O que é um exemplo de moldagem por inserção?
A moldagem por inserção refere-se a um processo de moldagem por injeção onde um componente ou inserção pré-fabricado é colocado em uma cavidade do molde e encapsulado dentro do plástico moldado. Um exemplo típico de moldagem por inserção é a fabricação de conectores elétricos encapsulados em invólucros de plástico.
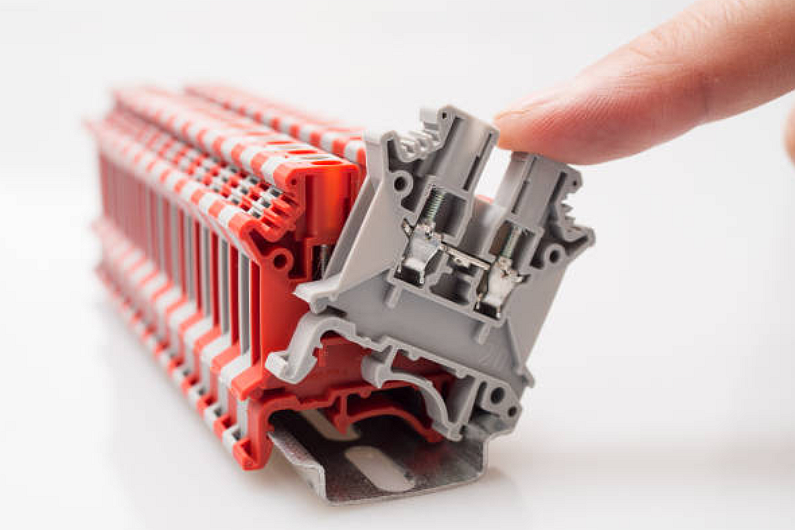
Moldagem por Inserção de Conectores Elétricos
A moldagem por inserção produz regularmente conectores elétricos e blocos de terminais encapsulados dentro de corpos de plástico moldado. Ela fornece proteção, isolamento e estrutura aos contatos metálicos e fiação.
Os conectores podem ser tipos simples de pino e soquete ou matrizes complexas de múltiplos pinos usadas em várias indústrias. As aplicações variam de chicotes de fiação automotiva a conectores em eletrônicos de consumo, equipamentos de telecomunicações e sistemas de controle industrial.
Benefícios do Uso da Moldagem por Inserção
Existem vários benefícios em encapsular contatos elétricos metálicos dentro de invólucros de plástico moldado em comparação com a montagem posterior:
- Cria um componente unificado de uma única peça
- Fornece isolamento elétrico e isolamento
- Permite alívios de tensão moldados e recursos de clipe
- Oferece flexibilidade para posicionamento e orientação do conector
- Permite alta eficiência de produção em volume
- Elimina etapas secundárias de montagem
- Reduz os custos totais da peça e do sistema
Recursos moldados como flanges, bossagens para roscas, pinos de alinhamento, clipes e alívios de tensão para cabos podem ser incorporados para instalação e confiabilidade. A inserção de plástico também fornece encapsulamento completo e vedação ambiental.
Etapas do Processo de Moldagem por Inserção
A produção de conectores elétricos moldados por inserção envolve as seguintes etapas:
1. Os terminais metálicos e os fios são pré-fabricados com base nos requisitos de design do conector. Pode envolver estampagem, dobra, crimpagem e pré-fiação de pinos e soquetes.
2. As inserções de contato são opcionalmente testadas quanto à continuidade elétrica e força de inserção antes da moldagem. Isso verifica a qualidade do componente antes do encapsulamento.
3. As inserções são carregadas em cavidades designadas dentro de um molde de injeção de múltiplas cavidades manualmente ou por automação. O posicionamento e orientação precisos são críticos.
4. O molde fecha e a resina termoplástica fundida é injetada sob pressão para preencher as cavidades. Os plásticos comuns são PBT, nylon, ABS, policarbonato ou PPS.
5. O plástico flui ao redor das inserções, encapsulando-as completamente dentro do invólucro, deixando as áreas de contato expostas.
6. Os pinos e recursos moldados são formados com precisão pelos detalhes do núcleo e da cavidade. O plástico se liga à inserção.
7. Após o resfriamento, o molde abre e os componentes do conector acabados são ejetados.
8. As peças são então aparadas, estampadas ou gravadas conforme necessário antes do teste final e envio.
Existem duas principais técnicas de moldagem por inserção usadas para conectores elétricos:
- Moldagem por inserção de ponta quente
- Moldagem de dois tiros
Moldagem por Inserção de Ponta Quente
Com este método, as inserções do conector pré-fiação são aquecidas até que as pontas dos terminais fiquem fundidas. As inserções são então colocadas em cavidades do molde onde o plástico encapsula completamente o corpo enquanto se funde com as pontas derretidas. Isso cria um componente sólido consolidado após a re-solidificação do molde.
Moldagem por Inserção de Dois Tiros
A moldagem de dois tiros, ou multi-tiros, refere-se à injeção de uma resina secundária especificamente nas áreas de contato da inserção para alcançar a ligação. O primeiro tiro encapsula o corpo, enquanto o segundo tiro se liga às pontas. Isso fornece adesão sem aquecer as inserções.
Técnicas multi-tiros também são usadas para criar conectores com efeitos estéticos de duas cores moldando o corpo e a face em resinas de cores diferentes.
Considerações de Design
Um design eficaz de conector moldado por inserção requer a consideração do seguinte:
- Geometria da inserção para corresponder ao fluxo da resina e à dinâmica da moldagem
- Sobreposição necessária para resistência de ligação suficiente
- Rebaixos e furos para maior retenção mecânica
- Linhas de separação para permitir o carregamento e ejeção da inserção
- Localizações do gate em relação às inserções
- Alinhamento, posicionamento e orientação das inserções
Ao entender os princípios da moldagem por inserção e os requisitos de design do conector, os fabricantes podem aproveitar o processo para produzir conexões elétricas integradas, confiáveis e econômicas encapsuladas em invólucros de plástico protetores. Os produtos finais consolidam múltiplas montagens em componentes unificados.
