
Fator de Tolerância MIM | Como Afeta a Peça | Detalhe a Fornecer na RFQ | Possível Método de Controle |
Ferramentaria e projeto do molde | Controla a forma da cavidade, vestígio do ponto de injeção, linha de partição, condição de fechamento e geometria da peça verde moldada | Referências críticas, seções de parede, restrições de ponto de injeção, superfícies cosméticas e interfaces de montagem | Revisão de ferramentaria, revisão de fluxo de molde, planejamento de referências e plano de manutenção da ferramenta |
Matéria-prima e grau do material | Afeta fluxo, densidade de empacotamento, retração, densidade sinterizada, dureza e resposta ao acabamento | Grau da liga, norma do material, requisito funcional, tratamento térmico e requisito de acabamento | Controle de matéria-prima, certificado de material, revisão de sinterização e rastreabilidade de lote |
Desengraxe e sinterização | Controla retração, distorção, densidade, planicidade e estabilidade dimensional | Planicidade, paralelismo, circularidade, superfícies críticas e geometria sensível a suporte | Controle de processo térmico, projeto de suporte, compensação de retração e verificações de densidade |
Usinagem secundária e acabamento | Melhora referências, roscas, furos, faces de vedação e características de montagem de precisão | Superfícies usinadas, detalhes de rosca, rugosidade, espessura de revestimento e método de inspeção final | Usinagem CNC, retificação, roscamento, controle de revestimento, relatório CMM e calibradores passa/não passa |
FAQs Relacionadas
Como os componentes de tolerância restrita são controlados durante o processo de retração MIM?
Quais fatores de design afetam a precisão dimensional em peças MIM de precisão?
A usinagem secundária pode melhorar as tolerâncias de componentes moldados por injeção de metal?
Quais métodos de inspeção de qualidade são usados para componentes MIM de tolerância restrita?
